Изобретение относится к обработке металлов давлением, в частности к производству сварных труб на непрерывных трубосварочных агрегатах.
Известен способ автоматического регулирования процесса высокочастотной сварки труб (а.с. №721282), включающий воздействие на мощность источника питания сварочной установки в зависимости от скорости их сварки (от скорости перемещения непрерывной трубной заготовки).
Совпадающий признак - воздействие на мощность источника питания сварочной установки в зависимости от скорости перемещения непрерывной трубной заготовки.
В этом известном способе не рассматриваются процессы, связанные с раскроем непрерывной трубной заготовки по длине с целью отделения дефектов.
Известен способ изготовления труб на непрерывных трубосварочных агрегатах и управление приводом летучего отрезного станка для осуществления раскроя непрерывной трубной заготовки на трубы мерной и скорректированной длины (а.с. №1388205 «Устройство автоматического раскроя заготовки на летучем отрезном станке»), включающий сварку встык концов штрипсов в непрерывную трубную заготовку в виде полосы, выявление стыка концов штрипсов на участке перед формовкой полосы, формовку полосы в трубу со щелью, ее нагрев, сварку кромок, калибровку и/или профилирование непрерывной трубной заготовки с ее перемещением и остановкой при условии остановки сварки, посредством механизма перемещения с управляемым приводом, измерение длины непрерывной трубной заготовки в момент выявления стыка или сразу после остановки сварки, при этом осуществляют определение общей длины подлежащего раскрою участка непрерывной трубной заготовки, количества труб мерной длины ℓмер и труб скорректированной длины ℓскор, которые необходимо отрезать для выведения стыка или дефекта на конец трубы, и скорректированной длины трубы ℓскор в диапазоне от минимальной длины ℓмин, при которой возможно ее отрезание летучим отрезным станком при рабочей скорости перемещения непрерывной трубной заготовки, до мерной длины ℓмер; раскрой непрерывной трубной заготовки посредством летучего отрезного станка с управляемым приводом, с получением труб мерной длины ℓмер и одной или двух труб скорректированной длины ℓскор.
Недостатками этого известного способа являются:
1. Повышенное количество и повышенная суммарная длина труб, имеющих скорректированную (укороченную) длину ℓскор, при отделении как непроваров продольного шва, образующихся в результате срочных остановок сварки, так и стыков. Чем выше рабочая скорость перемещения непрерывной трубной заготовки при изготовлении труб, тем выше значение минимальной длины труб ℓмин и тем выше количество и суммарная длина труб, имеющих укороченную длину и, соответственно, тем ниже количество и суммарная длина труб мерной длины.
Цена на трубы укороченной длины на 20% ниже, чем цена на трубы, имеющие мерную длину. Повышенная суммарная длина труб, имеющих укороченную длину, приводит к снижению экономических показателей производства труб.
2. При изготовлении труб с повышенной рабочей скоростью перемещения непрерывной трубной заготовки, обуславливающей повышенную минимальную длину труб ℓмин, имеют место случаи, когда невозможно отделение непровара продольного шва, который образуется в результате срочной остановки сварки. В таких случаях последующее вырезание этого непровара приводит к повышенным отходам труб.
Задачами заявляемого изобретения являются:
1. Уменьшение количества и суммарной длины труб, имеющих укороченную длину, как при отделении стыков, так и при отделении непроваров продольного шва, образующихся в результате срочных остановок сварки, и за счет этого увеличение количества и суммарной длины труб, имеющих мерную длину.
2. Обеспечение во всех случаях отделения непровара продольного шва, образующегося в результате срочной остановки сварки, и за счет этого уменьшение отходов труб и, соответственно, увеличение количества и суммарной длины труб, имеющих мерную длину.
Технический результат достигается за счет того, что способ изготовления труб на непрерывных трубосварочных агрегатах включает сварку встык концов штрипсов в непрерывную трубную заготовку в виде полосы, выявление стыка концов штрипсов на участке перед формовкой полосы, формовку полосы в трубу со щелью, ее нагрев, сварку кромок, калибровку и/или профилирование непрерывной трубной заготовки с ее перемещением и ее остановкой при условии остановки сварки, посредством механизма перемещения с управляемым приводом, измерение длины непрерывной трубной заготовки в момент выявления стыка или сразу после остановки сварки, при этом осуществляют определение общей длины подлежащего раскрою участка непрерывной трубной заготовки, количества труб мерной длины ℓмер и труб скорректированной длины ℓскор, которые необходимо отрезать для выведения стыка или дефекта на конец трубы, и скорректированной длины труб ℓскор в диапазоне от минимально допустимой длины до мерной длины ℓмер, раскрой непрерывной трубной заготовки посредством летучего отрезного станка с управляемым приводом, с получением труб мерной длины ℓмер и одной или двух труб скорректированной длины ℓскор.
Новым является то, что скорректированную длину труб ℓскор устанавливают в диапазоне от минимально востребованной на рынке сбыта труб длины ℓмин.рын. до ℓмер, при этом при ℓскор в пределах от ℓмин.рын. до ℓмер, при этом при ℓскор в пределах от минимальной длины ℓмин, при которой возможно отрезание трубы летучим отрезным станком при рабочей скорости перемещения непрерывной трубной заготовки, до ℓмер, отрезание трубы производят при рабочей скорости перемещения непрерывной трубной заготовки, а при ℓскор в пределах от ℓмин.рын. до ℓмин скорость перемещения непрерывной трубной заготовки перед отрезанием трубы уменьшают до значения Vумен=ℓскор:tцик,
где tцик - время цикла отрезания трубы летучим отрезным станком при рабочей скорости перемещения непрерывной трубной заготовки, включающее время разгона станка, время реза и время возврата станка в исходное положение, причем уменьшение скорости осуществляют с одновременным снижением мощности источника питания сварочной установки в соответствии со снижаемой скоростью и производят отрезание одной или двух труб длиной ℓскор, с последующим увеличением скорости перемещения непрерывной трубной заготовки до рабочей и одновременным повышением мощности источника питания сварочной установки в соответствии с повышаемой скоростью.
Предлагаемый способ, по сравнению с прототипом, обеспечит условия для отрезания летучим отрезным станком труб со скорректированной длиной в пределах от ℓмин.рын. до ℓмин за счет того, что до начала их отрезания будет обеспечено снижение скорости перемещения непрерывной трубной заготовки до Vумен=ℓскор:tцик, при которой будет возможно осуществление отрезания этих труб. Это позволит уменьшить количество и суммарную длину труб, имеющих укороченную длину, как при отделении непроваров продольного шва, образующихся в результате срочных остановок сварки, так и при отделении стыков, и, соответственно, повысить количество и суммарную длину труб мерной длины. Кроме того, это позволит во всех случаях обеспечить отделение указанных непроваров продольного шва, что снизит отходы труб и, соответственно, повысит количество и суммарную длину труб мерной длины.
Предлагаемый способ осуществляется следующим образом:
1. Измеряют длину участка непрерывной трубной заготовки, вышедшего за условную ось реза, обнуляют эту длину в момент, когда после разгона летучего отрезного станка и после зажима в станке трубной заготовки ось режущего инструмента станка совпадет с условной осью реза труб, и в этот же момент вновь начинают отсчет измеряемой длины.
2. В момент выявления стыка или сразу после остановки сварки определяют длину измеренного участка непрерывной трубной заготовки, соответственно ℓсm или ℓнепр, вышедшего за условную ось реза труб. В этот же момент определяют общую длину участка непрерывной трубной заготовки, подлежащего раскрою для отделения дефекта. Общую длину ее участка при отделении стыка Lcm или при отделении непровара продольного шва Lнепр, образующегося в результате срочной остановки сварки, определяют по формулам: Lcm=ℓcm+L1-Δℓcm; Lнепр=ℓнепр+L2-Δℓнепр, где:
L1 - расстояние от оси прибора, выявляющего стыки, до условной оси реза труб;
L2 - расстояние от начала несваренного участка трубы (после остановки сварки) до условной оси реза труб;
Δℓcm - длина перестраховочного расстояния от стыка;
Δℓнепр - длина перестраховочного расстояния от начала несваренного участка.
3. В этот же момент определяют количество труб мерной и труб скорректированной длины, которые необходимо отрезать для отделения дефекта, и определяют скорректированную длину труб ℓскор. Для их определения Lcm или Lнeпp делят на длину мерной трубы ℓмер и оценивают результаты деления.
Целая часть результата деления равна количеству труб мерной длины в случаях, когда произведение дробной части результата деления на длину мерной трубы равно или больше значения ℓмин.рын. В этих случаях будет одна труба скорректированной длины. Ее длина будет равна указанному выше произведению с прибавлением длины дефектного участка и перестраховочных расстояний от начала и от конца дефекта.
Если произведение дробной части результата деления на длину мерной трубы будет меньше значения ℓмин.рын., то к этому произведению прибавляют длину одной мерной трубы ℓмер и полученную сумму делят на два. В результате деления получается то значение длины, которую будет иметь первая укороченная труба. Длина второй укороченной трубы будет больше длины первой укороченной трубы на длину дефектного участка и на перестраховочные расстояния от начала и от конца дефекта. В этом случае количество труб мерной длины будет равно целой части результата деления Lcm или Lнепр на длину мерной трубы ℓмер за вычетом единицы.
4. При скорректированной длине труб ℓскор в пределах от ℓмин.рын. до ℓмин определяют уменьшенную скорость перемещения непрерывной трубной заготовки Vумен по формуле Vумен=ℓскор:tцик. В случаях когда отрезаются две трубы скорректированной длины, Vумен определяют исходя из длины первой из них, которая меньше длины второй из них. До начала отрезания труб с длиной в пределах от ℓмин.рын. до ℓмин снижают скорость перемещения непрерывной трубной заготовки до Vумен и одновременно снижают, с помощью автоматического регулятора, мощность источника питания сварочной установки в соответствии со снижаемой скоростью. При скорости Vумен отрезают трубу или трубы укороченной длины. После завершения отрезания этих труб повышают скорость перемещения непрерывной трубной заготовки до рабочей и одновременно повышают, с помощью автоматического регулятора, мощность источника питания сварочной установки в соответствии с повышаемой скоростью.
5. При несрочной остановке сварки автоматическая система управления (АСУ), после нажатия рабочим кнопки «несрочный останов сварки», выдаст команду на останов сварки в тот момент, когда длина измеряемого участка непрерывной трубной заготовки ℓнепр, вышедшего за условную ось реза труб, будет равна длине, установленной на блоке задания АСУ. Такой останов сварки позволит, после возобновления процесса сварки, обеспечить только одну трубу со скорректированной длиной и расположение непровара продольного шва, образующегося в результате остановки сварки, на ее конце.
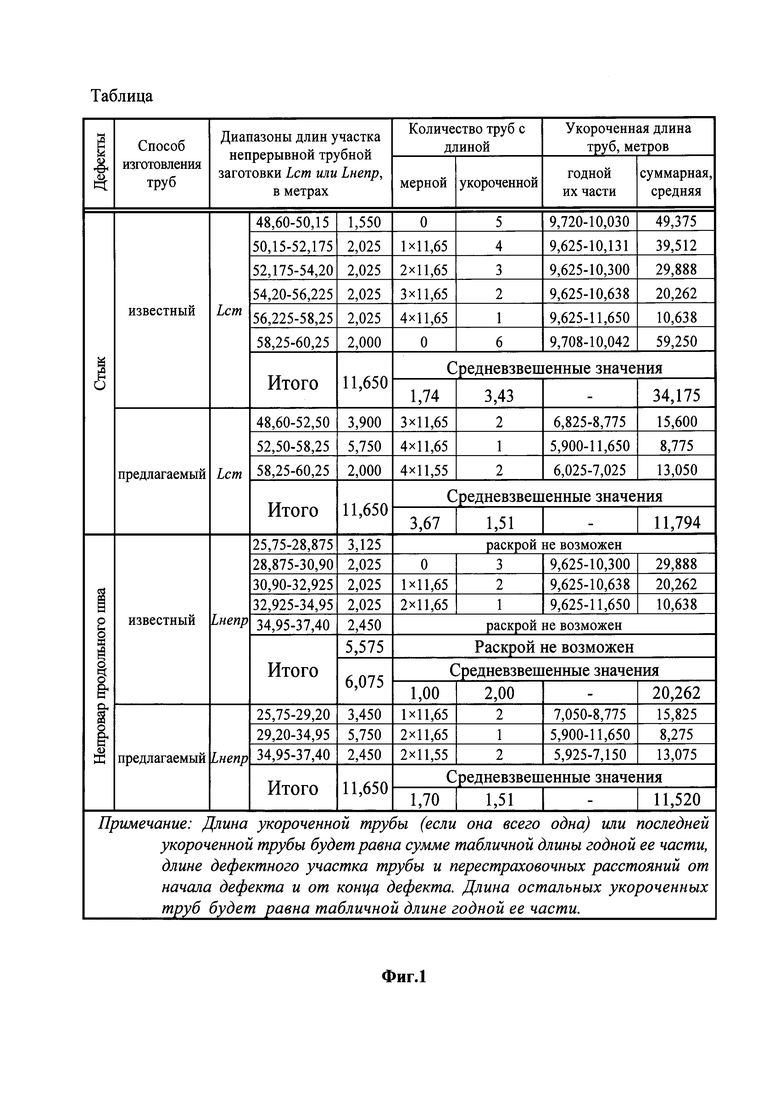
В таблице, приведенной на Фиг. 1, рассмотрен пример изготовления на непрерывном трубосварочном агрегате 73-219 труб диаметром 159 мм с толщиной стенки 4 мм из стали марки 10 по ГОСТ 1050 по известному способу и по предлагаемому способу. Эти трубы изготавливают при рабочей скорости перемещения непрерывной трубной заготовки 55 м/мин, при которой tцик равно 0,175 минуты и минимально допустимая длина труб ℓмин равна 9,625 метра (55×0,175=9,625). Востребованная на рынке сбыта труб минимальная длина труб этого размера ℓмин.рын. равна 5,9 метра (при минимально допускаемой по ГОСТ 10705 длине, равной 5 метров). Мерная длина труб ℓмер находится в диапазоне 11,5-11,7 метра. При расчете раскроя перестраховочные расстояния от начала и от конца стыка, а также от начала и от конца несваренного участка, образующегося при остановке сварки, были приняты равными 0,2 метра, а длина стыка и длина несваренного участка были приняты равными соответственно 0 и 2,5 метра. Для рассматриваемого случая, при длине труб ℓскор, например, 7,0 или 9,1 метра, Vумен составит соответственно 40 м/мин (7,0:0,175=40) или 52 м/мин (9,1:0,175=52).
Из таблицы видно, что предлагаемый способ позволит:
1. При раскрое участка непрерывной трубной заготовки со стыком длиной Lcm уменьшить суммарную длину укороченных труб, в среднем, с 34,175 до 11,794 метра, то есть на 22,381 метра и, соответственно, увеличить выход труб мерной длины, в среднем, с 1,74 до 3,67 трубы или в 2,1 раза.
2. При раскрое участка непрерывной трубной заготовки с непроваром продольного шва длиной Lнепр уменьшить суммарную длину укороченных труб, в среднем, с 20,262 до 11,520 метра, то есть на 8,742 метра. При этом выход труб мерной длины увеличится, в среднем, с 1,00 до 1,70 трубы или в 1,7 раза.
3. Обеспечить 100 процентное отделение непроваров продольного шва, образующихся в результате срочных остановок сварки. При известном же способе их отделение невозможно в 48% случаев (5,575:11,650×100=48%).
Таким образом, из таблицы видно, что предлагаемый способ позволит обеспечить выполнение всех заявленных выше целей.
Предлагаемый способ улучшит экономические показатели производства труб благодаря увеличению выхода труб мерной длины в процессе раскроя заготовки с выведением дефекта на конец трубы. Это будет достигнуто путем уменьшения выхода труб укороченной длины, а также путем снижения отходов труб за счет увеличения до 100% случаев отделения непроваров продольного шва, образующихся в результате срочных остановок сварки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство автоматического раскроя заготовки на летучем отрезном станке | 1986 |
|
SU1388205A1 |
| Устройство автоматического раскроя заготовки на летучем отрезном станке | 1982 |
|
SU1092015A1 |
| Способ производства сварных труб | 1988 |
|
SU1611486A1 |
| Автоматическая линия для производства сварных труб | 1977 |
|
SU738713A1 |
| ТРУБОПРОКАТНАЯ УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ДЛИННОМЕРНЫХ МНОГОСЛОЙНЫХ МЕТАЛЛИЧЕСКИХ ТРУБ БОЛЬШОГО ДИАМЕТРА ДЛЯ ТРАНСПОРТИРОВКИ УГЛЕВОДОРОДОВ | 2013 |
|
RU2564501C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ НА НЕПРЕРЫВНЫХ ТРУБОСВАРОЧНЫХ АГРЕГАТАХ | 2007 |
|
RU2351423C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ НА НЕПРЕРЫВНЫХ ТРУБОСВАРОЧНЫХ АГРЕГАТАХ | 2013 |
|
RU2540057C1 |
| Технологическая линия для производства спиральношовных гофрированных труб | 1989 |
|
SU1715535A1 |
| Способ сварки труб методом лазерной сварки | 2017 |
|
RU2637038C1 |
| Линия для производства сварных труб | 1976 |
|
SU662188A1 |
Изобретение относится к области производства сварных труб на непрерывных трубосварочных агрегатах. Способ включает сварку встык концов штрипсов в непрерывную полосу, выявление стыка концов штрипсов на участке перед формовкой полосы, формовку полосы в трубу со щелью, нагрев и сварку ее кромок, калибровку и/или профилирование сваренной заготовки. Увеличение выхода труб мерной длины, снижение количества труб укороченной длины и отходов обеспечивается за счет того, что производят измерение длины непрерывной трубной заготовки, в момент выявления стыка или сразу после остановки сварки производят определение общей длины подлежащего раскрою участка непрерывной трубной заготовки, определение количества труб мерной и труб укороченной длины, которые необходимо отрезать для выведения дефекта на конец трубы, и определение длины укороченных труб, осуществляют управление приводом механизма перемещения непрерывной трубной заготовки для вывода перемещения заготовки на рабочую скорость, останова привода в определяемый автоматически момент времени в случаях несрочной остановки сварки, снижения, до начала отрезания труб укороченной длины, скорости перемещения заготовки до величины, определяемой математической зависимостью, с повышением скорости перемещения заготовки до рабочей скорости после завершения отрезания труб укороченной длины. Изменение мощности источника питания сварочной установки производят в соответствии с изменяемой скоростью перемещения непрерывной трубной заготовки и управляют приводом летучего отрезного станка для осуществления ее раскроя на трубы мерной и укороченной длины с выведением дефекта на конец трубы. 1 ил.
Способ изготовления труб на непрерывных трубосварочных агрегатах, включающий сварку встык концов штрипсов в непрерывную трубную заготовку в виде полосы, выявление стыка концов штрипсов на участке перед формовкой полосы, формовку полосы в трубу со щелью, ее нагрев, сварку кромок, калибровку и/или профилирование непрерывной трубной заготовки с ее перемещением и ее остановкой при условии остановки сварки, посредством механизма перемещения с управляемым приводом, измерение длины непрерывной трубной заготовки в момент выявления стыка или сразу после остановки сварки, при этом осуществляют определение общей длины подлежащего раскрою участка непрерывной трубной заготовки, количества труб мерной длины (ℓмер) и труб скорректированной длины (ℓскор), которые необходимо отрезать для выведения стыка или дефекта на конец трубы, и скорректированной длины труб (ℓскор) в диапазоне от минимально допустимой длины до длины (ℓмер), раскрой непрерывной трубной заготовки посредством летучего отрезного станка с управляемым приводом, с получением труб мерной длины (ℓмер) и одной или двух труб длины (ℓскор), отличающийся тем, что длину (ℓскор) устанавливают в диапазоне от минимально востребованной на рынке сбыта труб длины (ℓмин.рын.) до (ℓмер), при этом при (ℓскор) в пределах от минимальной длины (ℓмин), при которой возможно отрезание трубы летучим отрезным станком при рабочей скорости перемещения непрерывной трубной заготовки, до (ℓмер), отрезание трубы производят при рабочей скорости перемещения непрерывной трубной заготовки, а при (ℓскор) в пределах от (ℓмин.рын.) до (ℓмин) скорость перемещения непрерывной трубной заготовки перед отрезанием трубы уменьшают до значения Vумен=ℓскор:tцик,
где tцик - время цикла отрезания трубы летучим отрезным станком при рабочей скорости перемещения непрерывной трубной заготовки, включающее время разгона станка, время реза и время возврата станка в исходное положение, причем уменьшение скорости осуществляют с одновременным снижением мощности источника питания сварочной установки в соответствии со снижаемой скоростью и производят отрезание одной или двух труб длиной (ℓскор), с последующим увеличением скорости перемещения непрерывной трубной заготовки до рабочей и одновременным повышением мощности источника питания сварочной установки в соответствии с повышением скорости.
| Устройство автоматического раскроя заготовки на летучем отрезном станке | 1986 |
|
SU1388205A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАРТИЙ ГОРЯЧЕКАТАНОГО ЛИСТА | 2010 |
|
RU2405639C1 |
| Устройство автоматического раскроя заготовки на летучем отрезном станке | 1984 |
|
SU1201070A1 |
| US 5191818 A, 09.03.1993. | |||

