Область техники
Настоящее изобретение относится к способу двусторонней ротационной сварки трением и к устройству для двусторонней ротационной сварки трением стальных полос, в котором стальные полосы сваривают друг с другом путем вращения двух противостоящих вращающихся инструментов в противоположных направлениях друг относительно друга при сварке встык или внахлестку заднего конца предшествующей стальной полосы с передним концом следующей стальной полосы. Настоящее изобретение также относится к способам производства холоднокатаной стальной полосы и стальной полосы с покрытием с использованием способа двусторонней ротационной сварки трением и к установкам для производства холоднокатаной стальной полосы и стальной полосы с покрытием.
Уровень техники
В патентной литературе 1 раскрыт способ сварки пары заготовок, таких как стальные полосы, путем вращения обеих или одной из стальных полос для генерации фрикционного тепла, которое размягчает стальные полосы, и смешивания размягченной части, чтобы вызвать пластическое течение.
Однако способ, описанный в патентной литературе 1, требует вращающихся заготовок, таких как стальные полосы, и, таким образом, ограничивает форму и размеры заготовок, таких как стальные полосы.
Способ сварки трением, отличный от приведенного в патентном документе 1, раскрыт, например, в патентном документе 2. В патентном документе 2 вращающийся инструмент (который в дальнейшем могут называть просто «инструментом»), который имеет зонд (в дальнейшем может быть назван просто «штифтом»), изготовленный из материала, значительно более твердого, чем заготовки, такие как стальные полосы, вставляют в несваренную часть стальных полос, и вращающийся инструмент перемещают при вращении. В этом способе тепло и пластическое течение, образующееся между вращающимся инструментом и стальными полосами, используют для непрерывной сварки стальных полос друг с другом в продольном направлении. В настоящем описании участок, в котором стальные полосы соединяют встык или накладывают друг на друга, и который еще не был сварен, в дальнейшем будем называть «несваренным участком», а участок, который был сварен и интегрирован, в дальнейшем будем называть «сваренным участком».
Как описано выше, способ сварки трением, описанный в патентной литературе 1, включает вращение стальных полос и сварку стальных полос друг с другом с использованием теплоты трения между стальными полосами. Способ ротационной сварки трением, описанный в патентной литературе 2, включает сварку стальных полос друг с другом путем вращения и перемещения вращающихся инструментов, при этом стальные полосы закреплены на месте. Таким образом, преимущество способа ротационной сварки трением заключается в том, что даже если сваривают друг с другом элементы, имеющие по существу бесконечную длину, эти элементы могут непрерывно подвергать сварке в твердом состоянии в продольном направлении элементов. Поскольку способ ротационной сварки трением представляет собой сварку в твердом состоянии, в которой используют пластическое течение металла, вызванное теплом трения, генерируемым между вращающимся инструментом и стальными полосами, сварку можно выполнять без расплавления несваренного участка. Кроме того, способ ротационной сварки трением имеет много преимуществ, например меньшую деформацию после сварки из-за низкой температуры нагрева, меньшее количество дефектов в свариваемом участке из-за отсутствия плавления стальных полос и отсутствие необходимости в присадочном материале.
Способ ротационной сварки трением имеет широкий спектр применений в области самолетов, кораблей, железнодорожных транспортных средств и автомобилей, а также в других областях в качестве способ сварки легкоплавких металлических материалов, таких как алюминиевые сплавы и магниевые сплавы. Это связано с тем, что такие легкоплавкие металлические материалы вряд ли дают сваренный участок, имеющий удовлетворительные свойства, при использовании способа дуговой сварки предшествующего уровня техники, при использовании способа ротационной сварки трением, но могут обеспечить сваренный участок (соединение), имеющий высокое качество с высокой производительностью.
Использование способа ротационной сварки трением для конструкционной стали, в основном используемой в качестве материалов для таких конструкций, как здания, корабли, тяжелое оборудование, трубопроводы и автомобили, позволяет избежать хрупкости, возникающей в результате сегрегации примесей во время плавления и затвердевания, и охрупчивания в результате проникновения водорода, что было проблемой при сварке плавлением в соответствующем уровне техники. В то же время микроструктуры стальных материалов менее подвержены изменениям. Для них могут быть улучшены совместные характеристики. Кроме того, перемешивание сварочной поверхности вращающимся инструментом может создать чистые поверхности, и чистые поверхности могут быть приведены в контакт друг с другом, так что можно ожидать еще одного преимущества, состоящего в том, что не требуется этап предварительной обработки, в отличие от диффузионного соединения. Как описано выше, использование способа ротационной сварки трением конструкционной стали имеет много предполагаемых преимуществ. Однако использование способа ротационной сварки трением для конструкционной стали все еще имеет проблемы, связанные с обрабатываемостью сварки, такие как появление дефектов в соединениях во время сварки и низкие скорости сварки. Таким образом, использование способа ротационной сварки трением для конструкционной стали было менее популярным, чем использование способа ротационной сварки трением для металлических материалов с низкой температурой плавления. Примеры вышеупомянутых дефектов в соединениях включают в себя нарушение формы и нарушение сварного шва на поверхностях соединения или в соединениях, особенно сразу после сварки.
Основные факторы возникновения дефектов в способе ротационной сварки трением, описанном в патентной литературе 2, включают в себя изменения температуры и пластического течения, которые происходят в направлении толщины заготовок. В частности, в случае, когда вращающийся инструмент расположен только на первых поверхностях заготовок, пластическое течение, достаточное для достижения металлургически предпочтительного состояния сварки, может быть получено на первой стороне поверхности. Однако пластическое течение на второй стороне поверхности часто оказывается недостаточным, так как в несваренном участке при сварке повышение температуры и нагрузка касательного напряжения являются недостаточными.
Когда способ ротационной сварки трением, описанный в патентной литературе 2, используют для конструкционной стали, во многих случаях при низком подводе тепла и высокой скорости сварки не может быть получено достаточное пластическое течение в несваренном участке, поскольку конструкционная сталь, являющаяся заготовкой, имеет высокую прочность при высокой температуре. Таким образом, сложно увеличить скорость сварки, подавляя при этом возникновение дефектов во время сварки.
В качестве средства для решения таких проблем, например, в патентной литературе 3-5, раскрыты способы двусторонней ротационной сварки трением. В способе двусторонней ротационной сварки трением два противостоящих вращающихся инструмента прижимают к первой поверхности и второй поверхности свариваемого участка металлических пластин (заготовок) для создания равномерного и достаточного пластического течения в направлении толщины заготовок. В результате скорость сварки может быть увеличена, а возникновение дефектов в соединении во время сварки снижено.
Кстати, процесс производства стальных полос требует непрерывной подачи стальных полос для повышения производительности и выхода продукции. Для непрерывной подачи стальных полос необходимо сварить между собой предыдущий и последующий рулоны. Другими словами, задний конец предшествующего материала (предыдущей стальной полосы) приваривают к переднему концу следующего материала (следующей стальной полосы), и сваренные стальные полосы непрерывно подают на травление, холодную прокатку, непрерывный отжиг и непрерывные линии нанесения покрытия в обычном процессе. Этот процесс позволяет прокатывать стальные полосы по всей длине под натяжением и позволяет точно контролировать толщину и форму стальных полос даже на их передних и задних концах.
Благодаря высокой степени легирования полос холоднокатаной стали и передовым лазерным сварочным аппаратам вместо стыковой сварки оплавлением или других способов в соответствующей области техники основным способом сварки предшествующего материала с последующим материалом становится лазерная сварка. Однако лазерная сварка представляет собой сварку плавлением и может иметь проблемы, связанные с хрупкостью в результате сегрегации примесей во время плавления и затвердевания, а также с охрупчиванием в результате проникновения водорода. Для решения этих задач эффективным считается использование способа ротационной сварки трением, представляющего собой сварку в твердом состоянии. Однако, как описано выше, сложно увеличить скорость сварки, одновременно подавляя появление дефектов при обычной ротационной сварке трением, и, таким образом, обычная ротационная сварка трением не может обеспечить производительность, требуемую в процессе производства стальных полос. В качестве средства для решения таких проблем, например, в патентной литературе 4 описан стан холодной прокатки, использующий двустороннюю ротационную сварку трением.
Кроме того, использование способа ротационной сварки трением при сварке полос из холоднокатаной стали требует высокой прочности и длительного срока службы вращающегося инструмента. Причина этого в следующем: вращающийся инструмент нуждается в ремонте из-за повреждений и износа. Однако, если ожидается, что по этой причине с высокой вероятностью произойдет разрушение сварного шва, то будет практически трудно использовать способ ротационной сварки трением для сварки друг с другом полос холоднокатаной стали, хотя имеют место положительные эффекты, описанные выше.
В типичном обычном способе ротационной сварки трением используют вращающийся инструмент с выступающим зондом на конце и в центре его оси вращения и приплющенной выступающей частью вокруг зонда, и этот способ включает в себя следующее: вставляют зонд в несваренный участок и вращают и перемещают зонд для сваривания заготовок друг с другом. Таким образом, зонд получает большую нагрузку во время сварки и, таким образом, особенно подвержен поломкам и износу среди частей вращающегося инструмента.
Примеры способов предотвращения поломки или другого повреждения зондов включают в себя ротационную сварку трением с использованием вращающегося инструмента, имеющего плоскую торцевую часть без зонда, как описано в патентной литературе 6-11.
Список источников
Патентная литература
PTL 1: Японская нерассмотренная заявка на патент, публикация № 62-183979.
PTL 2: Японская нерассмотренная заявка на патент (перевод заявки PCT), публикация № 07-505090.
PTL 3: Японский патент № 3261433.
PTL 4: Японский патент № 4838385.
PTL 5: Японский патент № 4838388.
PTL 6: Японский патент № 5185103.
PTL 7: Японская нерассмотренная заявка на патент, публикация № 2015-127063.
PTL 8: Японская нерассмотренная заявка на патент, публикация № 2003-181655.
PTL 9: Японская нерассмотренная заявка на патент, публикация № 2003-290936.
PTL 10: Японская нерассмотренная заявка на патент, публикация № 2004-195480.
PTL 11: Японская нерассмотренная заявка на патент, публикация № 2011-115846.
Раскрытие сущности изобретения
Техническая задача
Однако способы, раскрытые в патентной литературе 6 и патентной литературе 7, направлены на усиление свариваемого участка или упрочнение металлической поверхности и не предполагают какого-либо применения для сварки стальных полос. В патентном документе 6 и патентном документе 7 описана торцевая часть вращающегося инструмента, имеющая ровную поверхность или плоскую поверхность, но не описана торцевая часть вращающегося инструмента, имеющая вогнутую или выпуклую криволинейную форму, предназначенную для улучшения пластического течения. Также в патентном документе 6 и патентном документе 7 не дано описание вращающихся инструментов существующего уровня техники, имеющих спиральный ступенчатый участок, проходящий в направлении, противоположном направлению вращения. Таким образом, использование вышеупомянутых вращающихся инструментов существующего уровня техники для сварки стальных полос друг с другом может привести к недостаточному пластическому течению в направлении толщины, что приведет к разрушению сварного шва.
Технологии, раскрытые в патентной литературе 8-11, направлены на сварку металлических пластин ротационной сваркой трением, и в них не рассматривают какое-либо применение к способу двусторонней ротационной сварки трением. Другими словами, в патентной литературе 8-11 не раскрыта надлежащая взаимосвязь между диаметром торцевой части вращающегося инструмента и толщиной металлических пластин, которые необходимо сварить друг с другом посредством двусторонней ротационной сварки трением. Таким образом, способы, раскрытые в патентной литературе 8-11, могут не обеспечить получение бездефектного сварного участка.
Настоящее изобретение было выполнено с учетом вышеуказанных задач, и цель настоящего изобретения заключается в том, чтобы предложить способ двусторонней ротационной сварки трением, способы изготовления холоднокатаной стальной полосы и стальной полосы с покрытием, устройство для двусторонней ротационной сварки трением и устройство для производства холоднокатаной стальной полосы и стальной полосы с покрытием, в которых можно увеличить скорость сварки с использованием вращающегося инструмента и повысить долговечность вращающегося инструмента, при этом может быть подавлено возникновение дефектов в свариваемом участке.
Решение задачи
Сущность настоящего изобретения описана ниже.
[1] Способ двусторонней ротационной сварки трением, который включает в себя следующее:
при сварке встык или внахлестку заднего конца предшествующей стальной полосы и переднего конца последующей стальной полосы
прижимают два вращающихся инструмента, расположенные на первой поверхности и второй поверхности стыкового участка или перекрывающегося участка стальных полос, к стыковому участку или перекрывающемуся участку стальных полос и перемещают вращающиеся инструменты в направлении сварки при вращении вращающихся инструментов в направлениях, противоположных друг к другу, так что несваренный участок стальных полос размягчают теплотой трения, возникающего между вращающимися инструментами и несваренным участком стальных полос, и размягченный участок перемешивают вращающимися инструментами для получения пластического течения, чтобы сварить стальные полосы друг с другом, при этом:
каждый из двух вращающихся инструментов имеет торцевую часть, имеющую форму круглой плоской поверхности, круглой выпуклой криволинейной поверхности и круглой вогнутой криволинейной поверхности; и
торцевые части изготовлены из более твердого материала, чем стальные полосы.
[2] В способе двусторонней ротационной сварки трением в соответствии с [1] каждая торцевая часть имеет спиральный ступенчатый участок, проходящий в направлении, противоположном направлению вращения.
[3] В способе двусторонней ротационной сварки трением в соответствии с [1] или [2] угол наклона α (°), под которым оси вращения двух вращающихся инструментов наклонены назад в направлении сварки относительно нормали к поверхности несваренного участка стальных полос, диаметр D (мм) каждой торцевой части и расстояние G (мм) между торцевыми участками двух вращающихся инструментов удовлетворяют формуле (1) и формуле (2), приведенным ниже:
0 ≤ α ≤ 3 … (1)
0.25 × t - 0,2 × D × sin α ≤ G ≤ 0,8 × t – 0,2 × D × sin α … (2)
где t - толщина (мм) каждой стальной полосы для сварки встык стальных полос или общая толщина (мм) перекрывающихся стальных полос для сварки стальных полос внахлестку.
[4] В способе двусторонней ротационной сварки трением в соответствии с любым из пунктов [1]–[3] диаметр D (мм) каждой торцевой части удовлетворяет формуле (3):
4 × t ≤ D ≤ 20 × t … (3)
где t - толщина (мм) каждой стальной полосы для сварки встык стальных полос или общая толщина (мм) перекрывающихся стальных полос для сварки стальных полос внахлестку.
[5] В способе двусторонней ротационной сварки трением по любому из пунктов [1]–[4], если высота выпуклой криволинейной поверхности каждой торцевой части обозначить через dv (мм), то диаметр D (мм) каждой торцевой части и высота dv выпуклой криволинейной поверхности удовлетворяют формуле (4):
dv/D ≤ 0,06 … (4).
[6] В способе двусторонней ротационной сварки трением по любому из пунктов [1]–[4], если глубина вогнутой криволинейной поверхности каждой торцевой части обозначить через dc (мм), то диаметр D (мм) каждой торцевой части и глубина dc вогнутой криволинейной поверхности удовлетворяют формуле (5):
dc/D ≤ 0,03 … (5).
[7] Способ изготовления холоднокатаной стальной полосы, который включает в себя следующее: после сварки заднего конца предшествующей стальной полосы и переднего конца следующей стальной полосы с использованием способа двусторонней ротационной сварки трением по любому из пунктов [1]-[6], выполняют холодную прокатку или выполняют холодную прокатку после травления.
[8] Способ производства холоднокатаной стальной полосы по пункту [7], который также включает в себя выполнение отжига после холодной прокатки.
[9] Способ изготовления стальной полосы с покрытием, который включает в себя следующее: после сварки заднего конца предшествующей стальной полосы и переднего конца следующей стальной полосы с использованием способа двусторонней ротационной сварки трением по любому из пунктов [1]-[6], выполняют холодную прокатку или выполняют холодную прокатку после травления, а затем выполняют отжиг или нанесение покрытия.
[10] Устройство для двусторонней ротационной сварки трением, включающее в себя два вращающихся инструмента, расположенных напротив друг друга на несваренном участке двух стальных полос, и управляющее устройство, которое управляют работой двух вращающихся инструментов, в котором:
устройство для двусторонней ротационной сварки трением сваривает стальные полосы друг с другом, когда два вращающихся инструмента перемещают в направлении сварки, прижимая к несваренному участку состыкованных или перекрывающихся стальных полос и вращая их в противоположных направлениях друг относительно друга;
каждый из двух вращающихся инструментов имеет торцевую часть, имеющую форму круглой плоской поверхности, круглой выпуклой криволинейной поверхности и круглой вогнутой криволинейной поверхности; и
торцевые части изготовлены из более твердого материала, чем стальные полосы.
[11] В устройстве двусторонней ротационной сварки трением в соответствии с [10] каждая торцевая часть имеет спиральный ступенчатый участок, проходящий в направлении, противоположном направлению вращения.
[12] В способе двусторонней ротационной сварки трением в соответствии с пунктами [10] или [11] управляющее устройство осуществляет управление таким образом, чтобы угол α наклона (°), под которым оси вращения двух вращающихся инструментов наклонены назад в направлении сварки относительно нормали к поверхности несваренного участка стальных полос, диаметр D (мм) каждой торцевой части и расстояние G (мм) между торцевыми участками двух вращающихся инструментов удовлетворяют формуле (1) и формуле (2), приведенным ниже:
0 ≤ α ≤ 3 … (1)
0,25 × t – 0,2 × D × sin α ≤ G ≤ 0,8 × t – 0,2 × D × sin α … (2)
где t - толщина (мм) каждой стальной полосы для сварки встык стальных полос или общая толщина (мм) перекрывающихся стальных полос для сварки стальных полос внахлестку.
[13] В устройстве двусторонней ротационной сварки трением в соответствии с любым из пунктов [10]–[12] диаметр D (мм) каждой торцевой части удовлетворяет формуле (3):
4 × t ≤ D ≤ 20 × t … (3)
где t - толщина (мм) каждой стальной полосы для сварки встык стальных полос или общая толщина (мм) перекрывающихся стальных полос для сварки стальных полос внахлестку.
[14] В устройстве двусторонней ротационной сварки трением по любому из пунктов [10]–[13], если высота выпуклой криволинейной поверхности каждой торцевой части обозначить через dv (мм), то диаметр D (мм) каждой торцевой части и высота dv выпуклой криволинейной поверхности удовлетворяют формуле (4):
dv/D ≤ 0,06 … (4).
[15] В устройстве двусторонней ротационной сварки трением по любому из пунктов [10]–[13], если глубина вогнутой криволинейной поверхности каждой торцевой части обозначить через dc (мм), то диаметр D (мм) каждой торцевой части и глубина dc вогнутой криволинейной поверхности удовлетворяют формуле (5):
dc/D ≤ 0,03 … (5).
[16] Установка для производства холоднокатаной стальной полосы, которая включает в себя: в дополнение к устройству двусторонней ротационной сварки трением в соответствии с любым из пунктов [10]–[15], секцию для холодной прокатки, которая осуществляет холодную прокатку сваренных стальных полос или секцию для холодной прокатки, которая осуществляет холодную прокатку сваренных стальных полос после травления в секции для травления.
[17] Установка для производства холоднокатаной стальной полосы в соответствии с [16], которая также включает в себя секцию отжига, в которой отжигают холоднокатаные стальные полосы.
[18] Установка для производства стальной полосы с покрытием, который включает в себя следующее: в дополнение к устройству двусторонней ротационной сварки трением в соответствии с любым из пунктов [10]–[15], секцию для холодной прокатки, которая осуществляет холодную прокатку сваренных стальных полос или секцию для холодной прокатки, которая осуществляет холодную прокатку сваренных стальных полос после травления в секции для травления; секцию отжига, в которой отжигают холоднокатаные стальные полосы; и секцию нанесения покрытия, в которой наносят покрытие на отожженные стальные полосы.
Полезные эффекты изобретения
В соответствии с настоящим изобретением можно избежать хрупкости, возникающей в результате сегрегации примесей во время плавления и затвердевания, и охрупчивания в результате проникновения водорода, которые были проблемами при сварке плавлением предшествующего уровня техники, и можно увеличить скорость сварки, подавляя при этом возникновение дефектов.
В соответствии с настоящим изобретением равномерное пластическое течение, стимулируемое в направлении толщины стальных полос, подавляет появление дефектов даже при двусторонней ротационной сварке трением при высокой скорости сварки, давая свариваемый участок, обладающий достаточной прочностью.
В соответствии с настоящим изобретением можно убрать зонд, который предпочтительно ломается и изнашивается в результате воздействия напряжения, превышающего нагрузку на выступающую часть вращающегося инструмента предшествующего уровня техники, что повышает долговечность вращающихся инструментов для двусторонней ротационной сварки трением.
Краткое описание чертежей
На фиг. 1 приведен схематический вид, иллюстрирующий способ двусторонней ротационной сварки трением в соответствии с настоящим изобретением, который является примером сварки встык.
На фиг. 2 приведен схематический вид, иллюстрирующий способ двусторонней ротационной сварки трением в соответствии с настоящим изобретением, который является примером сварки внахлест.
На фиг. 3(a) и 3(b) приведены схематические виды, иллюстрирующие область, которую перемешивают трением с помощью вращающихся инструментов, причем фиг. 3(a) и фиг. 3(b) представляют собой соответственно вид сверху и вид в разрезе по линии A-A', показанной на фиг. 3(a).
На фиг. 4(a) и 4(b) показана форма вращающегося инструмента предшествующего уровня техники, и каждая из них включает в себя вид сбоку, приведенный в верхней части, и вид сверху, приведенный в нижней части.
На фиг. 5(a) и 5(b) показана форма вращающегося инструмента в соответствии с первым вариантом осуществления настоящего изобретения, и каждая из них включает в себя вид сбоку, приведенный в верхней части, и вид сверху, приведенный в нижней части.
На фиг. 6(a) и 6(b) показана форма вращающегося инструмента в соответствии со вторым вариантом осуществления настоящего изобретения, и каждая из них включает в себя вид сбоку, приведенный в верхней части, и вид сверху, приведенный в нижней части.
На фиг. 7(a) и 7(b) показана форма вращающегося инструмента в соответствии с третьим вариантом осуществления настоящего изобретения, и каждая из них включает в себя вид сбоку, приведенный в верхней части, и вид сверху, приведенный в нижней части.
На фиг. 8(a)-8(c) показаны формы ступенчатых частей вращающегося инструмента в соответствии с настоящим изобретением, где на фиг. 8(a) приведен вид сверху, а фиг. 8(b) и фиг. 8(с) приведены сечения, выполненные по линии B-B' на фиг. 8(а).
На фиг. 9 приведены схемы, иллюстрирующие пример того, как рисовать спирали, образующие ступенчатые части в соответствии с настоящим изобретением.
На фиг. 10 приведены схемы, иллюстрирующие пример того, как проводить спирали, образующие ступенчатые части в соответствии с настоящим изобретением.
На фиг. 11 приведены схемы, иллюстрирующие пример того, как проводить спирали, образующие ступенчатые части в соответствии с настоящим изобретением.
На фиг. 12 приведены схемы, иллюстрирующие пример того, как проводить спирали, образующие ступенчатые части в соответствии с настоящим изобретением.
На фиг. 13 приведены схемы, иллюстрирующие пример того, как проводить спирали, образующие ступенчатые части в соответствии с настоящим изобретением.
На фиг. 14 приведено схематическое изображение, иллюстрирующее способ сварки стальных полос (предыдущей стальной полосы и следующей стальной полосы) друг с другом с использованием устройства для двусторонней ротационной сварки трением в соответствии с настоящим изобретением, который является примером сварки встык.
Осуществление изобретения
Настоящее изобретение будет описано ниже со ссылкой на чертежи. Настоящее изобретение не ограничено следующими вариантами осуществления.
Сначала будут описаны способ двусторонней ротационной сварки трением и устройство для двусторонней ротационной сварки трением в соответствии с настоящим изобретением. На фиг. 1 показан пример сварки встык способом двусторонней ротационной сварки трением. На фиг. 2 показан пример сварки внахлест способом двусторонней ротационной сварки трением.
Способ двусторонней ротационной сварки трением в соответствии с настоящим изобретением при сварке встык или внахлестку заднего конца предшествующей стальной полосы с передним концом следующей стальной полосы включает в себя следующее: прижимают два вращающихся инструмента, которые расположены на первой поверхности и второй поверхности стыкового участка или перекрывающегося участка стальных полос, напротив стыкового участка или перекрывающегося участка стальных полос, и перемещают вращающиеся инструменты в направлении сварки при одновременном вращении вращающихся инструментов в противоположных направлениях друг относительно друга. Затем несваренный участок стальных полос размягчают за счет теплоты трения, возникающей между вращающимися инструментами и несваренным участком стальных полос, и размягченный участок перемешивают вращающимися инструментами для создания пластического течения, в результате чего стальные полосы сваривают друг с другом.
Как показано на фиг. 1 и фиг. 2, в способе двусторонней ротационной сварки трением в соответствии с настоящим изобретением используют устройство для двусторонней ротационной сварки трением, включающее в себя два вращающихся инструмента 1 и 8, удерживающее устройство (не показано) и управляющее устройство (не показано), которое управляет работой вращающихся инструментов 1 и 8. В примерах, показанных на фиг. 1 и фиг. 2, одна из двух стальных полос 4 является предшествующей стальной полосой, расположенной спереди в направлении перемещения (не показано), а другая стальная полоса 4 представляет собой следующую стальную полосу, расположенную сзади в направлении перемещения.
Управляющее устройство регулирует, например, угол б наклона каждого из вращающихся инструментов 1 и 8, расстояние G между торцевой частью вращающегося инструмента 1 и торцевой частью вращающегося инструмента 8, скорость сварки, скорость вращения и направление вращения каждого из вращающихся инструментов 1 и 8, как описано ниже.
Вращающиеся инструменты 1 и 8 (вращающийся инструмент, расположенный на передних поверхностях стальных полос, в дальнейшем может быть назван вращающимся инструментом 1 со стороны передней поверхности, а вращающийся инструмент, расположенный на задних поверхностях стальных полос в дальнейшем может быть назван вращающимся инструментом 8 со стороны задней поверхности) соответственно расположены на первой поверхности (передней поверхности) и второй поверхности (задней поверхности) стальных полос (заготовок или свариваемых элементов) 4. Две стальные полосы 4 расположены параллельно осевой линии 7 соединения, показанного на фиг. 1 и фиг. 2, и их удерживают с помощью удерживающего устройства (не показано). На несваренном участке двух стальных полос 4, расположенным на осевой линии 7 соединения, вращающиеся инструменты 1 и 8 перемещают в направлении сварки (направление, указанное стрелкой на фигурах), вращая и прижимая к стальным полосам 4. Стальные полосы 4, размягченные таким образом за счет теплоты трения, возникающей между вращающимися инструментами 1 и 8 и стальными полосами 4, и размягченный участок перемешивают вращающимися инструментами 1 и 8 для создания пластического течения, в результате чего стальные полосы 4 сваривают друг с другом. В последующем описании участок, на котором сварка завершена, будет называться сваренным участком 5.
Как показано на фиг. 1 и фиг. 2, вращающийся инструмент 1 на передней поверхности и вращающийся инструмент 8 на задней поверхности, которые расположены друг напротив друга, вращаются в противоположных направлениях друг относительно друга, если смотреть с передней поверхности (или задней поверхности) стальных полос 4. Это позволяет крутящему моменту, прикладываемому вращающимся инструментом 1 к стальным полосам 4, и вращающему моменту, прикладываемому вращающимся инструментом 8 к стальным полосам 4, компенсировать друг друга. В результате конструкция приспособления, удерживающего свариваемые элементы, может быть дополнительно упрощена по сравнению со способом ротационной сварки трением известного уровня техники, в котором несваренный участок прижимают и сваривают с использованием только одного вращающегося инструмента, расположенного на одной поверхности. В примерах, показанных на фиг. 1 и фиг. 2, направление вращения инструмента 1, вращающегося со стороны передней поверхности, указано стрелкой Ts, а направление вращения инструмента 8, вращающегося со стороны задней поверхности, указано стрелкой Tb.
Если вращающийся инструмент 1 на передней поверхности и вращающийся инструмент 8 на задней поверхности, которые расположены друг напротив друга, вращаются в одном направлении, то скорость одного из вращающихся инструментов относительно другого вращающегося инструмента приближается к нулю. В результате по мере того, как пластическое течение стальных полос 4 становится более равномерным, пластическая деформация уменьшается, а при пластической деформации материала выделяется меньше тепла, что затрудняет достижение благоприятного сварного состояния. Чтобы обеспечить равномерное повышение температуры и равномерное касательное напряжение в направлении толщины стальных полос, достаточное для достижения благоприятного сварного состояния, эффективно задавать противоположные направления вращения вращающегося инструмента 1 на передней поверхности (первой поверхности) и вращающегося инструмента 8 на задней поверхности (второй поверхности), расположенных друг напротив друга.
Теперь будет описан тип сварки стальных полос. Предпочтительные примеры типа сварки стальных полос включают в себя сварку встык и сварку внахлестку. Как показано на фиг. 1, сварка встык относится к сварке стальных полос, включающей в себя прижатие вращающихся инструментов 1 и 8 к стыковому участку, включая торцевые поверхности (примыкающие поверхности) двух противоположных стальных полос 4, размещенных встык без перекрытия, и перемещение вращающихся инструментов 1 и 8 в направлении сварки при вращении вращающихся инструментов 1 и 8. Как показано на фиг. 2, сварка внахлестку относится к сварке стальных полос, при которой вращающиеся инструменты 1 и 8 прижимают к перекрывающемуся участку двух стальных полос 4 с концевыми участками стальных полос 4 по меньшей мере частично перекрывающими друг друга, и перемещают вращающиеся инструменты 1 и 8 в направлении сварки при одновременном вращении вращающихся инструментов 1 и 8. Поскольку фиг. 1 и фиг. 2 отличаются друг от друга только по типу сварки и одинаковы по компоновке устройств и т.д., ниже в основном будет описан пример сварки встык, показанный на фиг. 1.
Далее будут описаны вращающиеся инструменты, используемые при двусторонней ротационной сварке трением в соответствии с настоящим изобретением. На фиг. 4(а) и 4(b) приведены схемы, иллюстрирующие вращающийся инструмент 20 предшествующего уровня техники, включающий в себя зонд. На фиг. 5(а)-8(с) приведены схемы, иллюстрирующие вращающиеся инструменты 1 и 8 в соответствии с настоящим изобретением. На фиг. 5(а)-5(с) показан вращающийся инструмент в соответствии с первым вариантом осуществления настоящего изобретения. На фиг. 6(а) и 6(b) показан вращающийся инструмент в соответствии со вторым вариантом осуществления настоящего изобретения. На фиг. 7(а) и 7(b) показан вращающийся инструмент в соответствии с третьим вариантом осуществления настоящего изобретения. На фиг. 8(а)-8(с) показан пример вращающегося инструмента в соответствии со вторым вариантом осуществления, который имеет ступенчатые участки на своей торцевой части. На фиг. 4(а)-7(b) в верхней части приведен вид сбоку, а в нижней части приведен вид сверху. Поскольку вращающийся инструмент 1 со стороны передней поверхности, и вращающийся инструмент 8 со стороны задней поверхности, имеют одинаковую форму, то на фиг. 4(a)–8(c) показан только вращающийся инструмент 1 со стороны передней поверхности.
Теперь со ссылкой на фиг. 4(а)-4(b) будет описан вращающийся инструмент 20, включающий в себя зонд (штифт) 21, который является примером предшествующего уровня техники. На фиг. 4(a) и фиг. 4(b) показан пример вращающегося инструмента 20, который включает в себя зонд 21 на выступающей части 22. Например, в примере вращающегося инструмента 20, показанном на фиг. 4(а), вращающийся инструмент 20 имеет следующую форму: диаметр выступающей части 22 (диаметр выступа) 12 мм, диаметр зонда 21 (диаметр штифта) 4 мм, длина зонда 21 (длина штифта) составляет 0,5 мм, а глубина вогнутой поверхности 0,3 мм. В примере вращающегося инструмента 20, показанном на фиг. 4(b), вращающийся инструмент 20 имеет следующую форму: диаметр выступа – 20 мм, диаметр штифта – 6,7 мм, длина штифта – 0,7 мм, а глубина вогнутой поверхности 0,3 мм.
Как показано на фиг. 4(а) и фиг. 4(b), торцевая часть вращающегося инструмента 20 предшествующего уровня техники, то есть часть вращающегося инструмента 20, которая входит в контакт с размягченным участком стальной полосы во время сварки, включает в себя выступающую часть 22 (участок, указанный диаметром выступа на фиг. 4(а) и фиг. 4(b)) и зонд 21 (участок, указанный диаметром штифта на фиг. 4(а) и фиг. 4(b)). Выступающая часть 22 имеет плоскую форму, образованную по существу плоской поверхностью или слегка изогнутой поверхностью. Зонд 21 прерывается выступающей частью 22 и выступает по существу вертикально к стальным полосам (не показаны).
Зонд 21 предназначен для улучшения характеристик перемешивания вблизи центральных участков стальных полос в направлении толщины за счет проникновения в размягченную часть стальных полос ближе к центру в направлении толщины во время сварки. Однако существует проблема, заключающаяся в том, что часть зонда 21, расположенная ближе к его концу в направлении толщины (ближе к центру толщины), подвергается напряжению, превышающему напряжение, воспринимаемое выступающей частью 22. Следовательно, существует еще одна проблема, заключающаяся в том, что вращающийся инструмент необходимо ремонтировать из-за повреждения и износа, как описано выше.
Авторы настоящего изобретения провели интенсивные исследования. В результате было установлено, что способ двусторонней ротационной сварки трением с использованием вращающихся инструментов для двусторонней ротационной сварки трением, способен подавить появление дефектов в свариваемом участке и увеличить скорость сварки без использования зонда, который особенно легко ломается и изнашивается из-за приложенного к нему большего напряжения.
Как показано на фиг. 5(а)-7(с), конец каждого из вращающихся инструментов (вращающихся инструментов 1 и 8, расположенных друг напротив друга) для двусторонней ротационной сварки трением в соответствии с настоящим изобретением образован просто торцевой частью 11. В отличие от конфигурации вращающегося инструмента предшествующего уровня техники, которая показана на фиг. 4(a) и фиг. 4(b), торцевая часть 11 каждого из вращающихся инструментов настоящего изобретения не содержит зонд 21. Торцевая часть 11 каждого из вращающихся инструментов 1 и 8 имеет одну из следующих форм: плоскую форму 11а (см. фиг. 5(а)-5(с)), выпуклую криволинейную форму 11b (см. фиг. 6(a) и 6(b)), и вогнутую криволинейную форму 11c (см. фиг. 7(a) и 7(b)). Каждая торцевая часть 11 имеет круглое поперечное сечение на виде сверху.
Торцевые части 11 вращающихся инструментов 1 и 8 (торцевая часть 2 вращающегося инструмента со стороны передней поверхности и торцевая часть 9 вращающегося инструмента со стороны задней поверхности, которые показаны на фиг. 1 и других фигурах) представляют собой части, которые входят в контакт со стальными полосами 4 и текучими участками (размягченными участками) стальных полос 4 во время сварки. Таким образом, торцевые части 11 вращающихся инструментов 1 и 8 изготовлены из материала, более твердого, чем стальные полосы 4, в высокотемпературной среде, воздействию которой торцевые части 11 подвергают во время сварки. Таким образом, вращающиеся инструменты 1 и 8 могут деформировать стальные полосы 4 во время сварки, сохраняя форму торцевых частей 11. В результате можно непрерывно достигать высокой производительности перемешивания и выполнять приемлемую сварку.
Для сравнения твердости можно использовать способы испытаний на твердость по Виккерсу при повышенных температурах. Вращающиеся инструменты 1 и 8 могут быть выполнены так, что только их торцевые части будут иметь указанную выше твердость, или все вращающиеся инструменты 1 и 8 будут иметь указанную выше твердость.
В дополнение к вышеописанной конфигурации в настоящем изобретении торцевая часть 11 каждого из вращающихся инструментов 1 и 8 предпочтительно имеет спиральные (геликоидальные) ступенчатые участки 12. Спирали (геликоиды), образующие ступенчатый участок 12 вращающегося инструмента 1, предпочтительно проходят в направлении, противоположном направлению вращения вращающегося инструмента 1, а спирали (геликоиды), образующие ступенчатый участок 12 вращающегося инструмента 8, предпочтительно проходят в направлении, противоположному направлению вращения вращающегося инструмента 8. Количество спиралей, образующих ступенчатые участки 12, предпочтительно равно 1 или более.
В случае одной или нескольких спиралей кривые (радиальные кривые) формируют так, чтобы они проходили радиально от центра торцевой части 11 или периметра круглой пустой области в центре к внешней окружности торцевой части 11.
Если количество спиралей, образующих ступенчатые участки 12, больше 6, то эффект улучшения текучести материала снижается, и, кроме того, торцевые участки 11 вращающихся инструментов 1 и 8 могут легко сломаться из-за своей сложной формы. Таким образом, количество спиралей, образующих ступенчатые участки 12, предпочтительно равно 6 или менее. В примерах, показанных на фиг. 5(b), 6(b) и 7(b), а также в примере, показанном на фиг. 8(a), количество спиралей равно 4.
Чтобы предотвратить поломку торцевых частей 11 вращающихся инструментов 1 и 8 при одновременном улучшении текучести материала, количество спиралей, образующих ступенчатые участки 12, можно регулировать в соответствии с диаметром каждой из торцевых частей 11. В частности, количество спиралей предпочтительно увеличивают по мере увеличения диаметра каждой из торцевых частей 11, и количество спиралей предпочтительно уменьшают по мере уменьшения диаметра каждой из торцевых частей 11.
В частности, количество спиралей предпочтительно составляет 2 или меньше, если диаметр торцевой части меньше 6 мм, и количество спиралей предпочтительно составляет от 3 до 6, если диаметр торцевой части составляет 6 мм или больше.
Как проводить спирали, будет описано с использованием примеров, показанных на фиг. 9–13. На фиг. 9–13 приведены виды сверху торцевой части, и на каждой из них показан процесс проведения спиралей в торцевой части.
На фиг. 9 количество спиралей равно 2, и на фиг. 9 показан пример того, как можно провести две спирали через равные промежутки.
Как показано на фиг. 9, сначала из начальных точек в точке A и точке B (см. (1)) проводят две полуокружности (первые полуокружности) с радиусом, равным длине линии A-B. Затем, за пределами первых полуокружностей проводят полуокружности (вторые полуокружности) с центрами в точках А и В и радиусом, равным удвоенной длине линии А-В каждая (см. (2)). Затем, за пределами вторых полуокружностей проводят полуокружности (третьи полуокружности) с центрами в точках А и В и радиусом, равным утроенной длине линии А-В каждая (см. (3)). Аналогично проводят полуокружности (четвертые полуокружности), каждая из которых имеет радиус, в четыре раза превышающий длину линии А-В (см. (4)). Повторяя этот процесс, можно провести две спирали через равные промежутки в торцевой части.
На каждой из фиг. 10–13 показан пример того, как проводить спирали через равные промежутки, где число n спиралей выбирают из 3 ≤ n ≤ 6.
Как показано на фиг. 10-13, сначала проводят правильные n-сторонние многоугольники. В примере на фиг. 10 нарисован правильный треугольник, в примере на фиг. 11 – квадрат, в примере на фиг. 12 – правильный пятиугольник, а в примере на фиг. 13 – правильный шестиугольник. К точкам пересечения с линиями, идущими от сторон правильного n-стороннего многоугольника (см. (1)) проводят дуги (первые дуги), имеющие центры в вершинах каждого правильного n-стороннего многоугольника и имеющие радиус, равный длине одной стороны правильного n-стороннего многоугольника. Затем, за пределами первых дуг к точкам пересечения с линиями, идущими от сторон правильного n-стороннего многоугольника (см. (2)) проводят дуги (вторые дуги), имеющие центры в вершинах каждого правильного n-стороннего многоугольника и имеющие радиус, равный удвоенной длине одной стороны правильного n-стороннего многоугольника. Затем, за пределами вторых дуг к точкам пересечения с линиями, идущими от сторон правильного n-стороннего многоугольника (см. (3)) проводят дуги (третьи дуги), имеющие центры в вершинах каждого правильного n-стороннего многоугольника и имеющие радиус, равный утроенной длине одной стороны правильного n-стороннего многоугольника. Аналогично проводят дуги (четвертые дуги), каждая из которых имеет радиус, в четыре раза превышающий длину одной стороны правильного n-стороннего многоугольника (см. (4)). Повторяя этот процесс, можно провести n (3 ≤ n ≤ 6) спиралей через равные промежутки в торцевой части.
В случае если количество спиралей равно 1, спираль может быть проведена любым из способов, показанных на фиг. 9-13. В случае если количество спиралей равно 2, и две спирали проведены через равные промежутки, то спирали также можно провести способом, показанным на фиг. 11 или фиг. 13, в дополнение к способу, показанному на фиг. 9. В случае если количество спиралей равно 3, и три спирали проведены через равные промежутки, то спирали также можно провести способом, показанным на фиг. 13, в дополнение к способу, показанному на фиг. 10. В этих случаях количество спиралей (количество линий) регулируют путем соответствующего выбора начальных точек, показанных на фиг. 9 или вершин правильных n-сторонних многоугольников, показанных на фиг. 10-13, в соответствии с количеством спиралей.
Каждый из ступенчатых участков 12 углублен от другой поверхности (плоской поверхности или криволинейной поверхности) соответствующей торцевой части. Такие углубленные ступенчатые участки 12 заставляют металлический материал, размягченный теплом трения, протекать снаружи внутрь вращающихся инструментов 1 и 8, когда вращающиеся инструменты 1 и 8 прижимают и перемешивают стальные полосы 4. Соответственно, вращающиеся инструменты 1 и 8 могут предотвратить вытекание металлического материала из прижатого участка. Это может способствовать пластическому течению прижатого участка, а также может предотвратить меньшую толщину сваренного участка по сравнению с основным материалом, образуя гладкую поверхность сваренного участка без заусенцев. Вышеуказанные полезные эффекты ступенчатых участков достигают за счет формирования спиральных ступенчатых участков 12 таким образом, чтобы ступенчатые участки 12 проходили в направлении, противоположном направлению вращения вращающихся инструментов 1 и 8. Вращающиеся инструменты в соответствии с настоящим изобретением предпочтительно не имеют спирального ступенчатого участка в центре своей торцевой части или предпочтительно не имеют в центре своей торцевой части спирального ступенчатогоучастка, проходящего в направлении, противоположном направлению вращения.
Благоприятные эффекты, подобные тем, которые описаны выше, могут быть получены путем выполнения одного или нескольких спиральных ступенчатых участков 12, проходящих в направлении, противоположном направлению вращения соответствующего вращающегося инструмента.
Теперь со ссылкой на фиг. 8(а)-8(с) более конкретно будут описаны ступенчатые участки 12. На фиг. 8(а) приведен вид сверху вращающегося инструмента 1 (вращающегося инструмента со стороны передней поверхности), который включает в себя торцевую часть 11, имеющую выпуклую криволинейную форму 11b, а фиг. 8(b) и фиг. 8(с) приведены сечения, выполненные по линии B-B' на фиг. 8(а).
Как показано на фиг. 8(а) на виде сверху, ступенчатые участки 12 проходят в направлении, противоположном направлению вращения. Другими словами, направление кривой каждого из ступенчатых участков 12, проходящих от периметра круга к центру круга, противоположно направлению вращения вращающегося инструмента.
Как показано на фиг. 8(а) на виде сверху, каждый из спиральных ступенчатых участков 12 образует кривую, проходящую от начальной точки вблизи центра круга к периметру круга. Длина каждой спирали предпочтительно составляет 0,5 оборота или более и 2 оборота или менее, если длина внешней окружности торцевой части 11 составляет один оборот. Длина каждой спирали также может быть отрегулирована в зависимости от диаметра торцевой части 11. Длину каждой спирали предпочтительно увеличивают по мере увеличения диаметра торцевой части 11. Длину каждой спирали предпочтительно уменьшают по мере уменьшения диаметра торцевой части 11.
Конкретные примеры ступенчатых участков 12 включают в себя ступенчатые участки 12b, показанные на фиг. 8(b), и канавки 12c, показанные на фиг. 8(c). В примере, показанном на фиг. 8(b), ступенчатые участки 12b образуют по существу горизонтальные ступени, так что высота ступенек постепенно увеличивается от периметра круга к центру круга, как на выпуклой криволинейной поверхности торцевой части 11 вращающегося инструмента 1. Для получения вышеописанных полезных эффектов в настоящем изобретении может быть сформирована одна или несколько спиральных ступеней. В примере, показанном на фиг. 8(b), каждый сформированный ступенчатый участок 12 имеет спиралевидную форму на виде сверху, как показано на фиг. 8(a).
Хотя это не показано, если вращающийся инструмент, имеющий торцевую часть вогнутой изогнутой формы, включает в себя ступенчатые участки 12b на вогнутой изогнутой поверхности, то ступени могут быть сформированы таким образом, что высота ступеней постепенно уменьшается от периметра круга к центру круга по вогнутой криволинейной поверхности.
В примере, показанном на фиг. 8(с), каждая канавка 12с на криволинейной поверхности (выпуклой криволинейной поверхности) торцевой части 11 вращающегося инструмента 1 имеет канавку с по существу U-образным поперечным сечением, чтобы она была углублена относительно другой поверхности. Для получения вышеописанных полезных эффектов в настоящем изобретении может быть сформирована одна или несколько канавок 12c. В примере, показанном на фиг. 8(c), каждая сформированная канавка 12c имеет длинную и узкую форму, проходящую по спирали на виде сверху, как показано на фиг. 8(a). Вышеописанные благоприятные эффекты достигают, например, при использовании V-образной формы или формы галочки вместо U-образной формы.
Хотя это не показано, если вращающийся инструмент 1, имеющий торцевую часть 11 вогнутой криволинейной формы 11с или плоской формы 11а, включает в себя канавки 12с на вогнутой криволинейной поверхности или плоской поверхности, то канавки, имеющие по существу U-образное поперечное сечение, могут быть сформированы аналогичным образом.
В дополнение к описанной выше конфигурации, диаметр D (мм) торцевой части 11 каждого из вращающихся инструментов 1 и 8 предпочтительно удовлетворяет соотношению, представленному следующей формулой (3) в настоящем изобретении:
4 × t ≤ D ≤ 20 × t … (3)
где t - толщина (мм) каждой стальной полосы для сварки встык стальных полос или общая толщина (мм) стальных полос для сварки стальных полос внахлестку.
При контролируемом диаметре каждой торцевой части 11 вращающиеся инструменты 1 и 8 могут равномерно и эффективно обеспечивать повышение температуры и напряжение сдвига в направлении толщины стальных полос 4. Диаметр D торцевой части 11 вращающегося инструмента 1 предпочтительно регулируют в соответствии с толщиной каждой из стальных полос 4 (общей толщиной t стальных полос 4 для сварки внахлестку). Другими словами, целесообразно задать диаметр D (мм) торцевой части 11 каждого из вращающихся инструментов 1 и 8 в соответствии с формулой (3): 4 × t ≤ D ≤ 20 × t.
Если диаметр D (мм) меньше 4 × t (мм), то не может быть эффективно получено равномерное пластическое течение в направлении толщины. Если диаметр D (мм) больше 20 × t (мм), то область пластического течения излишне расширена, и к устройству прикладывают чрезмерную нагрузку, что нежелательно. Диаметр D предпочтительно составляет 5,5 × t (мм) или больше и предпочтительно 14 × t (мм) или меньше.
Как описано выше, форма вращающегося инструмента в соответствии с настоящим изобретением может быть упрощена за счет исключения зонда, необходимого для вращающегося инструмента предшествующего уровня техники. Вращающийся инструмент может обладать большей долговечностью. Вращающийся инструмент может быть изготовлен за меньшее количество операций и с меньшими затратами.
В соответствии со способом двусторонней ротационной сварки трением в соответствии с настоящим изобретением с использованием вращающихся инструментов в направлении толщины может быть обеспечено равномерно достаточное повышение температуры и достаточное касательное напряжение во время сварки. Другими словами, равномерное повышение температуры в направлении толщины может быть более эффективно достигнуто за счет стимуляции пластического течения способом сварки с использованием вращающихся инструментов в соответствии с настоящим изобретением, имеющих вышеуказанную конфигурацию, по сравнению с равномерным повышением температуры, которое может быть получено путем двусторонней ротационной сварки трением предшествующего уровня техники. Таким образом, для выполнения сварки стальных полос часть свариваемого участка не подвергают избыточному повышению температуры, что предотвращает ликвационное охрупчивание, вызванное ликвацией области плавления вследствие воздействия высокой температуры, и водородное охрупчивание, вызванное повышенным проникновением водорода в сталь из-за высокой температуры.
Далее будут подробно описаны вращающиеся инструменты в соответствии с вариантами осуществления настоящего изобретения с первого по третий. Следует отметить, что на фиг. 5(a)-7(b) показан только вращающийся инструмент 1 со стороны передней поверхности.
Первый вариант осуществления
Как показано на фиг. 5(а) и фиг. 5(с), каждый из вращающихся инструментов 1 и 8 в соответствии с первым вариантом осуществления настоящего изобретения имеет круглый конец, сформированный из торцевой части 11, имеющей плоскую форму 11а. Каждая торцевая часть 11, имеющая плоскую форму, имеет торцевую поверхность, которая входит в контакт со стальными полосами и образована одной плоской поверхностью, перпендикулярной оси вращения соответствующего одного из вращающихся инструментов 1 и 8. В отличие от вращающегося инструмента предшествующего уровня техники, торцевая поверхность не имеет зонда, выступающего в сторону стальных полос. Как показано на фиг. 5(b), торцевая часть 11 каждого из вращающихся инструментов 1 и 8 может иметь один или несколько спиральных (геликоидальных) ступенчатых участков 12, проходящих в направлении, противоположном направлению вращения, как описано выше. Ступенчатые участки 12 имеют ступенчатые участки 12b или канавки 12c, как описано выше.
Вид в верхней части фиг. 5(с) представляет собой вид в разрезе по линии В-В', показанной в нижней части фиг. 5(с). Ступенчатые участки 12b образованы, например, наклоном по существу горизонтальных поверхностей, как показано на фиг. 5(с). Другими словами, формируют участки канавок в форме галочки. Спирали ступенчатых участков 12b на фиг. 5(с) могут быть проведены, например, способом, показанным на фиг. 10, описанным выше.
Второй вариант осуществления
Как показано на фиг. 6(а) и фиг. 6(b), каждый из вращающихся инструментов 1 и 8 в соответствии со вторым вариантом осуществления имеет круглый конец, образованный торцевой частью 11, имеющей выпуклую криволинейную форму 11b, и торец каждого вращающегося инструмента является выпуклым. Хотя вращающийся инструмент предшествующего уровня техники включает в себя зонд, который выступает в сторону стальных полос и прерывается выступающей частью, каждая торцевая часть 11, имеющая выпуклую криволинейную форму, имеет непрерывную форму без зонда и образует приблизительно однородную наклонную поверхность. Другими словами, каждая торцевая часть 11, имеющая выпуклую криволинейную форму, имеет торцевую поверхность, которая входит в контакт со стальными полосами и образована единственной изогнутой поверхностью (параболической поверхностью, вытянутой поверхностью или сферической поверхностью), выступающей в направлении центра, и торцевая поверхность образует кривую, имеющую примерно равномерный радиус кривизны в поперечном сечении, включая ось вращения в направлении, перпендикулярном стальным полосам. Как показано на фиг. 6(b), торцевая часть 11 каждого из вращающихся инструментов 1 и 8 может иметь одну или несколько спиральных (геликоидальных) ступенчатых участков 12, проходящих в направлении, противоположном направлению вращения, как описано выше. Ступенчатые участки 12 имеют ступенчатые участки 12b или канавки 12c, как описано выше.
В случае если торец каждого из вращающихся инструментов 1 и 8 образован торцевой частью 11, имеющей выпуклую криволинейную форму 11b, вращающиеся инструменты предпочтительно удовлетворяют соотношению, представленному следующей формулой (4), где dv обозначает высоту (мм) выпуклой криволинейной поверхности (выпуклой поверхности), а D представляет собой диаметр (мм) торцевой части вращающегося инструмента:
dv/D ≤ 0,06 … (4)
Если торцевые части входят в контакт со стальными полосами, удовлетворяя формуле (4) (т.е. значение dv/D равно 0,06 или меньше), то к текучему участку можно эффективно приложить давление. В результате, вращением вращающихся инструментов может быть создано пластическое течение, достаточное для сварки. Если отношение dv/D выходит за пределы формулы (4) (т.е. значение dv/D превышает 0,06), то передняя и задняя поверхности свариваемого участка становятся заметно утопленными, а толщина свариваемого участка становится заметно меньше, чем толщина каждой из стальных полос. Таким образом, может быть трудно обеспечить прочность соединения, что нежелательно. Для эффективного приложения давления к текучему участку нижний предел значения dv/D предпочтительно составляет 0,01 или больше.
Третий вариант осуществления
Как показано на фиг. 7(а) и фиг. 7(b), каждый из вращающихся инструментов 1 и 8 в соответствии с третьим вариантом осуществления имеет круглый конец, образованный торцевой частью 11, имеющей вогнутую криволинейную форму 11c, и торец вращающегося инструмента является вогнутым. Хотя вращающийся инструмент предшествующего уровня техники включает в себя зонд, который выступает в сторону стальных полос и прерывается выступающей частью, каждая торцевая часть 11, имеющая вогнутую криволинейную форму, имеет непрерывную форму без зонда и образует приблизительно однородную наклонную поверхность. Другими словами, каждая торцевая часть 11, имеющая вогнутую криволинейную форму, имеет торцевую поверхность, которая входит в контакт со стальными полосами и образована единственной изогнутой поверхностью (параболической поверхностью, вытянутой поверхностью или сферической поверхностью), утопленной в направлении центра, и торцевая поверхность образует кривую, имеющую примерно равномерный радиус кривизны в поперечном сечении, включая ось вращения в направлении, перпендикулярном стальным полосам. Как показано на фиг. 7(b), торцевая часть 11 каждого из вращающихся инструментов 1 и 8 может иметь одну или несколько спиральных (геликоидальных) ступенчатых участков 12, проходящих в направлении, противоположном направлению вращения, как описано выше. Ступенчатые участки 12 имеют ступенчатые участки 12b или канавки 12c, как описано выше.
В случае, если торцевая часть вращающегося инструмента образована торцевой частью 11, имеющей вогнутую криволинейную форму, вращающийся инструмент предпочтительно удовлетворяет соотношению, представленному следующей формулой (5), где dc обозначает глубину (мм) вогнутой криволинейной поверхности (вогнутой поверхности), а D представляет собой диаметр (мм) торцевой части вращающегося инструмента:
dc/D ≤ 0,03 … (5)
Если торцевые части входят в контакт со стальными полосами, удовлетворяя формуле (5) (т.е. значение dc/D равно 0,03 или меньше), то вогнутые криволинейные поверхности торцевых частей окружают размягченным металлом, чтобы приложить равномерное давление к текучему участку. В результате, вращением вращающихся инструментов может быть создано пластическое течение, достаточное для сварки. Если отношение dc/D превышает диапазон формулы (5) (т.е. значение dc/D превышает 0,03), то трудно приложить равномерное давление к текучему участку, описанному выше, и может быть сложно обеспечить достаточное для сварки пластическое течение, что не является предпочтительным. Для равномерного приложения давления к текучему участку нижний предел значения dc/D предпочтительно составляет 0,01 или больше.
Формы частей основания вращающихся инструментов 1 и 8, при этом части основания расположены напротив торцевых частей вращающихся инструментов 1 и 8, конкретно не ограничены, лишь бы части основания могли быть присоединены к устройству двухсторонней ротационной сварки трением, известному в данной области техники.
Далее будет описан предпочтительный пример способа двусторонней ротационной сварки трением с использованием вращающихся инструментов 1 и 8 в соответствии с настоящим изобретением.
В способе двусторонней ротационной сварки трением более благоприятные положительные эффекты, связанные с повышением долговечности вращающихся инструментов, подавлением возникновения дефектов в соединении и увеличением скорости сварки, могут быть получены путем оптимизации следующих различных параметров.
В настоящем изобретении угол α наклона (°), под которым оси вращения двух вращающихся инструментов 1 и 8 наклонены в направлении сварки относительно нормали к поверхности несваренного участка стальных полос, диаметр D (мм) торцевых частей 11 вращающихся инструментов 1 и 8 и расстояние G (мм) между торцевыми частями двух вращающихся инструментов 1 и 8 предпочтительно регулируют так, чтобы удовлетворять формуле (1) и формуле (2), приведенным ниже.
(1) Угол α наклона (°) вращающихся инструментов: 0 ≤ α ≤ 3 … (1)
На фиг. 3(а) и 3(b) приведены схемы, иллюстрирующие область, которую подвергают трению посредством вращающихся инструментов в соответствии с настоящим изобретением. На фиг. 3(а) приведен схема, иллюстрирующая движение вращающихся инструментов 1 и 8, расположенных на передней и задней поверхностях стальных полос 4, как показано на фиг. 1, в направлении сварки на виде сверху со стороны передних поверхностей стальных полос 4. На фиг. 3(b) показано сечение по линии А-А', проведенной на фиг. 3(а).
Как показано на фиг. 3(b), во время сварки оси вращения вращающихся инструментов 1 и 8 (ось вращения 3 инструмента, вращающегося со стороны передней поверхности, и ось вращения 10 инструмента, вращающегося со стороны задней поверхности) предпочтительно наклонены назад в направлении сварки под углом α° относительно вертикальной линии (нормали) 6, которая проходит в направлении, перпендикулярном стальным полосам 4. Другими словами, вращающиеся инструменты 1 и 8 предпочтительно наклонены таким образом, чтобы проксимальные концы вращающихся инструментов 1 и 8 были расположены дальше вперед, чем дистальные концы вращающихся инструментов 1 и 8 в направлении сварки. В результате нагрузка, которую в противном случае прикладывают к вращающимся инструментам 1 и 8 в горизонтальном направлении (направлении изгиба) во время сварки, может быть рассредоточена в виде компонент силы, вызывающих сжатие в осевых направлениях.
Вращающиеся инструменты 1 и 8 должны быть изготовлены из материала, более твердого, чем стальные полосы 4, и могут быть изготовлены, например, из материала, обладающего низкой ударной вязкостью, такого как керамика. В этом случае приложение силы к вращающимся инструментам 1 и 8 в направлении изгиба может локально концентрировать напряжение и, в свою очередь, привести к поломке вращающихся инструментов 1 и 8. Чтобы избежать этой ситуации, оси вращения 3 и 10 вращающихся инструментов 1 и 8 наклонены под заданным углом (α°), как описано выше, так что нагрузка, приложенная к вращающимся инструментам 1 и 8, может быть воспринята как компоненты силы, вызывающие сжатие в осевом направлении, для уменьшения усилия в направлении изгиба. В результате долговечность каждого из вращающихся инструментов 1 и 8 может быть дополнительно увеличена.
Вышеупомянутые полезные эффекты достигают при угле α наклона 0 градусов или больше. Если угол α наклона превышает 3°, то передняя и задняя поверхности свариваемого участка могут стать утопленными, что может отрицательно сказаться на прочности соединения. Угол наклона оси вращения каждого из вращающихся инструментов 1 и 8 предпочтительно составляет 0 ≤ α ≤ 3.
Угол α наклона более предпочтительно составляет 1° или больше и более предпочтительно 2° или меньше.
(2) Расстояние G (мм) между торцевыми частями двух вращающихся инструментов 1 и 8: 0,25 × t – 0,2 × D × sin α ≤ G ≤ 0,8 × t – 0,2 × D × sin α … (2)
где t - толщина (мм) несваренного участка стальной полосы 4, D - диаметр (мм) торцевых частей вращающихся инструментов 1 и 8, и α - угол наклона (°) вращающихся инструментов 1 и 8. Здесь, t - толщина (мм) каждой стальной полосы для сварки встык стальных полос или общая толщина (мм) перекрывающихся стальных полос для сварки стальных полос внахлестку.
При двусторонней ротационной сварке трением важно контролировать расстояние G между торцевыми частями противолежащих вращающихся инструментов 1 и 8, чтобы равномерно обеспечить достаточное повышение температуры и достаточное касательное напряжение в направлении толщины во время сварки. В частности, расстояние G между торцевыми частями вращающихся инструментов 1 и 8 предпочтительно контролировать (регулировать) в пределах формулы (2) с помощью толщины t несваренного участка стальных полос 4, диаметра D торцевой части каждого из вращающихся инструментов 1 и 8 и угла α наклона каждого из вращающихся инструментов 1 и 8.
Для сварки встык, показанной на фиг. 1, толщина t несваренного участка стальных полос 4 относится к толщине одной стальной полосы 4. Для сварки внахлестку, показанной на фиг. 2, толщина t несваренного участка стальных полос 4 относится к суммарной толщине перекрывающихся стальных полос 4. Угол α наклона каждого из двух вращающихся инструментов 1 и 8 может быть одинаковым. Диаметр D торцевой части каждого из вращающихся инструментов 1 и 8 относится к торцевому диаметру (диаметру штифта) торцевой части 11 в поперечном сечении, включая соответствующую ось вращения в направлении, перпендикулярном стальным полосам, где торцевая часть 11 имеет плоскую форму или изогнутую форму (вогнутую или выпуклую криволинейную форму), показанную на фиг. 5(а)-7(b).
В случае, когда вращающиеся инструменты 1 и 8 не наклонены (т.е. угол α наклона каждого из вращающихся инструментов 1 и 8 равен 0°), нижний предел и верхний предел расстояния G между торцевыми частями (ссылочные позиции 2 и 9 на фиг. 3(b)) вращающихся инструментов 1 и 8 установлены равными соответственно на 0,25 × t и 0,8 × t.
В случае, если вращающиеся инструменты 1 и 8 наклонены (т.е. угол α наклона каждого из вращающихся инструментов 1 и 8 равен 0 < α ≤ 3), или в случае, если диаметр D торцевой части каждого из вращающихся инструментов 1 и 8 увеличен для увеличения площади контакта между торцевой частью вращающегося инструмента 1 и передними поверхностями стальных полос 4 и площади контакта между торцевой частью вращающегося инструмента 8 и задними поверхностями стальных полос 4, расстояние G между вращающимися инструментами 1 и 8 необходимо уменьшить. В этом случае, как выражено формулой (2), нижний предел G может быть получен путем вычитания 0,2 × D × sin α из 0,25 × t, а верхний предел G может быть получен путем вычитания 0,2 × D × sin α из 0,8 × t.
Как описано выше, если расстояние G между торцевыми частями вращающихся инструментов 1 и 8 регулируют в пределах формулы (2), то противоположные друг другу торцевые части вращающихся инструментов 1 и 8 прижимают к передней и задней поверхности стальных полос 4 при достаточной нагрузке, а также в достаточной степени стимулируют тепловыделение и пластическое течение в свариваем участке. В результате равномерно способствуют пластическому течению в направлении толщины, и может быть получено соединение (сваренный участок) хорошего качества. Если значение расстояния G превышает верхний предел в формуле (2), то торцевые части вращающихся инструментов 1 и 8 не могут прижимать переднюю и заднюю поверхности стальных полос 4 (заготовок) с достаточной нагрузкой, и вышеупомянутые полезные эффекты могут быть не получены. Если значение расстояния G будет ниже нижнего предела в формуле (2), то передняя и задняя поверхности свариваемого участка могут стать утопленными, что может отрицательно сказаться на прочности соединения.
Значение расстояния G предпочтительно составляет (0,4 × t – 0,2 × D × sin α) или больше и предпочтительно (0,7 × t – 0,2 × D × sin α) или меньше.
Как показано на фиг. 3(b), расстояние G соответствует наименьшей длине в вертикальном направлении между торцевой поверхностью вращающегося инструмента (вращающегося инструмента со стороны передней поверхности) 1 и торцевой поверхностью вращающегося инструмента (вращающегося инструмента со стороны задней поверхности) 8, которые противостоят друг другу.
Другие условия сварки могут быть установлены обычным образом. Например, скорость вращения каждого из вращающихся инструментов 1 и 8 предпочтительно составляет от 100 до 5000 об/мин и более предпочтительно от 500 до 3000 об/мин в устройстве двусторонней ротационной сварки трением и в способе двусторонней ротационной сварки трением в соответствии с настоящим изобретением. При скорости вращения в этих диапазонах ухудшение механических свойств из-за чрезмерного подвода тепла может быть подавлено, в то время как сохраняют благоприятный профиль поверхности. Скорость сварки предпочтительно составляет 1000 мм/мин или выше и более предпочтительно увеличивается до 2000 мм/мин или выше.
Для сварки стальных полос без остановки процесса способ сварки в соответствии с настоящим изобретением можно предпочтительно использовать для сварки обычных конструкционных сталей и углеродистых сталей, таких как прокатные стали для сварных конструкций по японским промышленным стандартам (JIS) G 3106 и углеродистые стали, применяемые для применения в качестве конструкционного материала машин в JIS G 4051. Способ сварки в соответствии с настоящим изобретением можно успешно использовать для высокопрочных конструкционных сталей, имеющих предел прочности при растяжении 800 МПа или выше. Даже в этом случае прочность сваренного участка составляет 85% или более, предпочтительно 90% или более и более предпочтительно 95% или более прочности на растяжение стального листа (основного материала).
Сваренный участок стальных полос в процессе производства подвергают деформации изгиба или сжатия. Для определения того, правильно ли сварен сваренный участок, и устойчив ли он к такой деформации, используют пробу Эриксена. В пробе Эриксена свариваемый участок зажимают в штампе, и в свариваемый участок вдавливают полусферический пуансон. Пробу Эриксена проводят для измерения глубины вдавливания до появления трещин, а глубину вдавливания используют для оценки характеристик сваренного участка.
В двусторонней ротационной сварке трением стальных полос используют устройство двусторонней ротационной сварки трением, включающее в себя два вращающихся инструмента 1 и 8 в соответствии с настоящим изобретением, удерживающее устройство 13 (описано на фиг. 14) и управляющее устройство (не показано), которое управляет вращающимися инструментами, как показано на фиг. 1 и других фигурах. Управляющее устройство регулирует, например, угол наклона каждого из вращающихся инструментов 1 и 8, расстояние между торцевыми частями вращающихся инструментов, скорость сварки, скорость вращения вращающихся инструментов так, чтобы удовлетворять условиям (1) и (2) сварки. На фиг. 14 правая сторона фигуры соответствует передней стороне в направлении перемещения (направлению перемещения стальной полосы), а левая сторона фигуры соответствует задней стороне в направлении перемещения. Удерживающее устройство 13 удерживает переднюю и заднюю поверхности предшествующей стальной полосы 4а и следующей стальной полосы 4b для фиксации обеих стальных полос. Поскольку вращающиеся инструменты 1 и 8 работают на участке (стыковом участке), где стальные полосы находятся друг напротив друга, чтобы перемещаться в направлении ширины стальных полос (направление сзади вперед на фигуре), то стальные полосы сваривают друг с другом.
В соответствии с вращающимися инструментами 1 и 8 настоящего изобретения долговечность каждого из вращающихся инструментов 1 и 8 может быть увеличена, как описано выше. Если торцевые части вращающихся инструментов имеют вышеупомянутую форму, а противоположные вращающиеся инструменты 1 и 8 вращаются в противоположных направлениях друг к другу, то стальные полосы подвергают достаточному повышению температуры и достаточному касательному напряжению во время сварки. В результате можно предотвратить появление дефектов в свариваемом участке и увеличить скорость сварки.
Далее будут описаны способы и оборудование для производства холоднокатаной стальной полосы и стальной полосы с покрытием в соответствии с настоящим изобретением. Устройство для двусторонней ротационной сварки трением (способ двусторонней ротационной сварки трением) в соответствии с настоящим изобретением, описанное выше, может быть использовано в установке для производства холоднокатаной стальной полосы (в способе производства холоднокатаной стальной полосы) и в установке для производства стальной полосы с покрытием (в способе производства стальной полосы с покрытием).
В способе изготовления холоднокатаной стальной полосы предшествующего уровня техники сваренный участок, свернутый рулон, может разрушиться на производственных линиях. В последнее время это стало более существенной задачей, которую необходимо решить при производстве высокопрочных холоднокатаных стальных листов. Применение технологии двусторонней ротационной сварки трением в соответствии с настоящим изобретением, описанной выше, для производства полос из холоднокатаной стали и т.п., может предотвратить поломку и охрупчивание сваренных участков полученных полос из холоднокатаной стали или т.п. и улучшить свойства материала, решая задачу предшествующего уровня техники, описанную выше.
Установка для производства холоднокатаной стальной полосы в соответствии с настоящим изобретением включает в себя по меньшей мере устройство для двусторонней ротационной сварки трением, описанное выше, и, при необходимости, секцию травления, секцию холодной прокатки и секцию отжига. Установка для производства стальной полосы с покрытием в соответствии с настоящим изобретением в дополнение к этим секциям также включает секцию для нанесения покрытия.
Способ изготовления холоднокатаной стальной полосы в соответствии с настоящим изобретением включает в себя сварку заднего конца предыдущей стальной полосы и переднего конца последующей стальной полосы посредством двухсторонней ротационной сварки трением, описанной выше, и затем холодную прокатку сваренной стальной полосы с использованием установки холодной прокатки (процесса холодной прокатки) для производства полос из холоднокатаной стали. При необходимости холодной прокатке может предшествовать травление на секции травления. За холодной прокаткой при необходимости может следовать отжиг холоднокатаных стальных полос (процесс отжига) с использованием секции отжига.
В способе изготовления стальной полосы с покрытием в соответствии с настоящим изобретением холоднокатаные стальные полосы, полученные после процесса холодной прокатки и процесса отжига, подвергают процессу нанесения покрытия с использованием секции для нанесения покрытия для получения стальных полос с покрытием.
Использование устройства двусторонней ротационной сварки трением (и способа двусторонней ротационной сварки трением) в соответствии с настоящим изобретением при производстве холоднокатаных стальных полос и стальных полос с покрытием может уменьшить количество дефектов в сваренном участке полученных холоднокатаных стальных полос и произведенных стальных полос с покрытием и может обеспечить достаточную прочность соединения.
Примеры
Операции и эффекты настоящего изобретения будут описаны ниже с использованием примеров. Настоящее изобретение не ограничено приведенными ниже примерами.
Двустороннюю ротационную сварку трением проводили с использованием стальных листов, имеющих толщину, химический состав, предел прочности на растяжение и твердость по Виккерсу, указанные в таблице 1. В примерах на некоторых стальных листах выполняли сварку внахлестку, а на остальных стальных листах выполняли сварку встык.
Для сварки встык два стальных листа одного и того же типа располагали рядом друг с другом, чтобы образовать соединяемые стыковые поверхности, не имеющие кромочного угла, т.е. без скоса кромок, и имеющие поверхность, подобную фрезерованной поверхности. Вращающиеся инструменты прижимали к стыковому участку, как с первой поверхности (передней поверхности), так и со второй поверхности (задней поверхности) и перемещали в направлении сварки, в результате чего стальные листы сваривали друг с другом.
Для сварки внахлестку два стальных листа одного типа располагали так, чтобы они перекрывали друг друга, и вращающиеся инструменты прижимали к перекрывающемуся участку стальных листов, как с первой поверхности (передней поверхности), так и со второй поверхности (задней поверхности), в результате чего стальные листы были сварены друг с другом. Длина сварки за один процесс составляла 0,5 м.
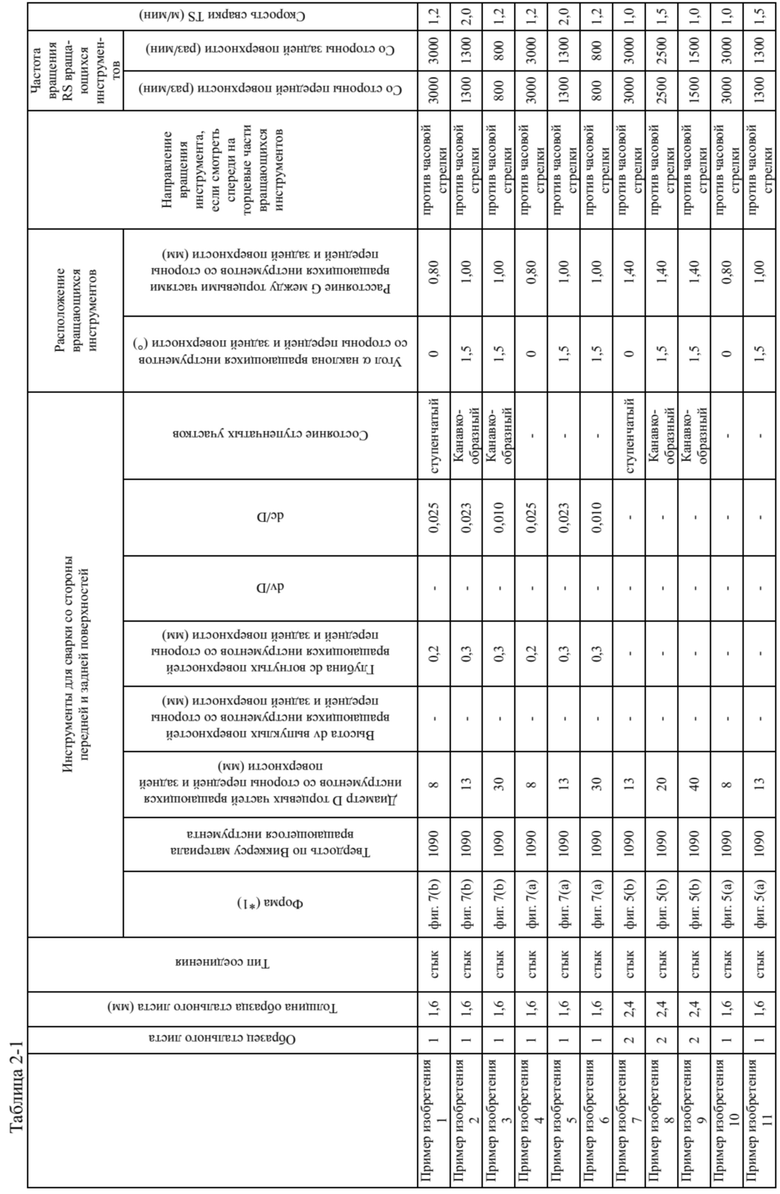
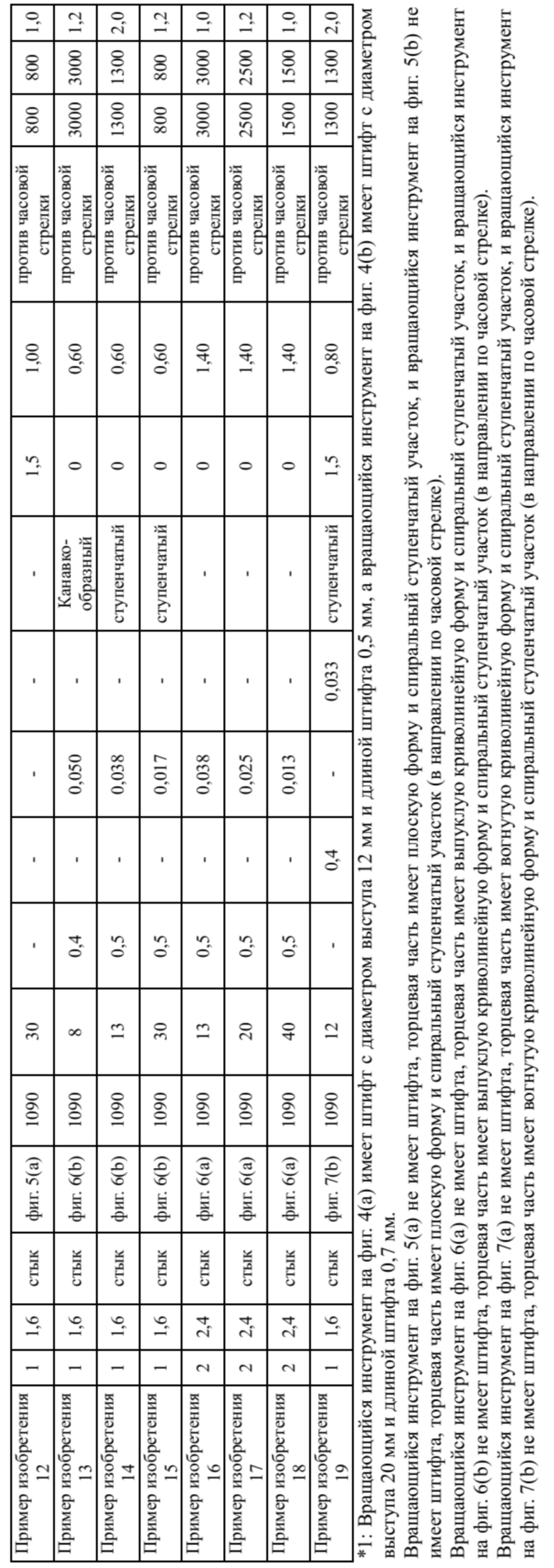
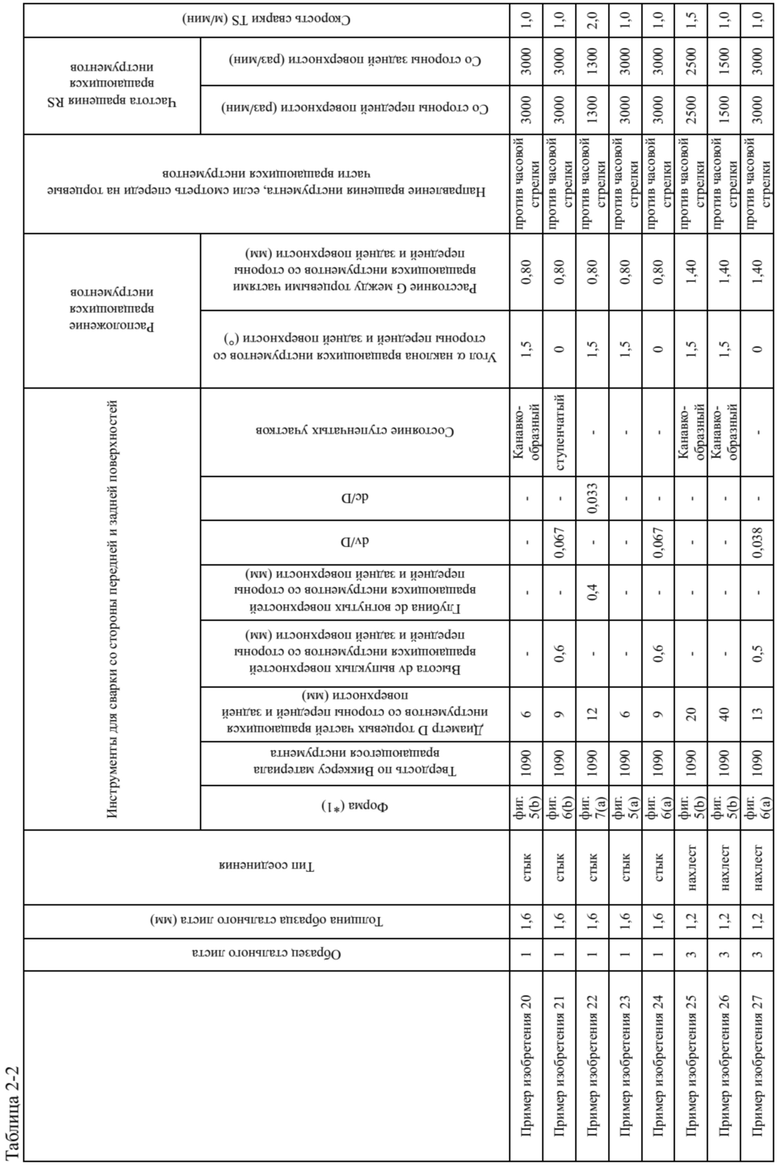
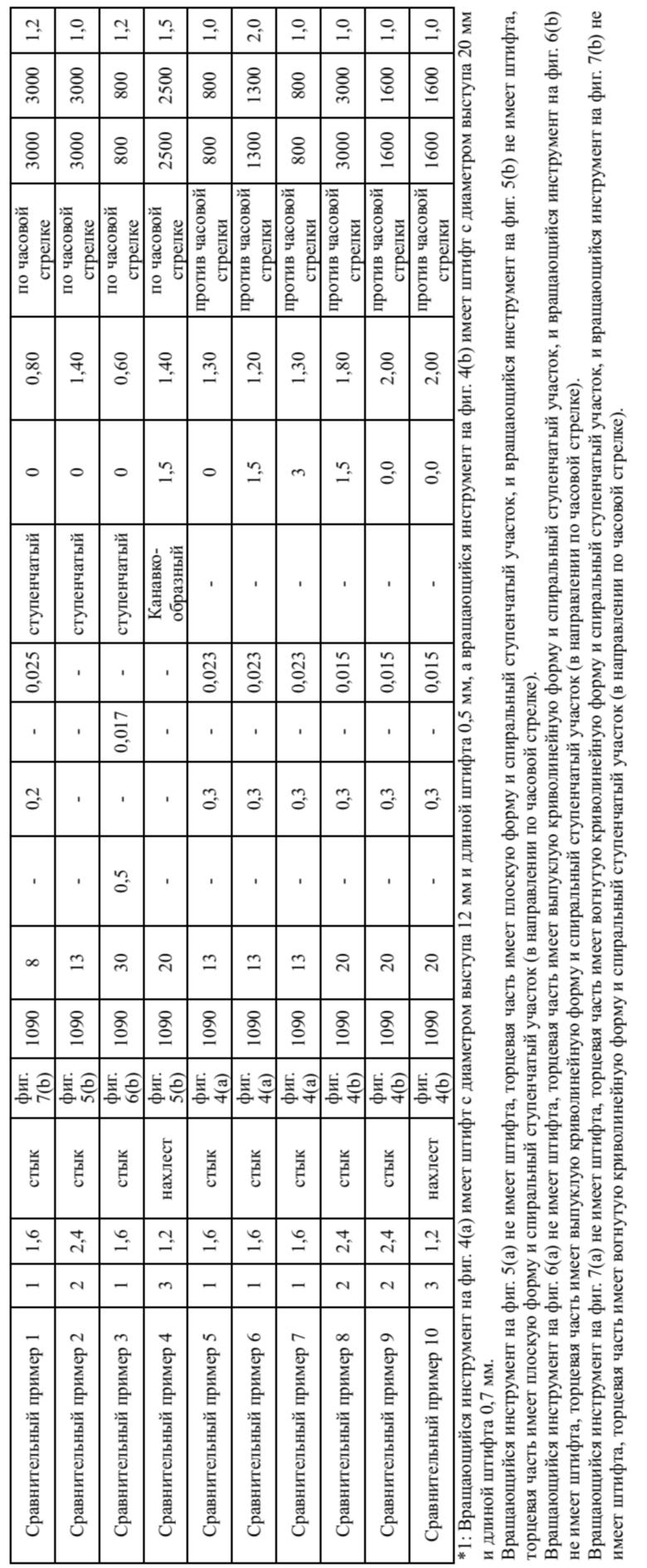
Как при сварке встык, так и при сварке внахлест два вращающихся инструмента во время сварки вращали в противоположных направлениях друг относительно друга. Другими словами, вращающиеся инструменты вращаются в одном и том же направлении, если смотреть на торцевые части инструментов спереди. Условия ротационной сварки трением описаны в таблице 2-1 и таблице 2-2. При сварке использовали восемь типов вращающихся инструментов с размерами поперечного сечения и формами, показанными на фиг. 4(а)–7(b). Столбец «форма» в таблице 2-1 и таблице 2-2 представляет одну из фиг. 4(а)-7(b). Эти вращающиеся инструменты были изготовлены из карбида вольфрама (WC), обладающего твердостью по Виккерсу, равной 1090. В примерах изобретения использовали вращающиеся инструменты, не имеющие зонда или спирального ступенчатогоучастка, как показано на фиг. 5(а), фиг. 6(а) и фиг. 7(а). Поскольку спирали проходят по часовой стрелке во вращающихся инструментах, не имеющих зонда и имеющих спиральные ступенчатые участки, как показано на фиг. 5(b), фиг. 6(b) и фиг. 7(b), в примерах изобретения вращение вращающихся инструментов происходило против часовой стрелки, а в сравнительных примерах вращение вращающихся инструментов осуществляли по часовой стрелке. Вращающиеся инструменты, соответствующие «ступенчатым» в колонке «состояние ступенчатых участков» в таблице 2-1 и таблице 2-2, показаны на фиг. 8(b), а вращающиеся инструменты, соответствующие «канавкообразным», показаны на фиг. 8(с). В сравнительных примерах использовали вращающиеся инструменты с зондом, как показано на фиг. 4(а) и фиг. 4(b).
Таблица 1
(мм)
Следующая оценка была проведена с использованием полученного сварного соединения.
(I) Наличие или отсутствие дефектов поверхности при осмотре внешнего вида соединения
Осмотр проводили с использованием участков полученных сварных соединений, которые были сварены при скоростях сварки, указанных в таблице 2-1 и таблице 2-2. Наличие или отсутствие поверхностных дефектов определяли визуально по тому, наблюдался ли в несваренном состоянии канавкообразный участок из-за недостаточного пластического течения, или же наблюдался ли сваренный участок в углублении из-за слишком малого расстояния G между выступающими участками сварочных инструментов. Если канавкообразный участок в несваренном состоянии или сваренный участок, образованный углублением, наблюдали в качестве поверхностного дефекта, то с помощью лазерного измерителя смещений измеряли глубину Dd (мм) поверхностного дефекта и оценивали на основе следующих критериев.
Критерии
Нет: Не наблюдали ни один из описанных выше поверхностных дефектов.
Приемлемо: Наблюдали один из описанных выше поверхностных дефектов, но отношение (Dd/t) глубины Dd (мм) к толщине t (мм) стальных листов составляло 0,1 или менее.
Да: Наблюдали один из описанных выше поверхностных дефектов, и отношение (Dd/t) глубины Dd (мм) к толщине t (мм) стальных листов превышало 0,1. В качестве альтернативы канавкообразный участок в несваренном состоянии проходил от передней поверхности к задней поверхности. Если канавкообразный участок в несваренном состоянии проходил от передней поверхности к задней поверхности, то сварку считали неудачной, а внутренние дефекты и прочность соединения не оценивали.
(II) Наличие или отсутствие внутренних дефектов при осмотре поперечных сечений соединений
Осмотр проводили с использованием участков полученных сварных соединений, которые были сварены при скоростях сварки, указанных в таблице 2-1 и таблице 2-2. Поперечные сечения были подготовлены путем разрезания участков в положении 20 мм от начала сварки, в положении 20 мм от конца сварки и в промежуточном положении между концами для подготовки образцов для испытаний. Наличие или отсутствие внутренних дефектов определяли с помощью оптического микроскопа (увеличение: 10 раз) по тому, наблюдалось ли несваренное состояние, образовавшееся в сваренном участке из-за недостаточного пластического течения, и оценивали на основе следующих критериев.
Критерии
Нет: Несваренное состояние, образовавшееся в форме туннеля, не наблюдалось ни в одном из трех упомянутых выше положений.
Приемлемо: Несваренное состояние, образовавшееся в сваренном участке, наблюдалось в одном из трех упомянутых выше положений.
Да: Несваренное состояние, образовавшееся в сваренном участке, наблюдалось в двух или более из трех упомянутых выше положений.
В таблице 3 приведены результаты определения (I) наличия или отсутствия поверхностных дефектов путем осмотра внешнего вида соединения при однократной сварке с длиной сварки 0,5 м и результаты определения (II) наличия или отсутствия внутренних дефектов путем осмотра поперечных сечений соединения. В таблице 3 также показан предел прочности при растяжении и глубина вдавливания. Прочность на растяжение измеряли в испытании на растяжение (JIS Z 3121) с использованием образцов для испытаний на растяжение, каждый из которых был взят из полученных сварных соединений и имел размеры испытательного образца № 1, определенные в JIS Z 3121. Глубину вдавливания при пластической деформации до образования трещин в сварной части измеряли с помощью прибора Эриксена.
В таблице 3 показано, что в соединениях встык в примерах изобретения 1-24 и в соединениях внахлестку в примерах изобретения 25-27 было получено бездефектное сварное состояние даже при высоких скоростях сварки, составляющих 1,0 м/мин или выше, при этом при осмотре внешнего вида соединения или при осмотре поперечных сечений каждого соединения не было обнаружено поверхностных или внутренних дефектов. Прочность соединения составляла 95% или более от предела прочности стальных листов, служащих в качестве основного материала, а глубина вдавливания до появления трещины в сварной части составляла 5 мм или более по пробе Эриксена.
В соединениях встык в сравнительных примерах 1-3 сварку выполняли с использованием вращающихся инструментов, каждый из которых не имел зонда и имел спиральные ступенчатые участки, проходящие в направлении по часовой стрелке, в то время как направление вращения каждого из вращающихся инструментов было установлено по часовой стрелке. В полученных соединениях наблюдали поверхностные дефекты и внутренние дефекты, бездефектного сварного состояния получено не было. Прочность соединения составляла 70% или меньше от предела прочности стальных листов, служащих в качестве основного материала, а глубина вдавливания до появления трещины в сварной части составляла 4 мм или менее по пробе Эриксена.
В соединениях внахлестку в сравнительном примере 4 сварку выполняли с использованием вращающихся инструментов, каждый из которых не имел зонда и имел спиральные ступенчатые участки, проходящие в направлении по часовой стрелке, в то время как направление вращения каждого из вращающихся инструментов было установлено по часовой стрелке. В полученном соединении наблюдали поверхностные дефекты и внутренние дефекты, бездефектного сварного состояния получено не было. Прочность соединения составляла 70% или меньше от предела прочности стальных листов, служащих в качестве основного материала, а глубина вдавливания до появления трещины в сварной части составляла 4 мм или менее по пробе Эриксена.
В соединениях встык в сравнительных примерах 5-9 использовали вращающиеся инструменты, каждый из которых имел штифт, при этом D (диаметр (мм) торцевой части каждого вращающегося инструмента), (угол наклона (°) каждого вращающегося инструмента) и G (расстояние (мм) между торцевыми частями двух вращающихся инструментов) удовлетворяют формулам (1), (2) и (3).
В соединениях встык в сравнительных примерах 5-9 было получено бездефектное сварное состояние даже при высоких скоростях сварки, составляющих 1,0 м/мин или выше, при этом при осмотре внешнего вида соединения или при осмотре поперечных сечений каждого соединения не было обнаружено поверхностных или внутренних дефектов. Было подтверждено, что прочность соединения и проба Эриксена показали положительные результаты. Однако также было подтверждено, что вращающиеся инструменты продемонстрировали низкую долговечность.
В соединениях внахлестку в сравнительном примере 10 было получено бездефектное сварное состояние даже при высоких скоростях сварки, составляющих 1,0 м/мин или выше, при этом при осмотре внешнего вида соединения или при осмотре поперечных сечений соединения не было обнаружено поверхностных или внутренних дефектов. Было подтверждено, что прочность соединения и проба Эриксена показали положительные результаты. Однако также было подтверждено, что вращающиеся инструменты продемонстрировали низкую долговечность.
Таблица 3
В таблице 4 приведено количество повторных сварочных операций при длине сварки 0,5 м из совокупного числа сварочных операций, при которых с вероятностью 90% и более получено бездефектное соединение, при этом при осмотре поперечных сечений соединения внутренний дефект не обнаружен. Как показано в таблице 4, в соединениях встык в примерах изобретения 1-24 и в соединениях внахлестку в примерах изобретения 25-27 количество сварочных операций, при которых было получено бездефектное соединение с вероятностью 90% или более, составляло 13 и более.
В соединениях встык в сравнительных примерах 1-3 сварку выполняли с использованием вращающихся инструментов, каждый из которых не имел зонда и имел спиральные ступенчатые участки, проходящие в направлении по часовой стрелке, в то время как направление вращения каждого из вращающихся инструментов было установлено по часовой стрелке. В сравнительных примерах 1-3 количество сварочных операций, при которых получено бездефектное соединение с вероятностью 90% и более, составило 0.
В соединениях внахлестку в сравнительном примере 4 сварку выполняли с использованием вращающихся инструментов, каждый из которых не имел зонда и имел канавкообразные ступенчатые участки, проходящие в направлении по часовой стрелке, в то время как направление вращения каждого из вращающихся инструментов было установлено по часовой стрелке. В сравнительном примере 4 количество сварочных операций, при которых получено бездефектное соединение с вероятностью 90% и более, составило 0.
В соединениях встык в сравнительных примерах 5-9 сварку выполняли с использованием вращающихся инструментов, каждый из которых имел штифт. Количество сварочных операций, при которых получено бездефектное соединение с вероятностью 90% и более, составило 10 или менее.
В соединениях внахлестку в сравнительном примере 10 сварку выполняли с использованием вращающихся инструментов, каждый из которых имел штифт. Количество сварочных операций, при которых получено бездефектное соединение с вероятностью 90% и более, составило 10 или менее.
Как описано выше, использование вращающихся инструментов, каждый из которых не имеет зонда и имеет спиральные ступенчатые участки, приводит к получению дефектов соединения или проблемы с прочностью соединения при сварке, если спирали спиральных ступенчатых участков проходят в том же направлении, что и направление вращения вращающихся инструментов. Выяснилось, что вращающиеся инструменты, каждый из которых имеет штифт, показали низкую износостойкость.
В таблице 3 показано, что по результатам экспериментов при одних и тех же условиях использование вращающихся инструментов, каждый из которых имеет спиральные ступенчатые участки, повышает прочность сварных швов, за исключением наличия или отсутствия спиральных ступенчатых участков, которые представляют собой пары примеров изобретения, то есть примеры изобретения 1 и 4, примеры изобретения 2 и 5, примеры изобретения 3 и 6, примеры изобретения 19 и 22, примеры изобретения 20 и 23 и примеры изобретения 21 и 24.
Результаты примеров изобретения 19 и 22, в которых эксперименты проводили в условиях, не удовлетворяющих приведенной ниже формуле (5), показывают, что условия выше диапазона формулы (5) могут повлиять на обеспечение пластического течения, достаточного для сварки, и могут привести к возникновению внутренних дефектов, хотя поверхностные дефекты обнаружено не было. Другими словами, если вращающиеся инструменты, каждый из которых имеет вогнутую поверхность, дополнительно удовлетворяют условию формулы (5), то появление поверхностных дефектов и внутренних дефектов может быть более эффективно подавлено для обеспечения соединения, имеющего достаточную прочность.
dc/D ≤ 0,03 … (5)
Результаты примеров изобретения 20 и 23, в которых эксперименты проводили в условиях ниже нижнего предела диапазона формулы (3), показывают, что условия ниже нижнего предела диапазона формулы (3) могут повлиять на обеспечение равномерного пластического течения в направлении толщины и может привести к возникновению поверхностных или внутренних дефектов, хотя поверхностные дефекты и внутренние дефекты оценивают как «приемлемые». Другими словами, если вращающиеся инструменты, каждый из которых имеет плоскую поверхность, дополнительно удовлетворяют условию формулы (3), то появление поверхностных дефектов и внутренних дефектов может быть более эффективно подавлено для обеспечения соединения, имеющего достаточную прочность.
4 × t ≤ D ≤ 20 × t … (3)
Результаты примеров изобретения 21 и 24, в которых эксперименты проводили в условиях, не удовлетворяющих формуле (4), показывают, что условия выше диапазона формулы (4) могут влиять на форму поверхности свариваемого участка и могут привести к возникновению поверхностных дефектов, хотя поверхностные дефекты и внутренние дефекты оценивают как «приемлемые». Другими словами, если вращающиеся инструменты, каждый из которых имеет выпуклую поверхность, дополнительно удовлетворяют условию формулы (4), то появление поверхностных дефектов и внутренних дефектов может быть более эффективно подавлено для обеспечения соединения, имеющего достаточную прочность.
dv/D ≤ 0,06 … (4)
Таблица 4
Список ссылочных позиций
1 вращающийся инструмент со стороны передней поверхности
2 торцевая часть вращающегося инструмента со стороны передней поверхности
3 ось вращения вращающегося инструмента со стороны передней поверхности
4 стальная полоса
4a предшествующая стальная полоса
4b следующая стальная полоса
5 свариваемый участок
6 вертикальная линия в направлении, перпендикулярном стальной полосе
7 центральная линия соединения
8 вращающийся инструмент со стороны задней поверхности
9 торцевая часть вращающегося инструмента со стороны задней поверхности
10 ось вращения вращающегося инструмента со стороны задней поверхности
11 торцевая часть
12 ступенчатый участок
12b ступенчатый участок
12c участок с канавками
13 удерживающее устройство
G расстояние между торцевыми частями вращающихся инструментов
α угол наклона вращающегося инструмента
D диаметр торцевой части вращающегося инструмента
t толщина стальной полосы
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНЫХ ХОЛОДНОКАТАНЫХ ПОЛОС | 2007 |
|
RU2351412C1 |
| СПОСОБ СТЫКОВОЙ СВАРКИ СТАЛЬНЫХ ПОЛОС | 2003 |
|
RU2245235C1 |
| ОБОРУДОВАНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ ВЫРЕЗОВ В СТАЛЬНОЙ ПОЛОСЕ, СПОСОБ ПОЛУЧЕНИЯ ВЫРЕЗОВ В СТАЛЬНОЙ ПОЛОСЕ, ТЕХНИЧЕСКОЕ СРЕДСТВО ДЛЯ ХОЛОДНОЙ ПРОКАТКИ И СПОСОБ ВЫПОЛНЕНИЯ ХОЛОДНОЙ ПРОКАТКИ | 2017 |
|
RU2701799C1 |
| СПОСОБ НАМОТКИ ХОЛОДНОКАТАНЫХ ПОЛОС В РУЛОН | 2001 |
|
RU2212296C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДНОКАТАНЫХ СВАРНЫХ СТАЛЬНЫХ ЛИСТОВ И ЛИСТЫ, ПРОИЗВЕДЕННЫЕ ТАКИМ ОБРАЗОМ | 2017 |
|
RU2709321C1 |
| КОНВЕКТОРНОЕ КОЛЬЦО ДЛЯ ОТЖИГА В КОЛПАКОВОЙ ПЕЧИ СТАЛЬНЫХ ХОЛОДНОКАТАНЫХ ПОЛОС В РУЛОНАХ | 2005 |
|
RU2293773C1 |
| Способ производства холоднокатаных полос | 1990 |
|
SU1736649A1 |
| ОДНОКРАТНО ХОЛОДНОКАТАНАЯ СТАЛЬНАЯ ПОЛОСА ДЛЯ ТЕНЕВОЙ МАСКИ И СПОСОБ ЕЕ ПРОИЗВОДСТВА | 2006 |
|
RU2381294C2 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ СТАЛЬНЫХ ПОЛОС | 2011 |
|
RU2463115C1 |
| КОНВЕКТОРНОЕ КОЛЬЦО ДЛЯ ОТЖИГА В КОЛПАКОВОЙ ПЕЧИ СТАЛЬНЫХ ХОЛОДНОКАТАНЫХ ПОЛОС В РУЛОНАХ | 2003 |
|
RU2230804C1 |
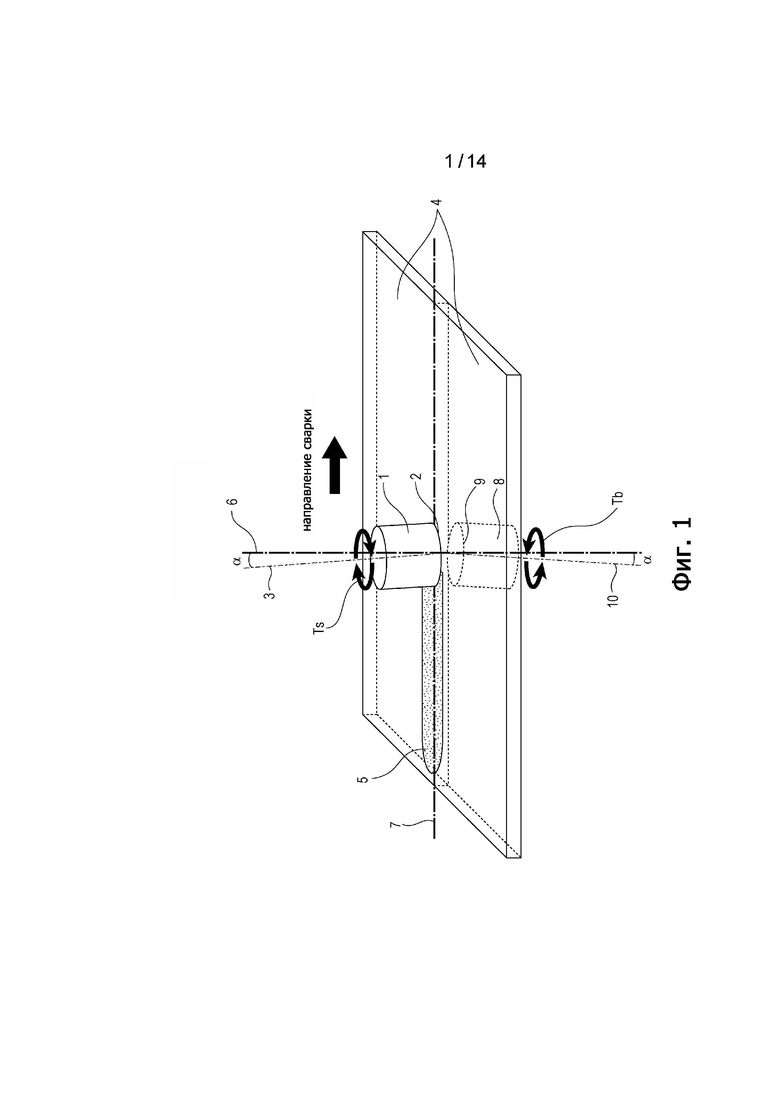
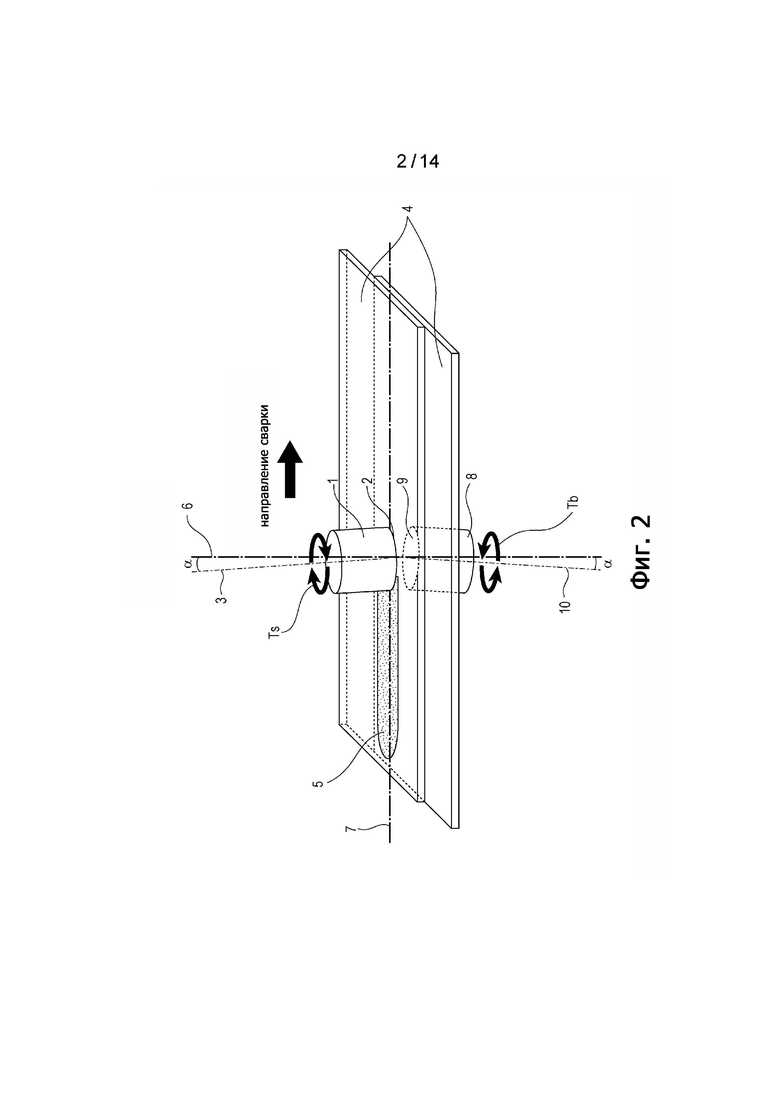
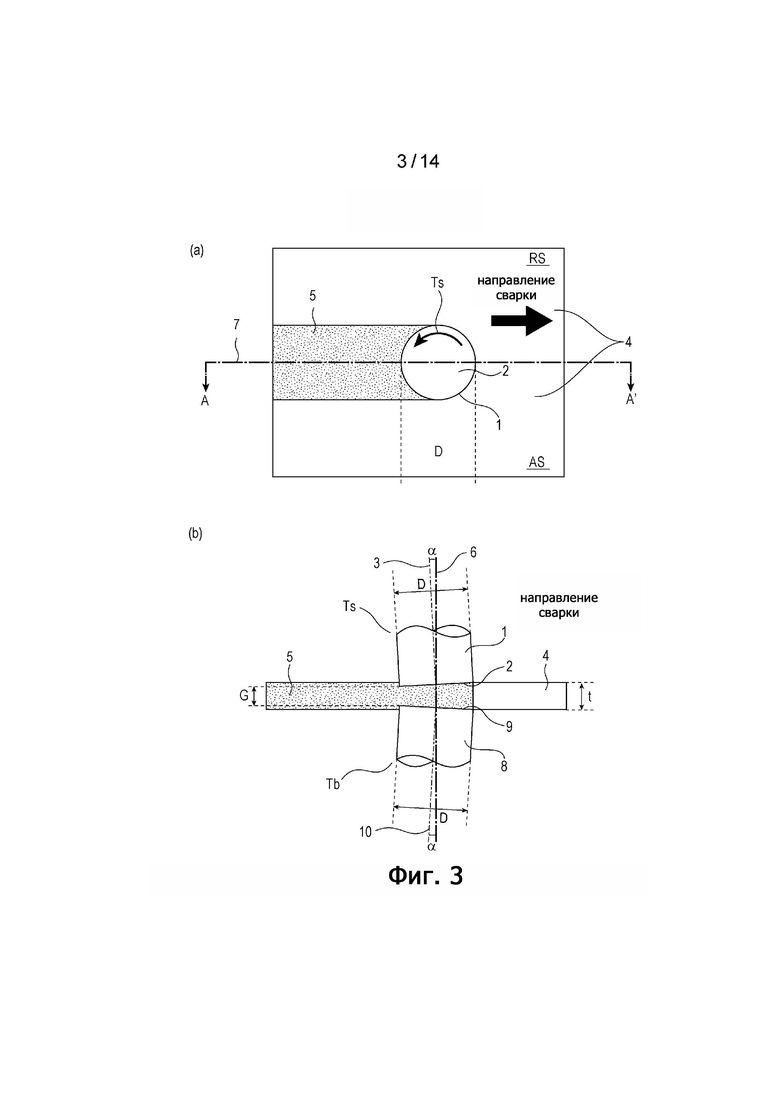
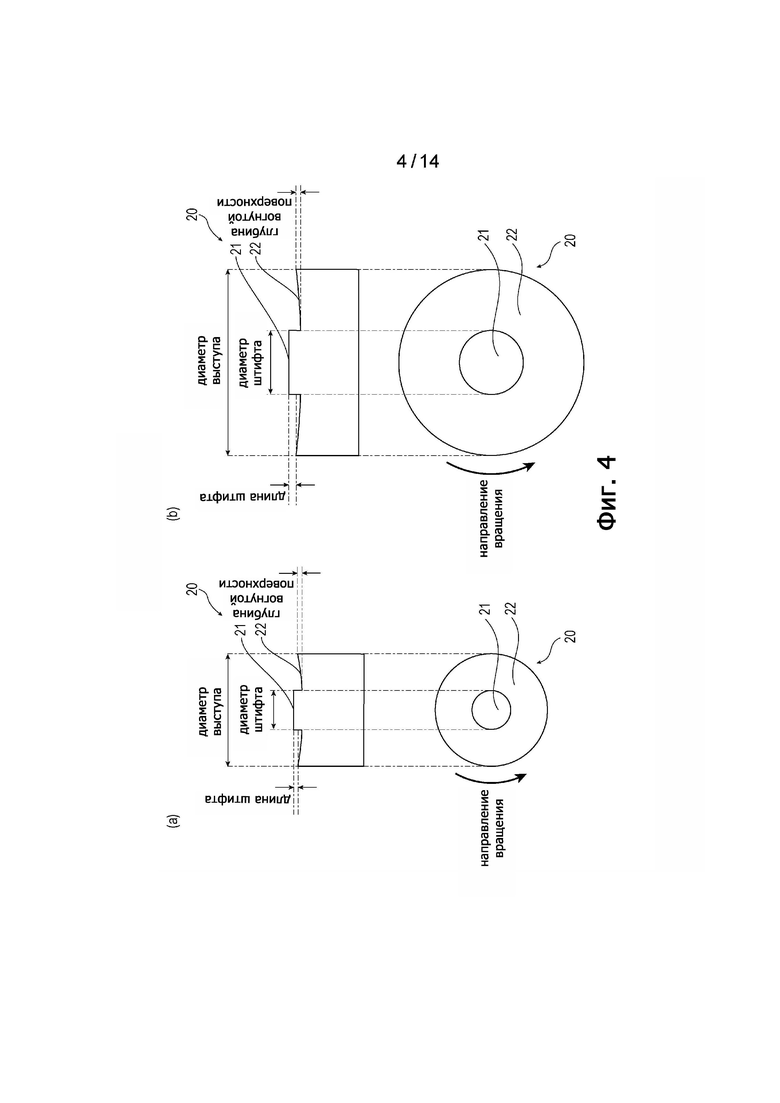
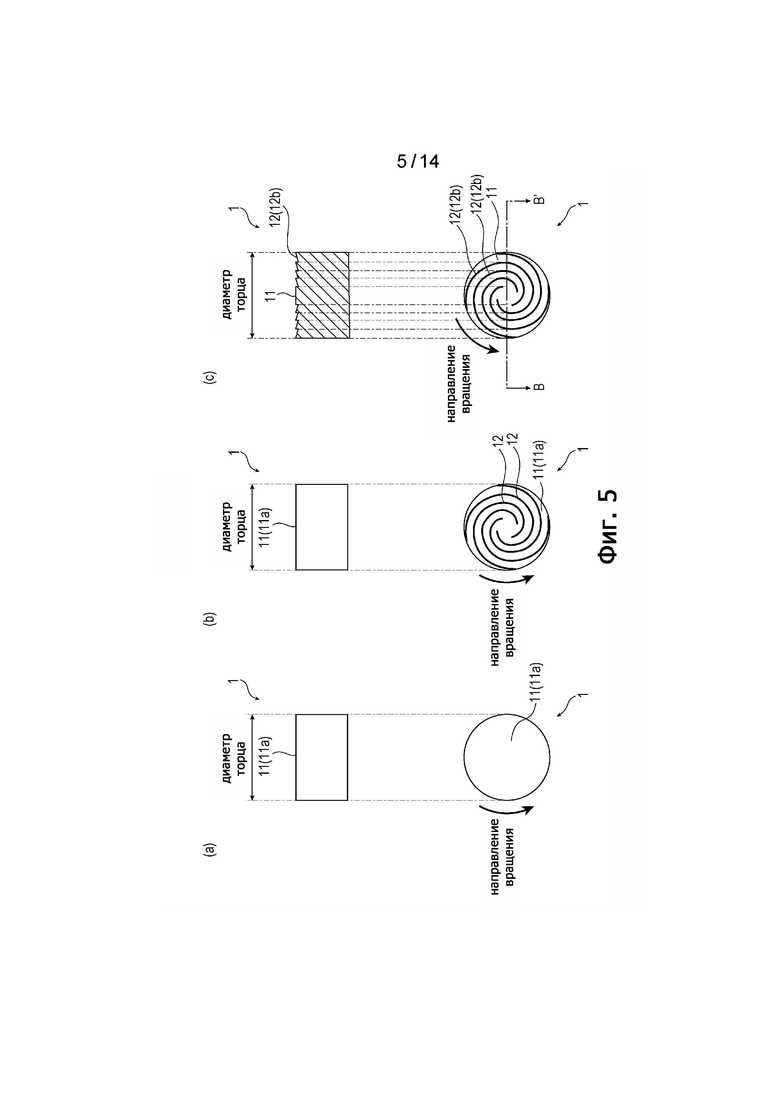
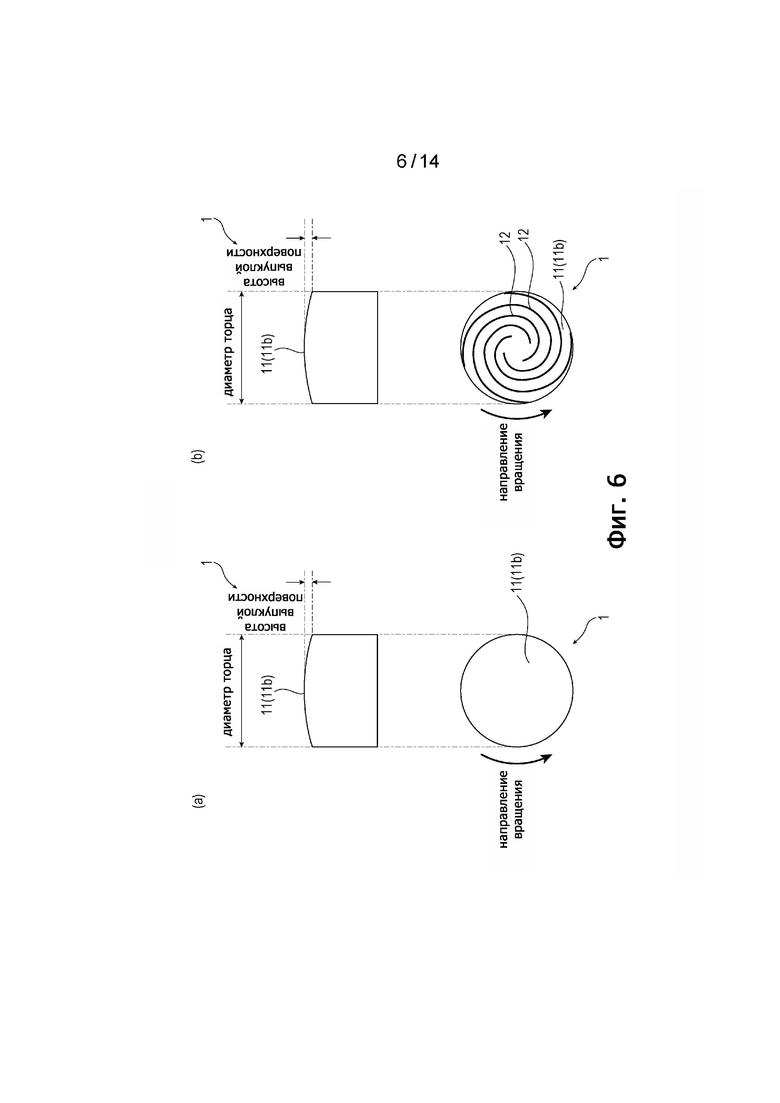
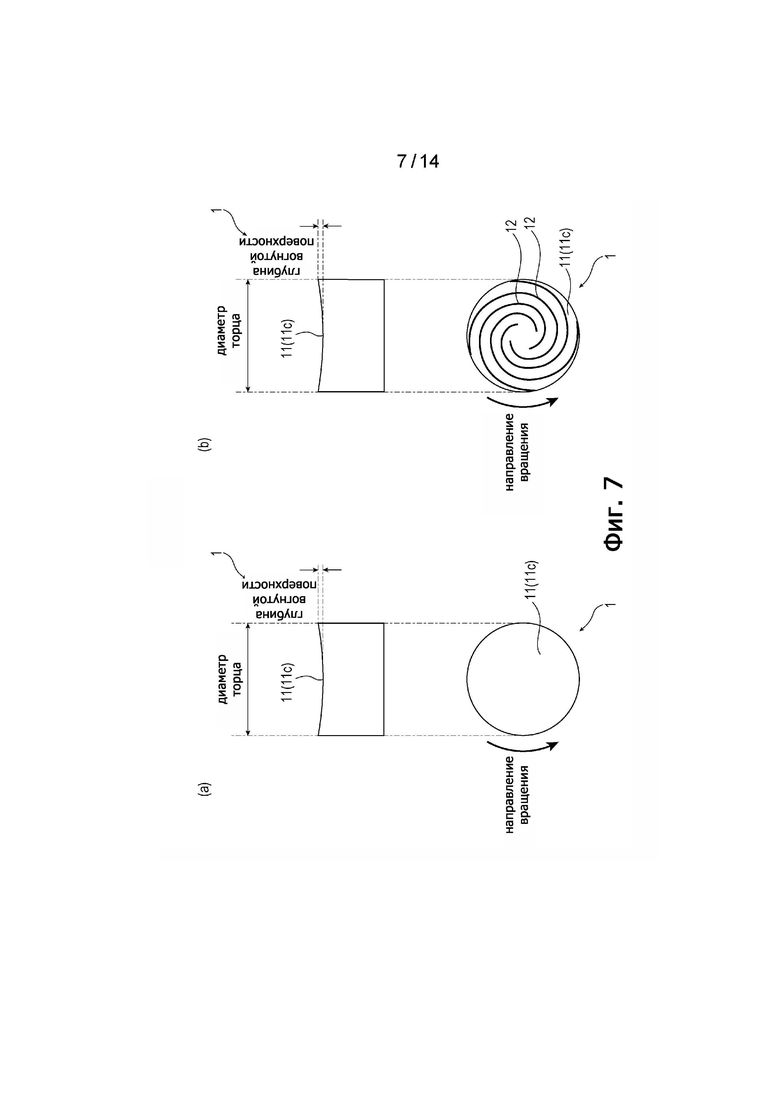
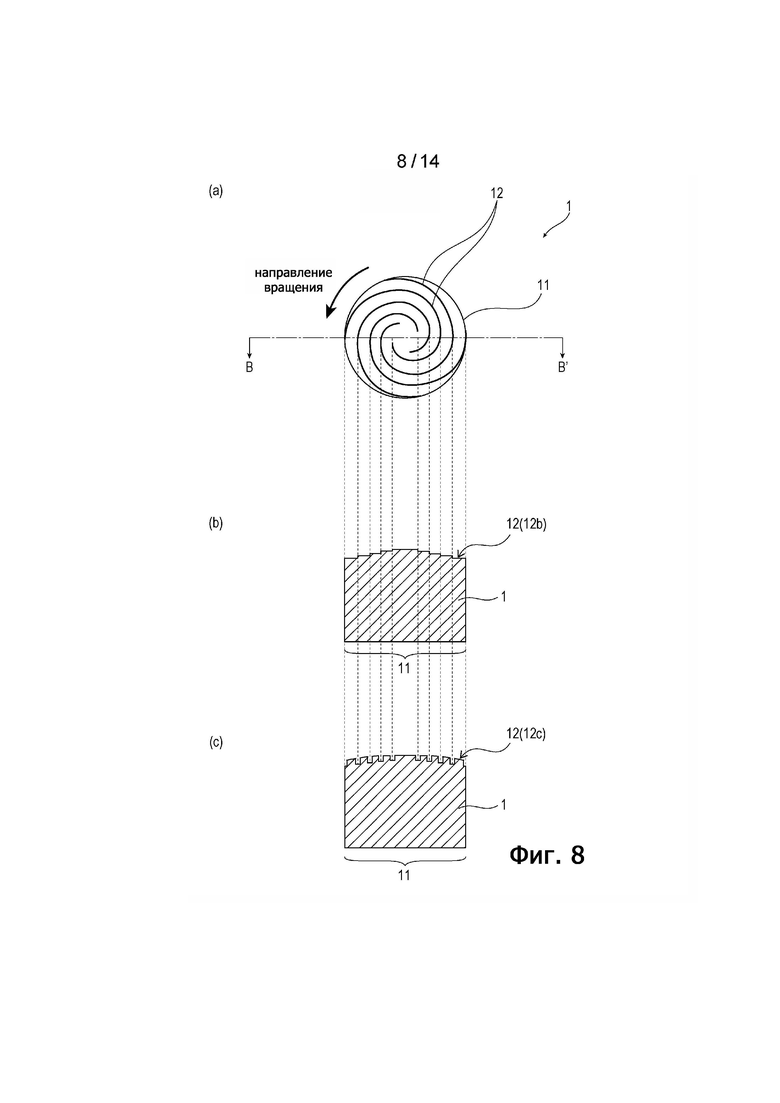
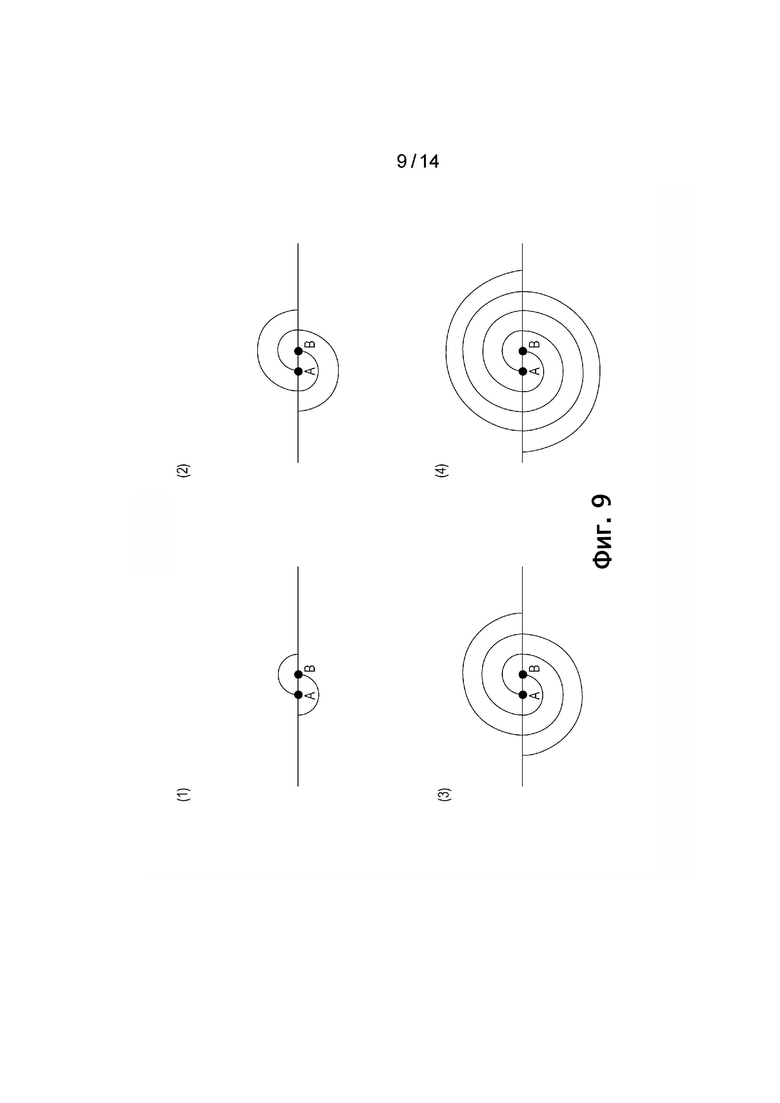
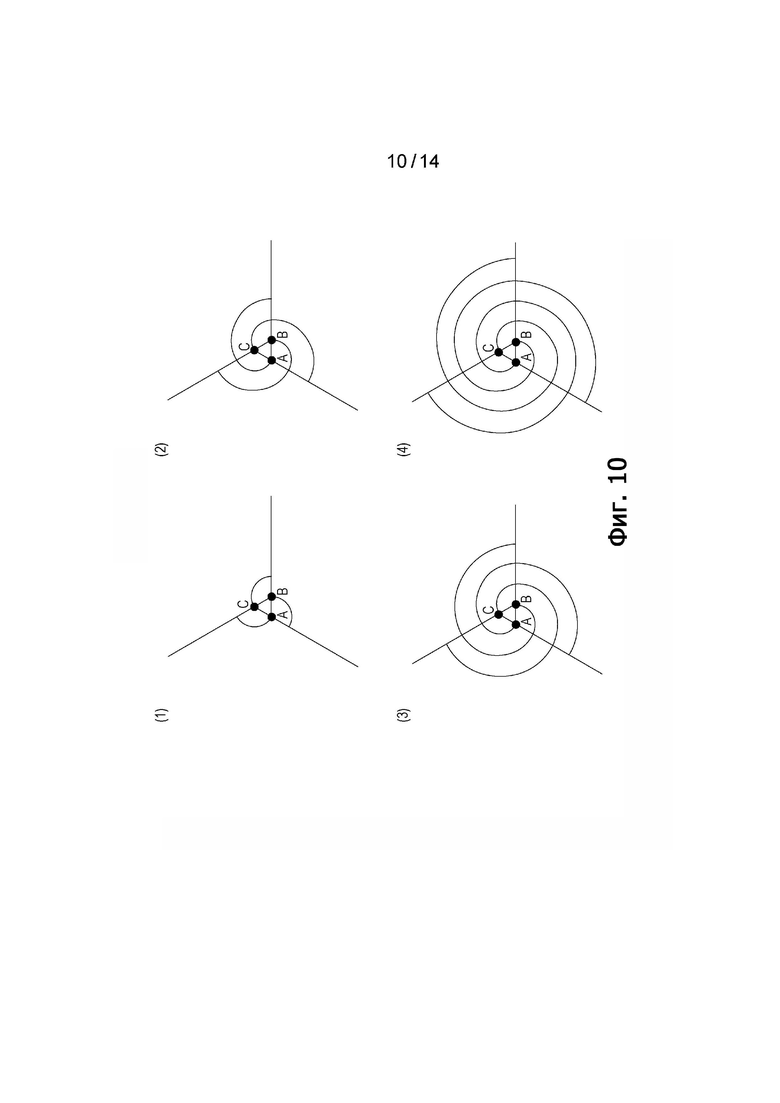
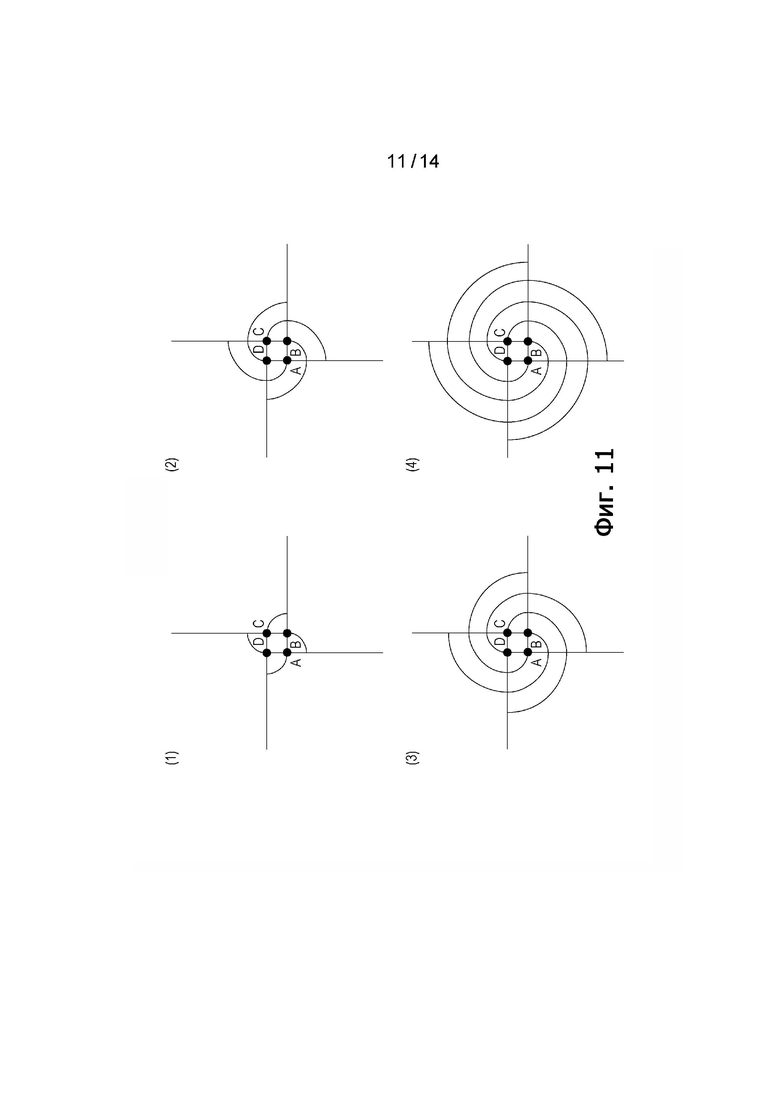
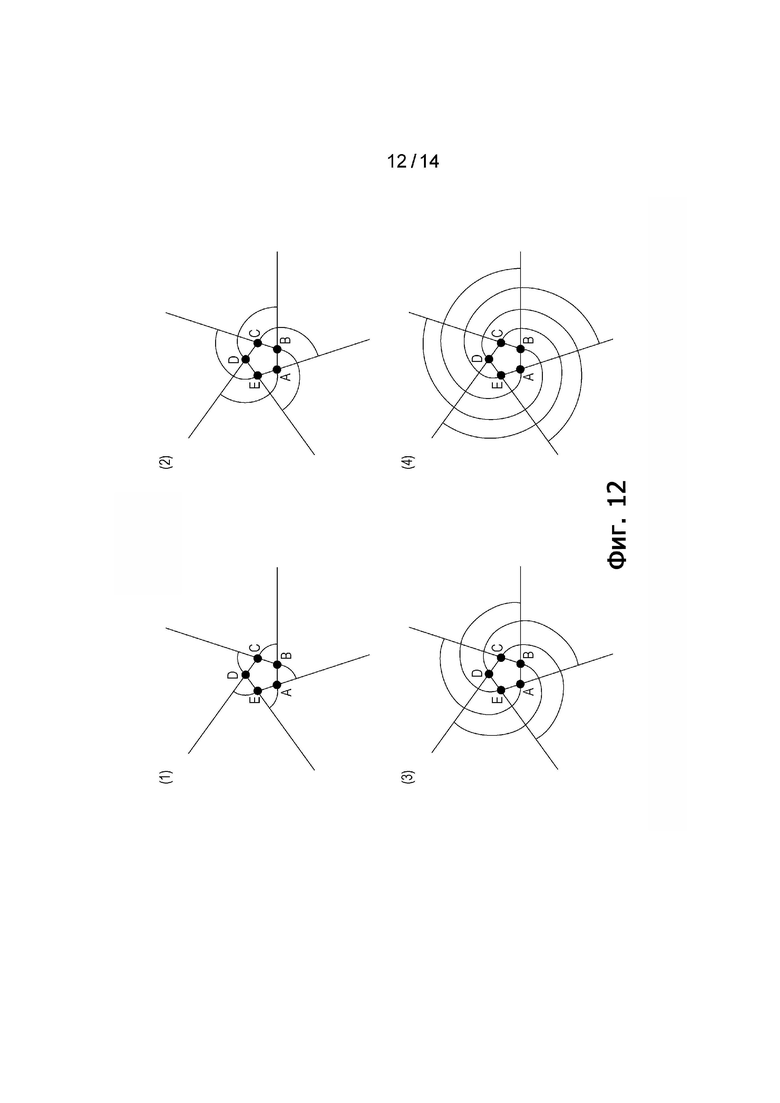
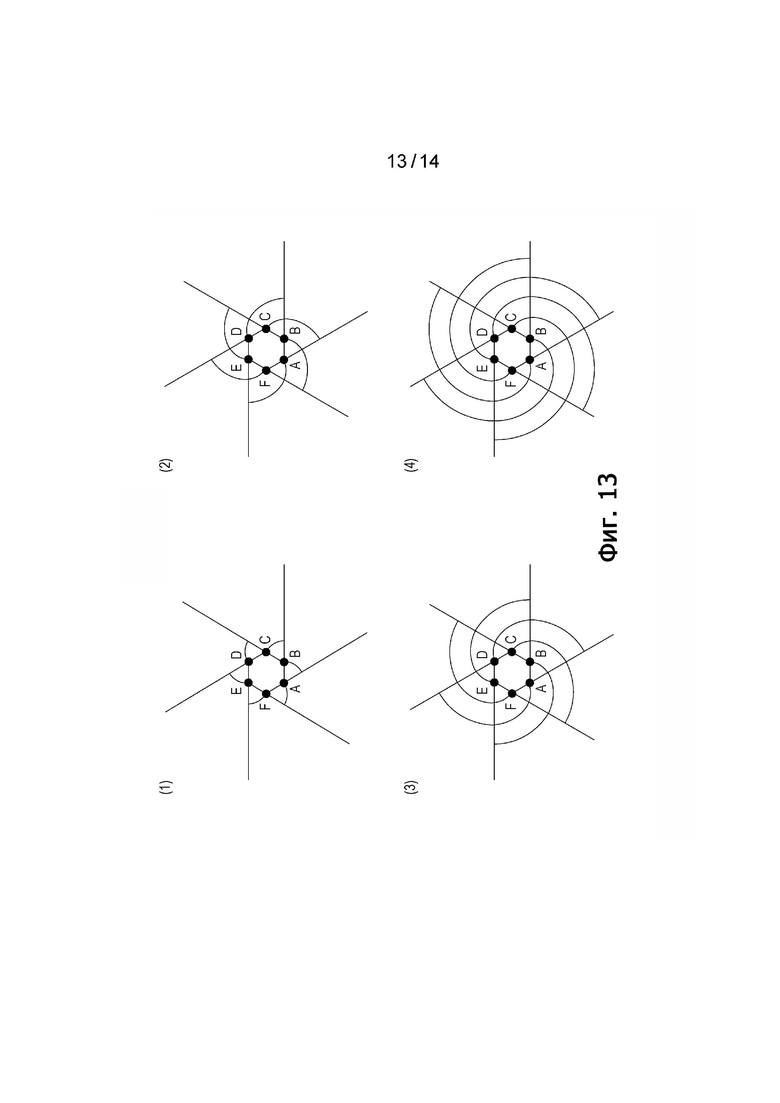
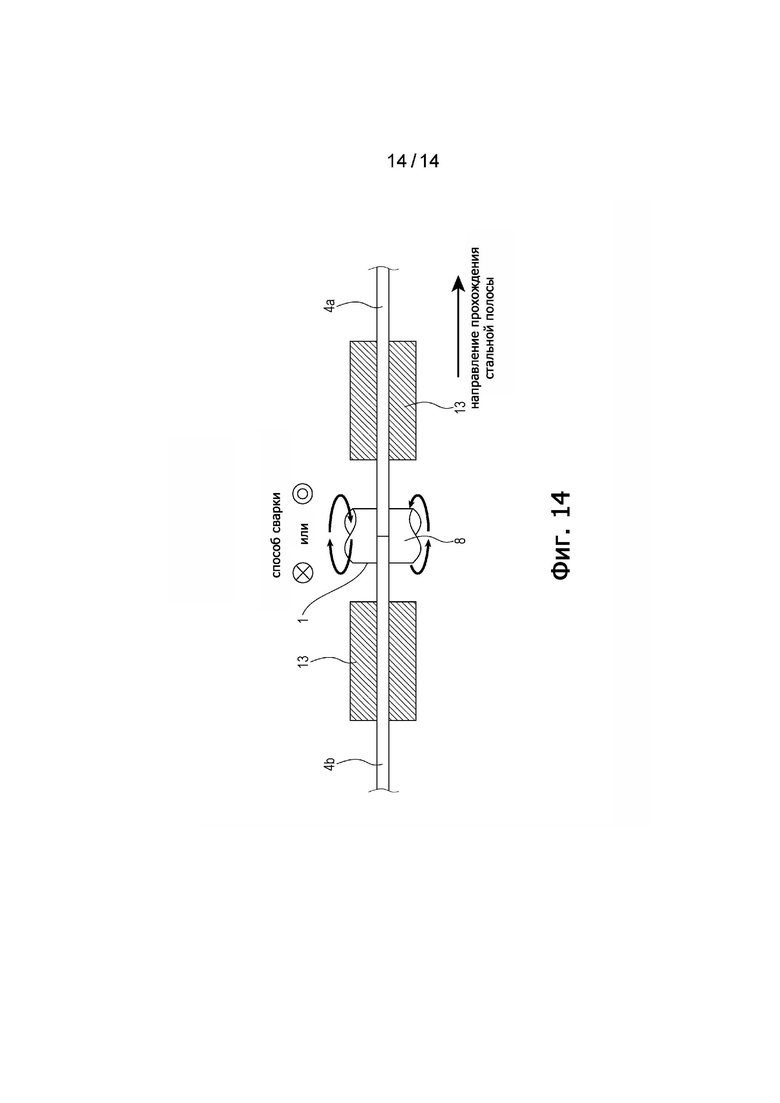
Группа изобретений относится к двухсторонней ротационной сварке трением и производству холоднокатаной стальной полосы и стальной полосы с покрытием с использованием упомянутой сварки. Два вращающихся инструмента прижимают к стыковому участку или перекрывающемуся участку стальных полос и перемещают в направлении сварки при вращении в направлениях, противоположных друг к другу. Размягченный теплотой трения участок перемешивают вращающимися инструментами для получения пластического течения и обеспечения сварки стальных полос друг с другом. Торцевая часть каждого из двух вращающихся инструментов имеет форму круглой выпуклой или вогнутой криволинейной поверхности. Высота упомянутой выпуклой поверхности или глубина вогнутой поверхности выбрана в зависимости от диаметра торцевой части инструмента. Торцевые части инструмента изготовлены из более твердого материала, чем стальные полосы. Изобретения обеспечивают повышение долговечности вращающегося инструмента при подавлении возникновения дефектов в свариваемом участке. 6 н. и 8 з.п. ф-лы, 14 ил., 5 табл. 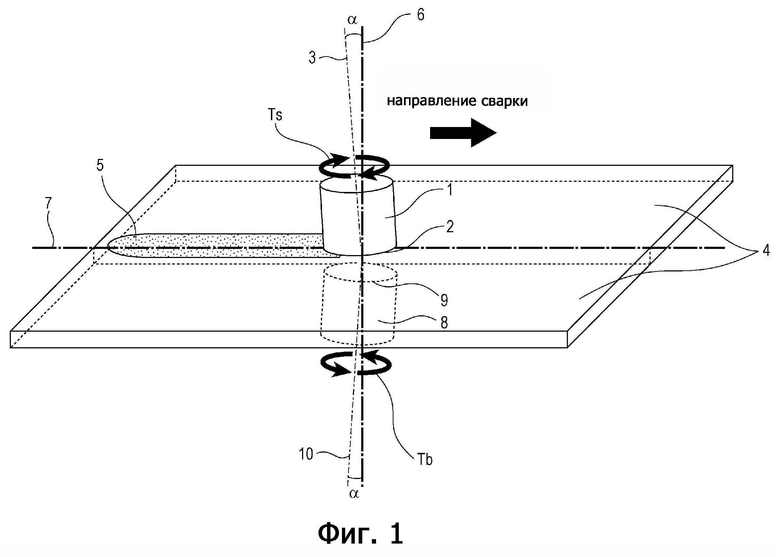
1. Способ двусторонней ротационной сварки трением, включающий в себя:
при сварке встык или внахлестку между задним концом предшествующей стальной полосы и передним концом последующей стальной полосы
прижимают два вращающихся инструмента, расположенные на первой поверхности и второй поверхности стыкового участка или перекрывающегося участка стальных полос, к стыковому участку или перекрывающемуся участку стальных полос и перемещают вращающиеся инструменты в направлении сварки при вращении вращающихся инструментов в направлениях, противоположных друг к другу, так что несваренный участок стальных полос размягчают теплотой трения, возникающей между вращающимися инструментами и несваренным участком стальных полос, и размягченный участок перемешивают вращающимися инструментами для получения пластического течения, чтобы сварить стальные полосы друг с другом, при этом:
каждый из двух вращающихся инструментов имеет торцевую часть, имеющую форму круглой выпуклой криволинейной поверхности или круглой вогнутой криволинейной поверхности, причем
указанные торцевые части изготовлены из более твердого материала, чем стальные полосы,
при этом если высоту выпуклой криволинейной поверхности каждой торцевой части обозначить через dv (мм), то диаметр D (мм) каждой торцевой части и высота dv выпуклой криволинейной поверхности удовлетворяют формуле (4):
dv/D ≤ 0,06, (4)
при этом если глубину вогнутой криволинейной поверхности каждой торцевой части обозначить через dc (мм), то диаметр D (мм) каждой торцевой части и глубина dc вогнутой криволинейной поверхности удовлетворяют формуле (5):
dc/D ≤ 0,03. (5)
2. Способ по п. 1, в котором каждая указанная торцевая часть имеет спиральный ступенчатый участок, проходящий в направлении, противоположном направлению вращения.
3. Способ по п. 1 или 2, в котором угол наклона α (°), под которым оси вращения двух вращающихся инструментов наклонены назад в направлении сварки относительно нормали к поверхности несваренного участка стальных полос, диаметр D (мм) каждой торцевой части и расстояние G (мм) между торцевыми участками двух вращающихся инструментов удовлетворяют формуле (1) и формуле (2), приведенным ниже:
0 ≤ α ≤ 3, (1)
0,25 × t – 0,2 × D × sin α ≤ G ≤ 0,8 × t – 0,2 × D × sin α, (2)
где t - толщина (мм) каждой стальной полосы для сварки встык стальных полос или общая толщина (мм) перекрывающихся стальных полос для сварки стальных полос внахлестку.
4. Способ по п. 1 или 2, в котором диаметр D (мм) каждой торцевой части удовлетворяет формуле (3):
4 × t ≤ D ≤ 20 × t, (3)
где t - толщина (мм) каждой стальной полосы для сварки встык стальных полос или общая толщина (мм) перекрывающихся стальных полос для сварки стальных полос внахлестку.
5. Способ производства холоднокатаной стальной полосы, включающий в себя: после сварки заднего конца предшествующей стальной полосы и переднего конца следующей стальной полосы с использованием способа двусторонней ротационной сварки трением по любому из пп. 1-4 выполняют холодную прокатку или выполняют холодную прокатку после травления.
6. Способ по п. 5, в котором осуществляют выполнение отжига после холодной прокатки.
7. Способ производства стальной полосы с покрытием, включающий в себя: после сварки заднего конца предшествующей стальной полосы и переднего конца следующей стальной полосы с использованием способа двусторонней ротационной сварки трением по любому из пп. 1-4 выполняют холодную прокатку или выполняют холодную прокатку после травления, а затем выполняют отжиг и нанесение покрытия.
8. Устройство для двусторонней ротационной сварки трением, содержащее два вращающихся инструмента, расположенных напротив друг друга на несваренном участке двух стальных полос, и управляющее устройство, которое управляет работой двух вращающихся инструментов, при этом:
указанное устройство для двусторонней ротационной сварки трением обеспечивает сварку стальных полос друг с другом, когда два вращающихся инструмента перемещаются в направлении сварки, прижимаясь к несваренному участку состыкованных или перекрывающихся стальных полос и вращаясь в противоположных направлениях относительно друг друга;
каждый из двух вращающихся инструментов имеет торцевую часть, имеющую форму круглой выпуклой криволинейной поверхности или круглой вогнутой криволинейной поверхности; причем
указанные торцевые части выполнены из более твердого материала, чем стальные полосы,
при этом если высота выпуклой криволинейной поверхности каждой торцевой части обозначается как dv (мм), то диаметр D (мм) каждой торцевой части и высота dv выпуклой криволинейной поверхности удовлетворяют формуле (4):
dv/D ≤ 0,06, (4)
при этом если глубина вогнутой криволинейной поверхности каждой торцевой части обозначается как dc (мм), то диаметр D (мм) каждой торцевой части и глубина dc вогнутой криволинейной поверхности удовлетворяют формуле (5):
dc/D ≤ 0,03. (5)
9. Устройство по п. 8, в котором каждая указанная торцевая часть имеет спиральный ступенчатый участок, проходящий в направлении, противоположном направлению вращения.
10. Устройство по п. 8 или 9, в котором управляющее устройство осуществляет управление таким образом, чтобы угол наклона α (°), под которым оси вращения двух вращающихся инструментов наклонены назад в направлении сварки относительно нормали к поверхности несваренного участка стальных полос, диаметр D (мм) каждой торцевой части и расстояние G (мм) между торцевыми частями двух вращающихся инструментов удовлетворяли формуле (1) и формуле (2), приведенным ниже:
0 ≤ α ≤ 3, (1)
0,25 × t – 0,2 × D × sin α ≤ G ≤ 0,8 × t – 0,2 × D × sin α, (2)
где t - толщина (мм) каждой стальной полосы для сварки встык стальных полос или общая толщина (мм) перекрывающихся стальных полос для сварки стальных полос внахлестку.
11. Устройство по п. 8 или 9, в котором диаметр D (мм) каждой указанной торцевой части удовлетворяет формуле (3):
4 × t ≤ D ≤ 20 × t, (3)
где t - толщина (мм) каждой стальной полосы для сварки встык стальных полос или общая толщина (мм) перекрывающихся стальных полос для сварки стальных полос внахлестку.
12. Установка для производства холоднокатаной стальной полосы, содержащая в дополнение к устройству двусторонней ротационной сварки трением по п. 8 или 9 секцию для холодной прокатки, которая осуществляет холодную прокатку сваренных стальных полос или секцию для холодной прокатки, которая осуществляет холодную прокатку сваренных стальных полос после травления в секции для травления.
13. Установка по п. 12, также содержащая секцию отжига, выполненную с возможностью отжига холоднокатаных стальных полос.
14. Установка для производства стальной полосы с покрытием, содержащая в дополнение к устройству двусторонней ротационной сварки трением по п. 8 или 9 секцию для холодной прокатки, которая осуществляет холодную прокатку сваренных стальных полос или секцию для холодной прокатки, которая осуществляет холодную прокатку сваренных стальных полос после травления в секции для травления, секцию отжига, выполненную с возможностью отжига холоднокатаных стальных полос, и секцию нанесения покрытия, выполненную с возможностью нанесения покрытия на отожженные стальные полосы.
| JP 2000334577 A, 05.12.2000 | |||
| JPWO 2007102280 A1, 30.07.2009 | |||
| WO 2017163115 A1, 28.09.2017 | |||
| ВАКУУМНОЕ ЭЛЕКТРОДУГОВОЕ УСТРОЙСТВО | 2006 |
|
RU2306366C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ПОЛОС | 2009 |
|
RU2518816C2 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ, СПОСОБ СВАРКИ С ИСПОЛЬЗОВАНИЕМ ЭТОГО УСТРОЙСТВА И ИЗДЕЛИЕ, ПОЛУЧАЕМОЕ ЭТИМ СПОСОБОМ СВАРКИ | 2007 |
|
RU2421313C2 |

