1
Изобретение относится к металло-обработке и может быть использовано для течения торцовьах и фасонных поверхностей .
Известен способ попутного точения, 5 при котором деталь и многолезвийный инструмент вращают в противоположные стороны вокруг параллельных осей и перемещают относительно друг друга 1
Недостатком известного способа яв- Ю ляется повьиоенная трансформация углов резания и толщин среза с ростом припуска, снимаемого одним резцом, что ухудшает условия обработки.Кроме того, ограничения по величине 5 припуска, снимаемого одним рездом при попутном точении, снижают технологические возможности способа.
Цель изобретения - улучшение условий обработки и расширение техно- 20 логических возможностей путем коррекции углов резания и толщины среза.
Указанная цель достигается тем, что в известном способе детали со- 25 общают однонаправленное с ее вращением и движением режущих элементов в зоне формообразования дополнительное танг генциальное перемещение с переменной подачей.30
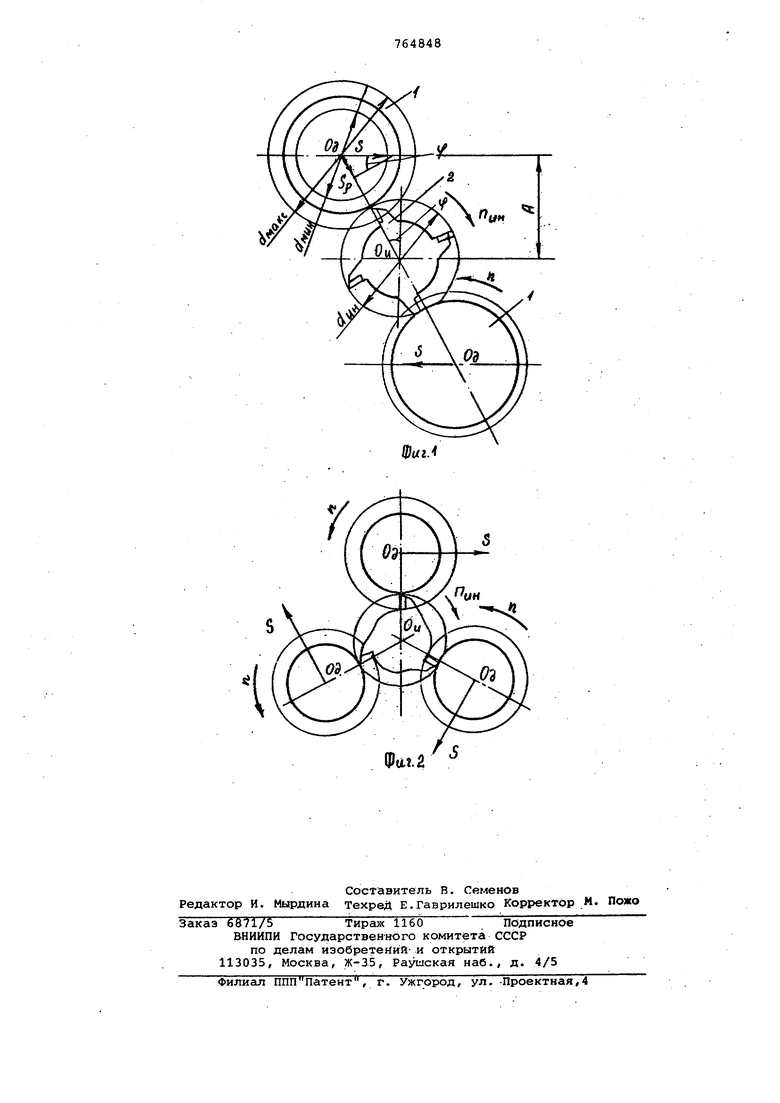
На фиг. 1 представлена схема точения двух деталей; на фиг. 2 - схема точения трех деталей, конечное положение.
Детали 1 устанавливают относительно многолезвийного инструмента 2 с возможностью тангенциального перемещения, при этом оси деталей и инструмента параллельны линии тангенциального перемещения детали 1. Проходящая через центр вращения деталь находится на расстоянии А от центра вращения О и инструмента 2.
В исходном положении деталь 1 не касается инструмента 2. Многолезвийному инструменту 2 сообщают вращение с частотой HUJ . Деталь 1 вращают с частотой п и тангенциально перемещают относительно инструмента с подачей S.Направление тангенциального перемещения совпадает с направлением движения режущих элементов и вращением детали в зоне формообразования, т.е. в зоне формирования минимального диаметра детали d соответствующей конечному положению обработки. В процессе обработки диаметр детали изменяется от d|(|awДO .При этом 2(A-duH/2)
Радиальная составляющая Sp тан генциальной подачи S.направленная по линии центров Од 0, , определяет при постоянной глубине припуска тоЛцину среза и зависит от текущего угла контакта чз , измеряемого между нормально к тангенциальному перемещению и линией центров ОдОи и величины текущей тангенциальной подачи S5р s sin .
Величина трансформации углов резания и толщин среза, определяемая изменением отклонения каждого режущего элемента в процессе резания от линии центров 0 0, , поддерживается в заданных пределах за счет введения тангенциальной подачи и путем непрерывного изменения ее в процессе резания. Закон изменения тангенциальной подачи S выбирают с учетом обрабатываемого материала, габаритных размеров детали и инструмента и режимов резания таким образом, чтобы обеспечить наиболее благоприятную трансформацию в допустимых пределах углов резания и толщины среза.
Возможна установка деталей 1 по. трем(фиг.2) и более тангенциальным направлениям относительно инструмента 2 при условии уравновешивания радиальных сил резания,
Способ позволяет,увеличить технологические возможности попутного точения и улучшить условия обработки путем уменьшения трансформации углов резания и толщины среза.
Например, задавая предел допустимой трансформации углов резания при
попутном точении 10, и имея параметры обработки dMaKc 200 MM,, 1бОмм, d 200ttM,TO в случае обработки известным способом попутного точения при снятии всего припуска одним резцом,трансформация углов резания составляет 24 ,что выходит за границы допуска}при обработке предложенным способом, изменяя тангенциальную подачу от 0,6 до 2 ( pg ) для трансформация углов резания находится в допустимых пределах и составляет примерно б°.
Формула изобретения
Способ попутного точения торцовых и фасонных поверхностей, при котором деталь и многолезвийный инструмент вращают в противоположные стороны
вокруг параллельных осей и перемещают относительно друг друга, отличающийся тем, что, с целью улучшения условий обработки и расширения технологических возможностей
путем коррекции углов резания и толщины среза, детали сообщают однонаправленное с ее вращением и движением режущих элементой в зоне формообразования дополнительное тангенциальное
перемещение с переменной подачей.
Источники информации, принятые во внимание при экспертизе
1. Шаумян Г. А. Кузнецов Н. М. и Волчкевич Л. И. Автоматизация производственных процессов. М., 1967, .с. 157, фиг. 87а.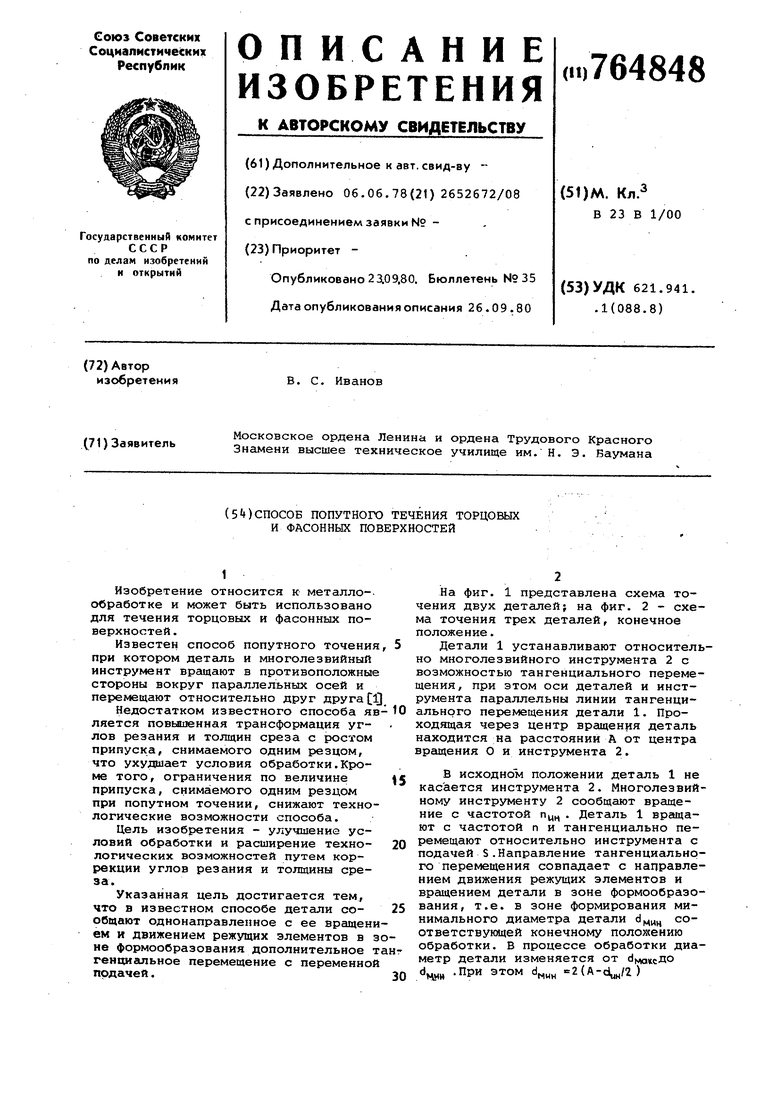

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ тангенциального точения | 1982 |
|
SU1144769A1 |
| Способ тангенциального точения торцевых поверхностей тел вращения | 1983 |
|
SU1166897A1 |
| Способ обработки деталей типа тел вращения | 1985 |
|
SU1301564A1 |
| Способ тангенциального точения | 1974 |
|
SU480497A1 |
| Способ тангенциального точения | 1985 |
|
SU1373471A1 |
| Способ тангенциального точения | 1985 |
|
SU1263427A1 |
| Способ токарной обработки | 1969 |
|
SU302921A1 |
| КОМБИНИРОВАННЫЙ ИНСТРУМЕНТВСЕСОЮЗНАЯ | 1972 |
|
SU338308A1 |
| Способ тангенциального точения | 1977 |
|
SU621480A1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ | 2003 |
|
RU2247007C2 |