(54) УСТРОЙСТВО ДЛЯ СБОРКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки ребристых теплообменников | 1984 |
|
SU1303355A1 |
| Устройство для сборки ребристотрубных теплообменников | 1990 |
|
SU1734981A1 |
| УСТРОЙСТВО для СБОРКИ ПЛАСТИН с ДЕТАЛЯМИ ТИПАСТЕРЖНЕЙ | 1969 |
|
SU245717A1 |
| Автоматическая линия для сборки ребристых нагревателей | 1989 |
|
SU1710171A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Полуавтоматическая линия для сборки трубчатых секций теплообменников | 1982 |
|
SU1134336A1 |
| Устройство для изготовления теплообменников в виде труб со смонтированными на них пластинами | 1987 |
|
SU1461570A1 |
| СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ОРЕБРЕННЫХ ТРУБ ВЫСОКОЧАСТОТНОЙ СВАРКОЙ | 1995 |
|
RU2067922C1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ПОЛУСУХОГО ФОРМИРОВАНИЯ СТРУЖЕЧНО-ЦЕМЕНТНЫХ ПЛИТ | 2003 |
|
RU2263025C2 |
| Устройство для сборки ребристых теплообменников | 1987 |
|
SU1588527A1 |
1
Изобретение относится к механосборочному производству, в частности к оборудованию для сборки ребристых теплообменников.
Известен станок для насадки пластин оребрения на трубы теплообменников, содержащий смонтированные на основании механизм зажима труб, механизм подачи пластин, а также механизм крепления пластин на трубах 1.
Известно устройство для сборки, преимущественно секций ребристых теплообменников, содержащее смонтированные на основании и связанные с приводом возвратно-поступательного движения механизм щаговой подачи для ребер в виде подвижной плиты и механизм крепления ребер на трубах 2.
Однако известное устройство не обеспечивает повышения качества сборки и производительности.
Цель изобретения - повышение качества сборки и производительности.
Указанная цель достигается тем, что в устройстве для сборки, преимущественно секций ребристых теплообменников, содержащем смонтированные на основании и связанные с приводом возвратно-поступательного движения механизм шаговой подачи для ребер в виде подвижной плиты и механизм крепления ребер на трубах, механизм крепления ребер на трубах выполнен в виде связанной с приводом возвратнопоступательного движения и расположенной параллельно подвижной плите траверсы с коническими отверстиями, а также цанг, закрепленных одними концами в подвижной плите, а другими концами размешенных в конических отверстиях траверсы.
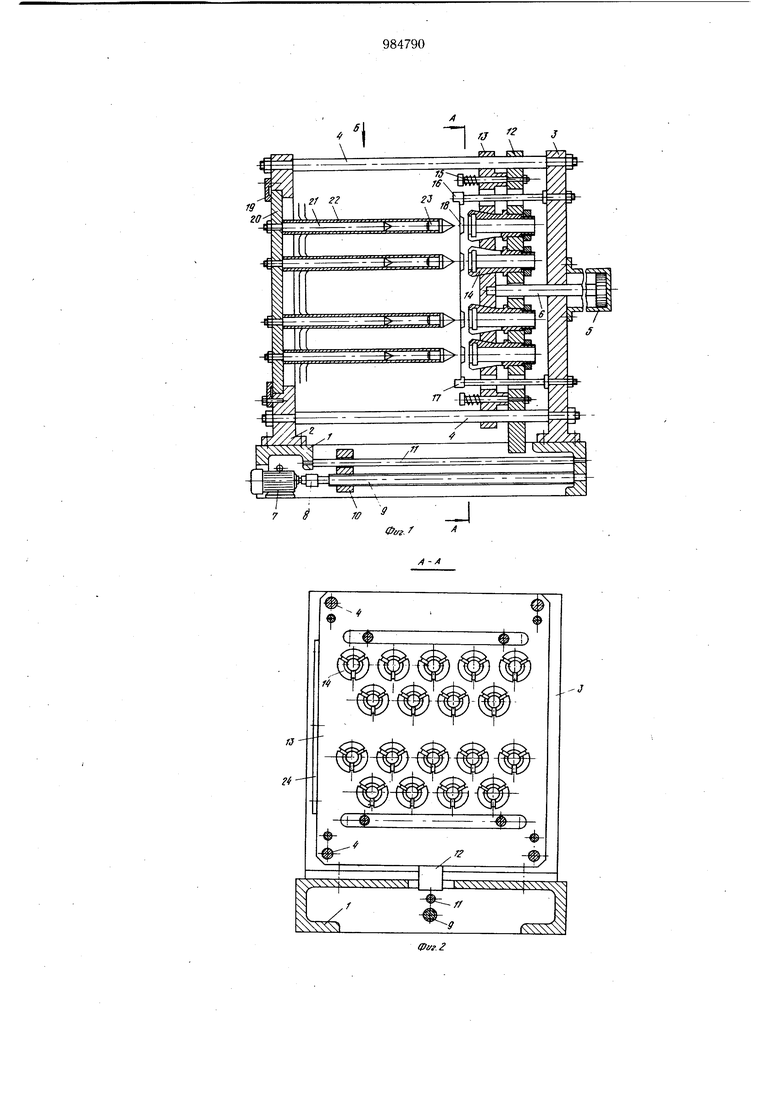
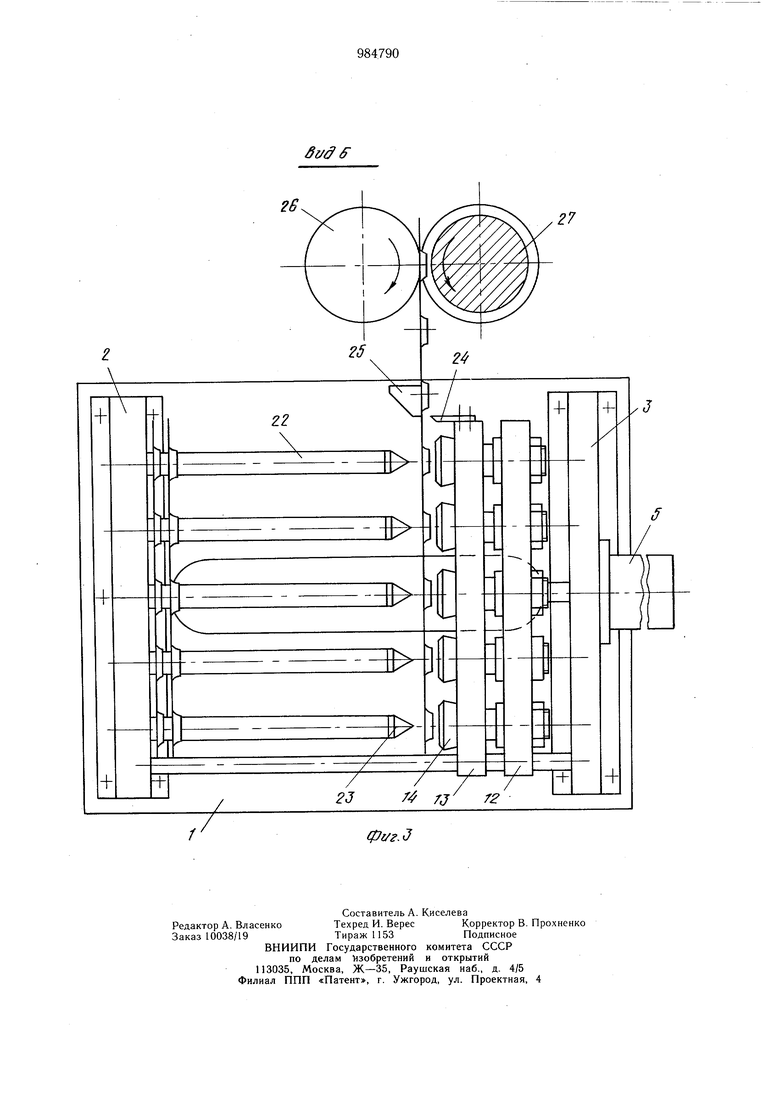
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - разрез А-А на фиг. I; на фиг. 3 - вид Б на фиг. 1.
Устройство содержит смонтированные
15 на основании 1 стойки 2 и 3, связанные между собой скалками 4, и привод возвратно-поступательного движения в виде силового цилиндра 5 со щтоком 6. Механизм щаговой подачи для ребер выполнен в виде
20 щагового электродвигателя 7, соединенного через муфту 8 с винтом 9, на котором расположена гайка-упор 10, удерживаемая от проворота осью 11, и подвижной плиты 12, установленной на скалках 4 с возможностью
возвратно-поступательного перемещения. Шаг резьбы винта 9 равен расстоянию между ребрами теплообменника. Механизм крепления ребер на трубах выполнен в виде жестко связанной со штоком б силового цилиндра 5 и установленной на скалках 4 траверсы 13 с коническими отверстиями, и цанг 14, закрепленных одними концами в подвижной плите 12, а другими концами размещенных в конических отверстиях траверсы 13. Траверса 13 подпружинена относительно подвижной плиты 12 пружинами 15. В стойке 3 закреплены планки 16 и 17, в которых расположено ребро 18, а в стойке 2 прихватами 19 удерживается кассета 20 со штырями 21, на которые устанавливаются трубы 22. В свободные концы труб 22 вставлены ориентирующие центры 23. На траверсе 13 закреплен подвижный нож 24, а на основании 1 закреплен неподвижный нож 25 и подающие ролики 26 и 27.
Устройство для сборки работает следующим образом.
Предварительно собранная кассета 20 с трубками 22, одетыми на щтыри 21, и ориентирующими центрами 23 усановлена на стойке 2 и закреплена прихватами 19.
При пуске устройства ребро 18 с заранее пробитыми и отбортованными отверстиями подается на планки 16 и 17 с помощью подающих роликов 26 и 27. При достижении заданного положения ребра 18 вращение роликов 26 и 27 прекращается, и приводится в движение шток 6 силового цилиндра 5, перемещающий плиту 12 и траверсу 13; при этом ребро 18 отрезается (от ленты) ножами 24 и 25, и отбортованные части ребра 18 попадают в отверстия цанг 14, которые перемещают ребро 18, одевая его отбортованные части через ориентирующие центры 23 на трубы 22 до тех пор, пока плита 12 не упрется в гайку-упор 10. При этом плита 12 останавливается, а щток 6 силового цилиндра 5, сжимая пружины 15, продолжает перемещать траверсу 13, благодаря чему происходит обжатие отбортованных частей ребра 18 лепестками цанг 14.
После этого шток 6 силового цилиндра 5 движется в обратном направлении, плита 12 и траверса 13 вновь прижимаются друг к другу пружинами 15 и возвращаются в исходное полол ение. Шаговый электродвигатель 7 проворачивает винт 9 на один оборот, и поскольку шаг резьбы равен шагу ребер набираемого теплообменника гайкаупор 10 переместится на ту же величину,
определяющую заданный шаг установки ребер. Процес.с повторяется до насадки необходимого количества ребер.
После окончания сборки шаговый электродвигатель 7 реверсируется, и гайкаупор 10 перемещается в исходное положение, соответствующее началу сборки. Кассета 20 с собранным теплообменником удаляется из устройства; после съе.ма теплообменника со щтырей 21 вновь собранная кассета 20 устанавливается в устройство, после чего
цикл повторяется.
Предлагаемое устройство по сравнению с известным обеспечивает сборку теплообменников практически с неограниченным количеством трубок, проходящих через одно
ребро, а наличие обжимных цанг обеспечивает Надежный контакт ребер со всеми трубами, что гарантирует высокие теплотехнические качества аппарата.
Формула изобретения
25
Устройство для сборки, преимущественно секций ребристых теплообменников, содержащее смонтированные на основании и связанные с приводом возвратно-поступательного движения механизм шаговой подачи для ребер в виде подвижной плиты и механизм крепления ребер на трубах, отличающееся тем, что, с целью повышения качества сборки и производительности, механизм крепления ребер на трубах выполнен в виде связанной с приводом возвратнопоступательного движения и расположенной параллельно подвижной плите траверсы с коническими -отверстиями, а также цанг, закрепленных одними концами в подвижной плите и размещенных другими концами в конических отверстиях траверсы.
Источники информации, принятые во внимание при экспертизе
№ 471934, кл. В 23 Р 45/26, 1971 (прототип).
