Изобретение относится к области производства труб.из листов конечной длины, а также тавров, двутавров, уголков или других изделий конечной длины методом высокочастотной сварки.
При сварке изделий конечной длины с использованием ранее известного способа в начале и в конце изделия остаются несваренные участки, длина которых определяется расстоянием от контактов до места сварки.
Сварка изделий конечной длины ведется следующим образом. После того как свариваемые кромки сходятся в шовосжимающем устройстве, на них накладываются наконечники сменных контакто и включается источник сварочного тока высокой частоты. При подходе заднего конца изделий к контактам во избежание их подгаров источник питания должен быть выключен. Время нагрева кромок на участках от места схождения кромок до контактов в начале и в конце изделия меньше, чем требуется для разогрева их до сварочной температуры.
Использование системы автоматического регулирования режима нагрева может несколько уменьшить несваренный
участок в начале изделия, однако несваренный участок в конце изделия при этом не уменьшится.
Цель изобретения - сокращение отходов металла за счет уменьшения несваренных в конце и начале изделия участков.
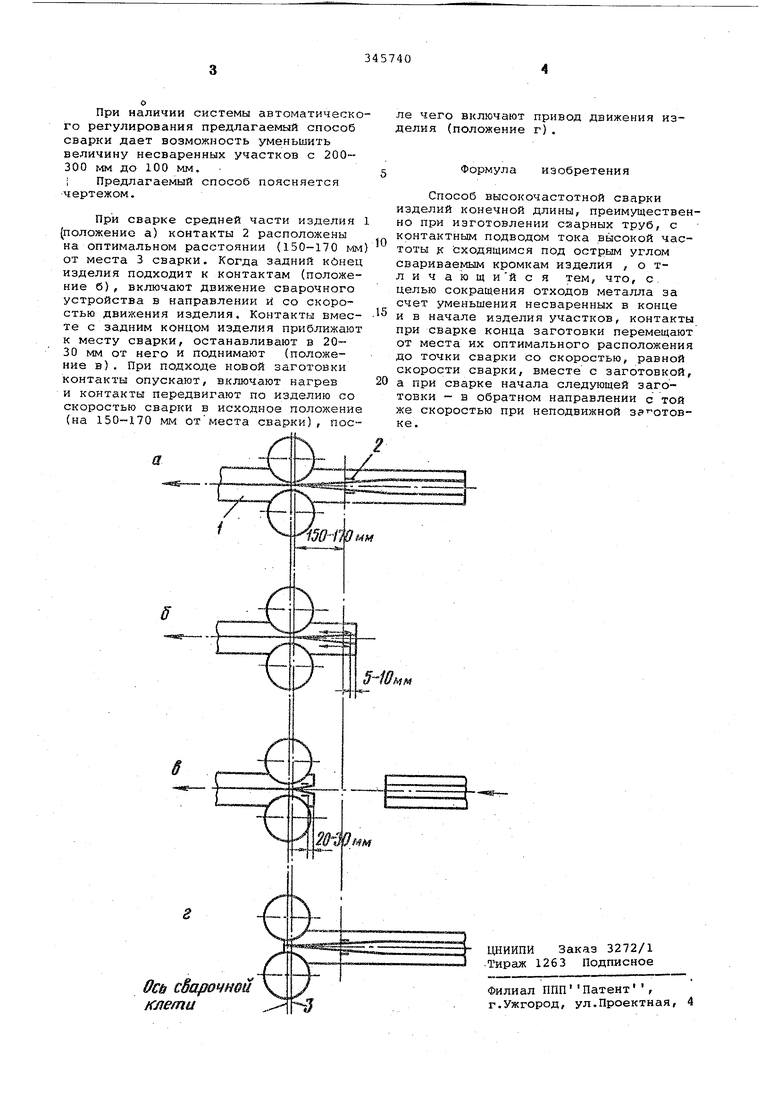
Предлагаемый способ сварки заключается в том, что в процессе сварки изделий (кроме концевых участков) контакты устанавливают на оптимальном расстоянии от точки сваркой, например 150-170 мм, а для уменьшения несваренного участка на заднем конце изделия при подходе конца заготовки к контактам (за мм от них) нагрев не прекращают, контакты перемещают вместе с изделием и со скоростью изделия к месту сварки.
Для уменьийния несваренных участков на переднем конце изделия после подачи новой заготовки контакты опускают на минимальном расстоянии от места сварки, на котором была закончена доварка заднего конца. После этого включают нагрев, и контакты со скоростью сварки возвращаются в исходное положение, т.е. на расстояние 150170 nsM. от места сварю , и лишь затем перемещают заготовку.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ ТРУБ | 2004 |
|
RU2259906C1 |
| СПОСОБ СВАРКИ ПЛАВЛЕНИЕМ ИЗДЕЛИЙ ИЗ МЕДИ, ПРЕИМУЩЕСТВЕННО ЧАСТЕЙ КРИСТАЛЛИЗАТОРА ПО ЗАМКНУТОМУ КОНТУРУ | 1993 |
|
RU2053077C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ НА НЕПРЕРЫВНЫХ ТРУБОСВАРОЧНЫХ АГРЕГАТАХ | 2015 |
|
RU2611462C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ ТОНКОСТЕННОЙ ТРУБЫ С ТОНКОСТЕННЫМ БИМЕТАЛЛИЧЕСКИМ ПЕРЕХОДНИКОМ | 2006 |
|
RU2329127C1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ ПОЛОС И ТРУБНЫХ ЗАГОТОВОК В НЕПРЕРЫВНЫХ АГРЕГАТАХ | 2008 |
|
RU2378090C1 |
| Способ изготовления прямошовных труб | 1978 |
|
SU774856A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ СТЫКОВЫХ СОЕДИНЕНИЙ | 1990 |
|
SU1755486A1 |
| СПОСОБ ДВУХСТОРОННЕЙ РОТАЦИОННОЙ СВАРКИ ТРЕНИЕМ, СПОСОБЫ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ СТАЛЬНОЙ ПОЛОСЫ И СТАЛЬНОЙ ПОЛОСЫ С ПОКРЫТИЕМ, УСТРОЙСТВО ДЛЯ ДВУХСТОРОННЕЙ РОТАЦИОННОЙ СВАРКИ ТРЕНИЕМ И УСТАНОВКИ ДЛЯ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ СТАЛЬНОЙ ПОЛОСЫ И СТАЛЬНОЙ ПОЛОСЫ С ПОКРЫТИЕМ | 2020 |
|
RU2792732C1 |
| Способ высокочастотной сварки изделий типа "поверхность-ребро | 1983 |
|
SU1107984A1 |
| Способ сварки сформованной трубной заготовки с индукционным подогревом | 2017 |
|
RU2660540C1 |
