Изобретение относится к области металлообработки резцами.
Известны способы механической обработки деталей, устанавливаемых во вращающемся патроне и базируемых, например, на жестких опорах.
Цель изобретения - уменьщение крутящего момента, возникающего при обработке и повышение точности обработки. Для этого по предлагаемому элементу помимо основного инструмента обработку ведут многолезвийным инструментом типа фрезы, который устанавливают против основного инструмента, располагая режущие лезвия основного и дополнительного инструментов на общей линии, проходящей через центр вращения детали, и вращают дополнительный инструмент со скоростью резания в направлении, противоположном направлению вращения детал и обеспечивающем в зоне контакта многолезвийного инструмента с деталью попутное направление их векторов скорости.
Описываемый способ поясняется чертежом.
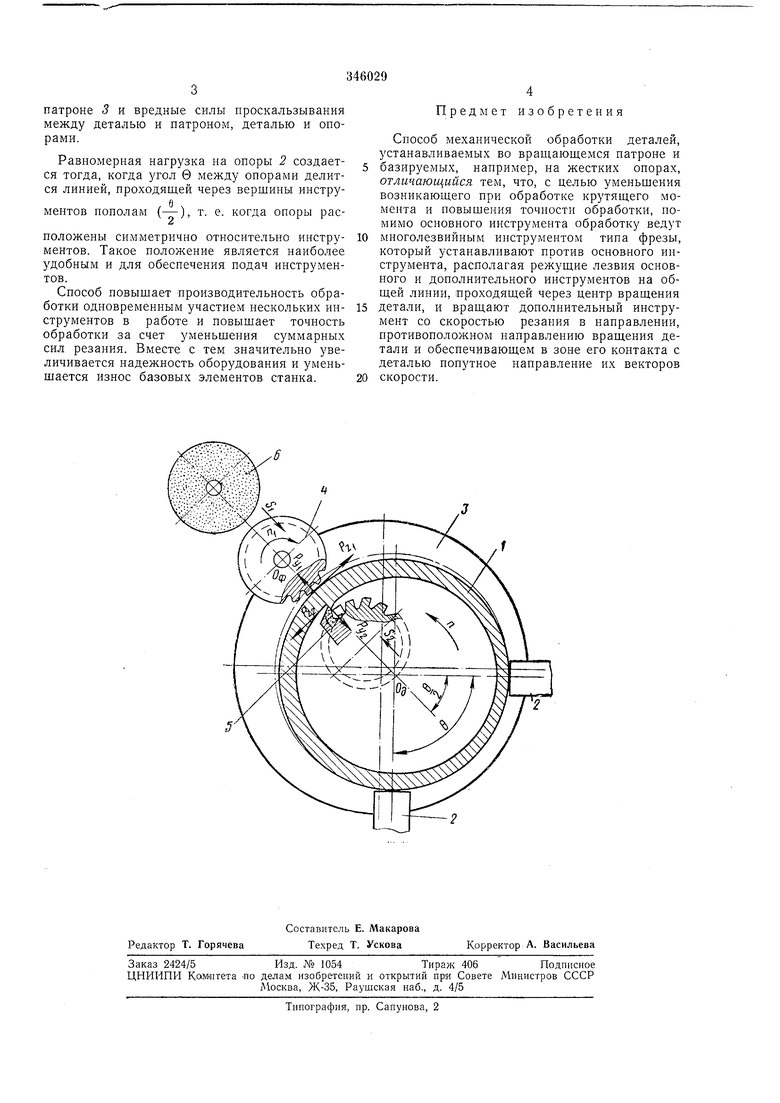
Деталь 1 установлена на жестких опорах 2 эксцентрично по отношению к центру магнитного патрона 3 и прижата к нему торцом. С наружной стороны детали / установлена фреза 4, а с внутренней - резец 5.
Вершина резца 5 расположена на линии, проходящей через центры вращения фрезы Оф и детали Од.
Комбинация инструмента может быть различной: фреза - с внутренней, а резец - с наружной стороны детали. Возможно применение шлифовального круга 6 в любой комбинации с инструментами. Не исключена возможность применения в одной из позиций
анодномеханического, электроэрозионного и другого инструментов.
Способ осуществляется следующим образом. При вращении детали в направлении п
фрезе 4 сообщают подачу Si и вращение в направлении tii, вызывающем тангенциальную силу Рг, , в направлении, противоположном тангенциальной силе резания PZ, от резца 5. Подача на резец 5 определяется как смещением детали / на жестких опорах за счет уменьшения наружного диаметра, так и перемещением 52 резца 5.
Крутящий момент патрона определяется алгебраической суммой тангенциальных сил
резания PZ, -)-(-Рг), а радиальная сила, вызывающая деформацию детали и частично реакции в опорах, - соответственно алгебраической суммой радиальных сил резания резца и фрезы Ру +(-Руг.)- В результате значипатроне 3 и вредные силы проскальзывания между деталью и патроном, деталью и опорами.
Равномерная нагрузка на опоры 2 создается тогда, когда угол в между опорами делится линией, проходящей через вершины инструментов пополам (-), т. е. когда опоры расZi
положены симметрично относительно инструментов. Такое положение является наиболее удобным и для обеспечения подач инструментов.
Способ повышает производительность обработки одновременным участием нескольких инструментов в работе и повышает точность обработки за счет уменьшения суммарных сил резания. Вместе с тем значительно увеличивается надежность оборудования и уменьшается износ базовых элементов станка.
Предмет изобретения
Способ механической обработки деталей, устанавливаемых во врап1.аюш,емся патроне и базируемых, например, на жестких опорах, отличающийся тем, что, с целью уменьшения возникающего при обработке крутящего момента и повышения точности обработки, помимо основиого инструмента обработку ведут
многолезвийным инструментом типа фрезы, который устанавливают против основного инструмента, располагая режущие лезвия основного и дополнительного инструментов на общей линии, проходящей через центр вращения
детали, и вращают дополнительный инструмент со скоростью резания в направлении, противоположном паправлению вращения детали и обеспечивающем в зоне его контакта с деталью попутное направление их векторов
скорости.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки на токарном станке, имеющем узел с вращающимся валом, и устройство для его реализации | 2019 |
|
RU2739461C1 |
| Способ обработки деталей с круглыми и многогранными поверхностями | 1989 |
|
SU1650372A1 |
| Способ поштучного точения торцевых и фасонных поверхностей | 1978 |
|
SU764848A1 |
| Способ обработки резанием | 1989 |
|
SU1703258A1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ | 2003 |
|
RU2247007C2 |
| Свободно вращающийся резец | 1982 |
|
SU1079369A1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ И РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2514243C1 |
| Станок для обработки изделий многолезвийным инструментом с круговой подачей | 1990 |
|
SU1764827A1 |
| Способ механической обработки и устройство для его осуществления | 1989 |
|
SU1838047A3 |
| Способ строгания нелинейных поверхностей тонкостенных деталей лопаточных машин и инструмент для его реализации | 2023 |
|
RU2818545C1 |
