Изобретение относится к области холодильного машиностроения и, в особенности, к станкам для автоматической насадки ребер на трубы теплообменников.
Известны станки для насадки ребер, в которых трубы имеют заостренные наконечники. Недостатком этих конструкций является то, что они. сложгл и не выполняют операции закрепления ребер на трубах.
С целью устранения заказанного недостатка предлагаемый станок имеет механизм закрепления пластин, выполненный в виде установленной на направляющих колоннах подвижной траверсы с кулачками и пуансонами, служащими для отбортовки торца труб, внутренние каналы для подачн энергоносителя в полость труб, а также установленные в направляющих неподвижной плиты раздвижные колодки для зажима концов труб с роликами, которые взаимодействуют с кулачками траверсы, и, кроме того, шарнирно закрепленные на колодках подпружиненные вилочные выбрасыватели с фиксаторами. При этом механизм насадки пластин на трубы снабжен двумя пневматическими соплами, с.монтированными на траверсе, для предварительной насадки пластин на ребра.
Для предотвращения изгиба длинных и тоиких труб зажимное устройство можно располагать под углом, например, в 45°.
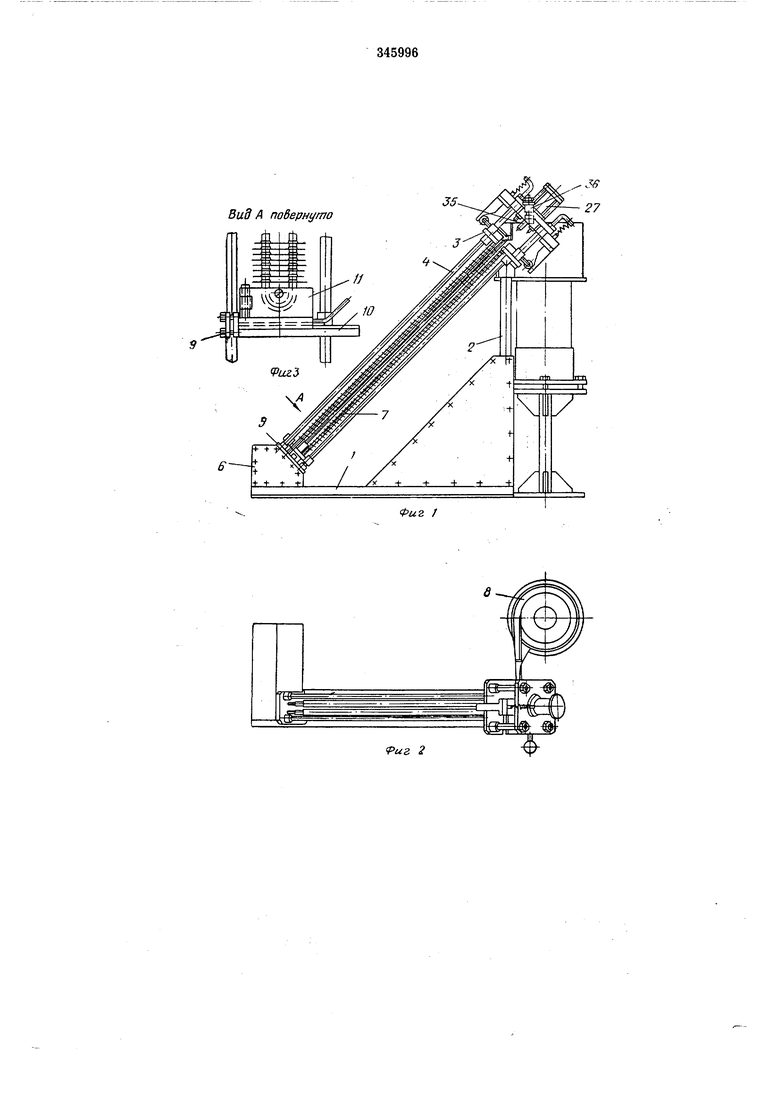
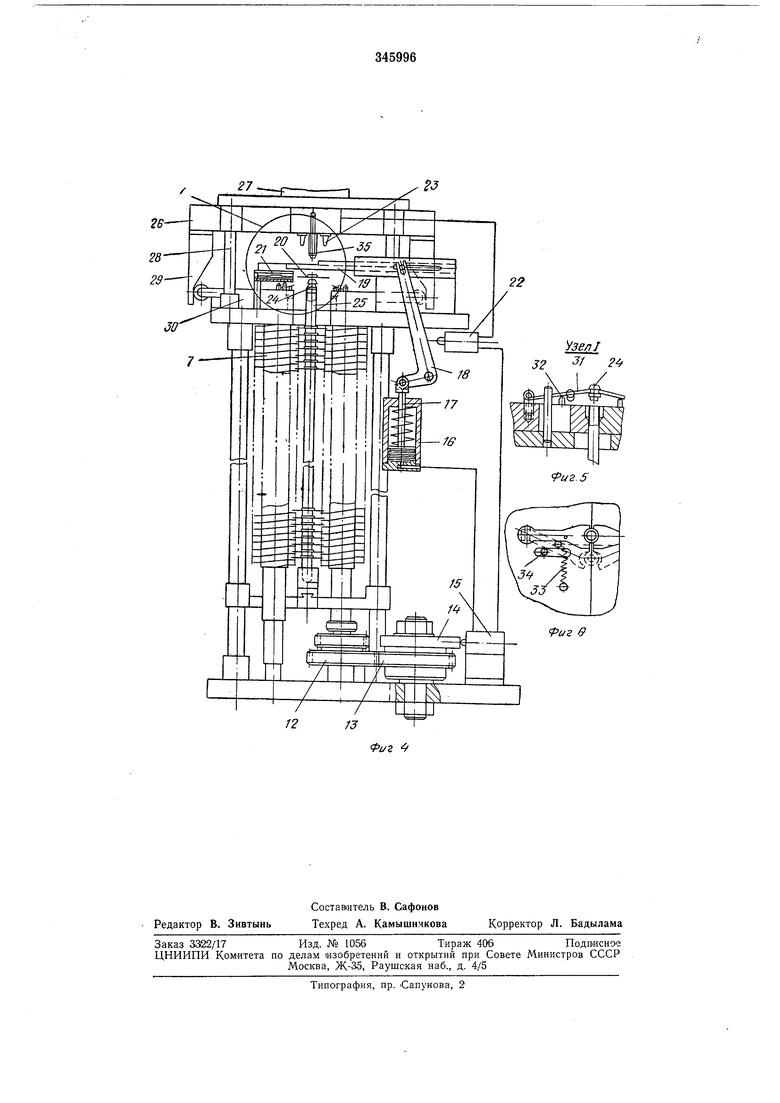
фиг. 2 - станок в плане; на фиг. 3 - вид по стрелке А; на фиг. 4 - схема механизма подачн и ориентации ребер; на фиг. 5 и 6 - узел I.
Па станине / (фиг. 1) установлена стойка 2, к которой нрикреплена плита 3, жестко связанная тягами 4 с плитой 5, прикрепленной к раме привода 6. Па плитах 3 и 5 в подшипниках распо.яагаются винтовые щпиндели 7. Для увеличения производительности насадки, отштампованные на прессах ребра собираются в тару и поступают в вибробункер 8 (фиг. 2), лоток которого подводится в зону насадкн.
Па тягах 4 с помощью разрезных втулок 9 (фиг. 3) закреплена поперечина 10, на которой смонтировано выдвижное зажимное устройство 11. Па одном из шпинделей щпонкой закреплен блок шестерен 12 (фиг. 4), шестерни которого могут входить в зацепление с шестерней 13, соединенной с кулачком 14,
В расчетный момент кулачок 14 включает клапан 15, который направляет воздух в цилиндр 16, и связанный шарнирно со штоком
17 рычаг 18 перемещает захват 19, который сдвигает ребро 20 из лотка 21 в зону насадки. В конце .хода рычаг 18 включает клапан 22. Сжатый воздух поступает в сопла 23 и с большой скоростью толкает ребро 20 на зали 7, вращаясь синхронно, захватывают ребро 20 винтовой спиралью и продвигают его ниже, и цикл повторяется. После полного оребрения труб змеевика нижнее ребро нажимает на рычаг концевого выключателя (на чертеже не показан) и вращение шпинделей прекращается. Затем включается гидроголовка, траверса 26 с помощью цилиндра 27 перемещается по направляющим 28, и кулачки 29 начинают смыкать разъемные колодки 30. Шарнирно-вилочные выбрасыватели 31 входят в проточки заостренных наконечников 24 (фиг. 5) и поднимают их, удаляя из труб змеевика до тех пор, пока вилочные выбрасыватели не поднимутся выше фиксаторов 32. Под действием пружины 33 (фиг. 6) вилочные выбрасыватели 31 поворачиваются в стороны до упора 34 и отбрасывают наконечники 24 в сторону. Плита 26, продолжая движение, смыкает клиньями 29 разъемные колодки 30, а пуансоны 35, войдя в концы колодками 30 труб, создают герметичное соединение. По сверлениям в пуансоне жидкость под давлением поступает в трубу змеевика, а воздух через сверление во втором пуансоне, связанное с поплавковым клапаном 36, удаляется в атмосферу. По достилсении заданного давления гидроголовка отключается, и процесс заканчивается.
Предмет изобретения
Станок для насадки пластин оребрения на трубы теплообменников, содержащий смонтированные на станине механизм зажима труб, выполненный в виде связанных меладу собой подвижной и неподвижной плит, а также механизм подачи пластин, соединенный с механизмом насадки пластин на трубы, и наконечник, вводимый в трубу, отличающийся тем, что, с целью повышения качества насадки труб, он снабжен механизмом крепления пластин, выполненным в виде установленной на направляющих колоннах, смонтированных
на станине, подвижной траверсы с закрепленными на ней и имеющими внутренние каналы для нодачи энергоносителя в полость трубы пуансонами для отбортовкн торца труб, и кулачками, а также размещенных в паправляющих, выполненных па неподвижной плите, раздвижных колодок с роликами для зажима концов труб, взаимодействующими с кулачками траверсы, при этом на колодках шарнирпо закреплены вилочные выбрасыватели наконечника и фиксаторы, а механизм насадки пластин на трубы снабжен двумя пневматическими соплами, смонтированными на траверсе, для предварительной фиксации пластин.
Вид А побернуто
Фиг /
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ ФОРМОВАНИЯ И СУШКИ ПЯТОЧНОЙ ЧАСТИ ЗАГОТОВКИ ОБУВИ | 1967 |
|
SU201933A1 |
| Устройство для сборки | 1981 |
|
SU984790A1 |
| ЛАБОРАТОРНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ОБУВИ | 1968 |
|
SU232057A1 |
| СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ОРЕБРЕННЫХ ТРУБ ВЫСОКОЧАСТОТНОЙ СВАРКОЙ | 1995 |
|
RU2067922C1 |
| УСТРОЙСТВО для ПОДАЧИ ЗАГОТОВОК ПРИ НАСАДКЕ РЕБЕР ИА ТРУБЫ ТЕПЛООБМЕННИКА | 1970 |
|
SU271485A1 |
| УСТРОЙСТВО для ЗАКРЕПЛЕНИЯ РЕБЕР НА ТРУБАХ ТЕПЛООБМЕННОЙ АППАРАТУРЫ | 1972 |
|
SU428835A1 |
| ГСО-ОЭНАЯ Т:^т;4--1-;-;кта1АЯ :.-;.':У;'?:;Л/Ч ( | 1971 |
|
SU300165A1 |
| КОНВЕКТИВНАЯ ПОВЕРХНОСТЬ НАГРЕВА, СПОСОБ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ КОНВЕКТИВНОЙ ПОВЕРХНОСТИ И УСТРОЙСТВО ДЛЯ ГИБКИ ОРЕБРЕННЫХ ТРУБ | 1993 |
|
RU2061945C1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ПРЕДВАРИТЕЛЬНО ОРЕБРЕННЫХ ПРЯМЫХ ТРУБ | 2000 |
|
RU2190817C2 |
| ПОЛУАВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ПАЙКИ | 1971 |
|
SU292738A1 |
2
