СО
С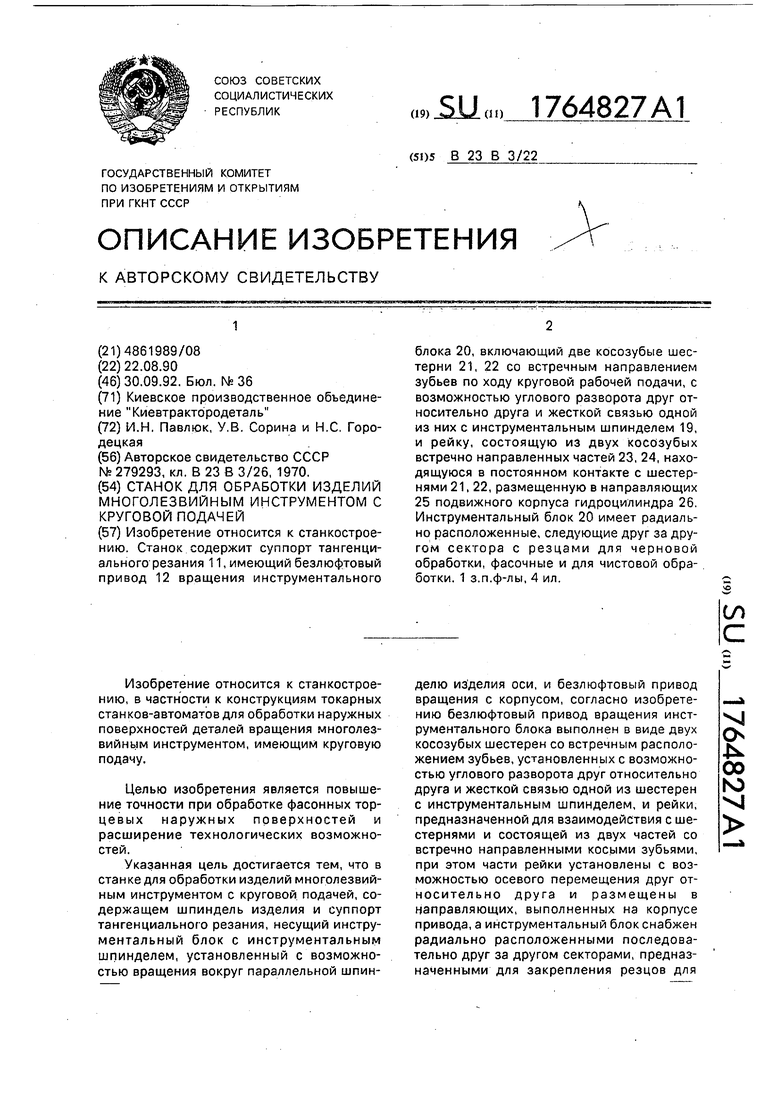


| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ОБРАБОТКИ ВРАЩАЮЩИМСЯ МНОГОЛЕЗВИЙНЫМ ИНСТРУМЕНТОМ | 1971 |
|
SU422537A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074794C1 |
| Автоматическая линия для бесцентровой обработки деталей | 1988 |
|
SU1646796A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 1997 |
|
RU2123915C1 |
| Станок для обработки коническихзубчАТыХ КОлЕС | 1979 |
|
SU848201A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 1984 |
|
SU1349114A1 |
| Зубофрезерный станок для зубофрезерования цилиндрических колес с криволинейными по длине зубьями | 1990 |
|
SU1808535A1 |
| Зубофрезерный станок | 1977 |
|
SU864692A1 |
| Зубофрезерный станок | 1985 |
|
SU1255316A1 |
| Станок для обработки поршней | 1976 |
|
SU656744A1 |

Изобретение относится к станкостроению. Станок содержит суппорт тангенциального резания 11, имеющий безлюфтовый привод 12 вращения инструментального блока 20, включающий две косозубые шестерни 21, 22 со встречным направлением зубьев по ходу круговой рабочей подачи, с возможностью углового разворота друг относительно друга и жесткой связью одной из них с инструментальным шпинделем 19, и рейку, состоящую из двух косозубых встречно направленных частей 23, 24, находящуюся в постоянном контакте с шестернями 21, 22, размещенную в направляющих 25 подвижного корпуса гидроцилиндра 26. Инструментальный блок 20 имеет радиаль- но расположенные, следующие друг за другом сектора с резцами для черновой обработки, фасочные и для чистовой обработки. 1 з.п.ф-лы, 4 ил.
Изобретение относится к станкостроению, в частности к конструкциям токарных станков-автоматов для обработки наружных поверхностей деталей вращения многолезвийным инструментом, имеющим круговую подачу.
Целью изобретения является повышение точности при обработке фасонных торцевых наружных поверхностей и расширение технологических возможностей.
Указанная цель достигается тем, что в станке для обработки изделий многолезвийным инструментом с круговой подачей, содержащем шпиндель изделия и суппорт тангенциального резания, несущий инструментальный блок с инструментальным шпинделем, установленный с возможностью вращения вокруг параллельной шпинделю из делия оси, и безлюфтовый привод вращения с корпусом, согласно изобретению безлюфтовый привод вращения инструментального блока выполнен в виде двух косозубых шестерен со встречным расположением зубьев, установленных с возможностью углового разворота друг относительно друга и жесткой связью одной из шестерен с инструментальным шпинделем, и рейки, предназначенной для взаимодействия с шестернями и состоящей из двух частей со встречно направленными косыми зубьями, при этом части рейки установлены с возможностью осевого перемещения друг относительно друга и размещены в направляющих, выполненных на корпусе привода, а инструментальный блок снабжен радиально расположенными последовательно друг за другом секторами, предназначенными для закрепления резцов для
XI
О
N
00
ю XJ
черновой обработки, чистовой и снятия фасок.
Кроме того, станок снабжен суппортом продольных перемещений, установленным оппозитно суппорту тангенциального резания.
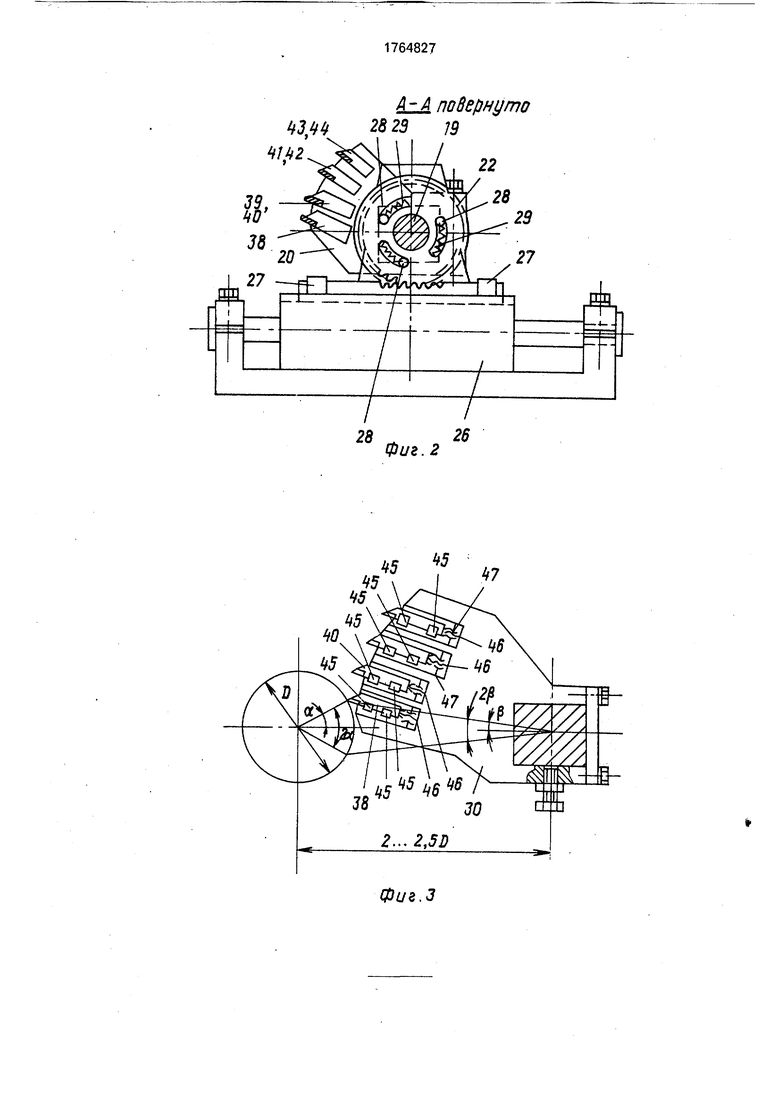
На фиг. 1 показан станок, кинематическая схема; на фиг. 2 - то же, разрез А-А на фиг. 1; на фиг. 3 - то же, резцеблок с секторным расположением резцов; на фиг, 4 - вид В на фиг. 3.
Станок для обработки наружных поверхностей многолезвийным инструментом с круговой подачей содержит станину 1, на которой установлены передняя бабка 2 со шпинделем изделия 3, на одном конце которого установлена гидропластовая оправка 4, на другом - привод зажима изделия 5 и механизм разгрузки шпинделя 6, который через ременной вариатор 7 связан с приводом главного движения 8, суппорт продольных перемещений 9 с гидроприводом 10, расположенный оппозитно суппорту тангенциального резания 11 с безлюфтовым приводом круговой подачи 12, заднюю бабку 13 с пневмоприводом, автооператор загрузки и выгрузки 14, лоток заготовок 15 и лоток обработанных деталей 16.
Суппорт тангенциального резания 11 имеет корпус 17, в котором в опорах скольжения 18 размещен инструментальный шпиндель 19 с резцеблоком 20. Безлюфто- вый привод круговой подачи 12 инструментального шпинделя 19 имеет две косозубые шестерни 21, 22 со встречным расположением зубьев, установленных с возможностью углового разворота друг относительно друга. Шестерни 21, 22 взаимодействуют с рейкой, состоящей из двух отдельных, имеющих возможность осевого перемещения одной относительно другой частей 23, 24 и расположенную в направляющих 25 подвижного корпуса гидроцилиндра 26 суппорта для тангенциального резания 11, Обе части рейки выполнены косозубыми со встречным направлением зуба по направлению движения рабочей подачи корпуса гидроцилиндра 26.
Суппорт продольных перемещений 9 расширяет технологические возможности станка, позволяет обрабатывать довольно сложные детали продольным точением, разгружая при этом суппорт для тангенциального резания 11 от выполнения целого ряда операций, не требующих высокого качества или имеющих большую длину обработки, как проточка поясков, обработка заходного конуса в деталях типа гильз цилиндров.
Для жесткой фиксации частей рейки 23, 24 в корпусе 26 имеются прижимные кулачки 27. Шестерня 21 жестко связана с инструментальным шпинделем 19 и имеет поводок 28, взаимодействующий с упругим элементом 29 шестерни 22, обеспечивая уг- ловой разворот шестерен 21,22 одной отно- сительно другой на величину зазора в соединении шестерня-рейка, при этом величина бокового зазора между зубом рейки и шестерни пропорциональна разности величин боковых зазоров для первой и второй групп контактирующих передач (шестерня 21 - часть рейки 23; шестерня 22 и часть рейки 24) и обратно пропорциональна углу наклона зуба, что обеспечивает практически
безлюфтовую круговую рабочую подачу, повышается жесткость системы, система становится виброустойчивой, несмотря на применение усилий резания в процессе обработки. Инструментальный шпиндель 19 с
резцеблоком 20, размещенный в поперечном суппорте 11, совершает только круговое перемещение со скоростью рабочей подачи и параллелен шпинделю изделия 3, а резцеблок 20 имеет корпус 30 с секторами
31-37, в которых последовательно расположены черновые резцовые блоки 38-40, фа- сочные 41, 42 и чистовые 43, 44, имеющие радиальное расположение по отношению к центру вращения детали. В корпусе 30 расположены клиновые зажимы 45, упоры 46, 47. Упоры 46, 47 служат для тонкой подрегулировки резцов, выставления на размер в отдельно стоящем настроечном приспособлении и дают возможность подрегулировать
резцы прямо в резцеблоке 20.
Клиновые зажимы 45 обеспечивают жесткость установки резцовых блоков в секторах резцеблока 20. Угол наклона резца в исходном положении к линии центров должен выбираться минимальным и обратно пропорциональным расстоянию между центрами шпинделей, чем больше расстояние, тем меньше угол наклона, тем меньше изменяется усилие резания при повороте резцеблока, тем меньше нагрузка на инструментальный шпиндель, меньше время обработки, но увеличение расстояния между шпинделями отрицательно сказывается на жесткости системы, увеличивается крутящий момент от сил резания, следовательно требуется более энергомощный привод.
Исходя из вышеизложенного, оптимальное расстояние между центрами шпинделей не более чем в 2...2,5 раза больше
диаметра обрабатываемой детали, при этом угол а - угол дуги обработки детали - в 3...4 раза больше угла поворота резца на рабочей подаче /3 . Такое соотношение между углами обеспечивает компактное расположение секторов с резцами на резцеблоке, уменьшает значительно время обработки, позволяет установить производительную скорость подачи, так как при обработке имеет место незначительное изменение усилия резания за счет изменения переднего угла. Формула изобретения 1. Станок для обработки изделий многолезвийным инструментом с круговой подачей, содержащий шпиндель изделия и суппорт тангенциального резания, несущий инструментальный блок с инструментальным шпинделем, установленный с возможностью вращения вокруг параллельной шпинделю изделия оси, и безлюфтовый привод вращения с корпусом, отличающийся тем, что, с целью повышения точности при обработке фасонных торцевых наружных поверхностей и расширения технологических возможностей, безлюфтовый привод вращения инструментального блока выполнен в виде двух косозубых шестерен со встречным
и
W 11111811 16
1 3 jLJ.
г--7-D P to / A nun«
т
Mi -M U
ъШ ни °
расположением зубьев, установленных с возможностью углового разворота друг относительно друга и жесткой связью одной из шестерен с инструментальным шпинде- 5 лём, и рейки, предназначенной для взаимодействия с шестернями и состоящей из двух частей со встречно направленными косыми зубьями, при этом части рейки установлены с возможностью осевого перемещения друг 10 относительно друга и размещены в направляющих, выполненных на корпусе привода, а инструментальный блок снабжен радиаль- норасположенными последовательно друг за другом секторами, предназначенными 15 для закрепления резцов, предназначенных для черновой обработки, чистовой и снятия фасок.
J
Фю.1
А-А повернуто
М,М 2823 19
4lfi2- I /99
/
Фиг. 2
Фиг.З
Фиг Л
| СТАНОК ДЛЯ ТОКАРНОЙ ОБРАБОТКИ ИЗДЕЛИЙ ВРАЩАЮЩИМСЯ МНОГОЛЕЗВИЙНЫМ ИНСТРУМЕНТОМ | 0 |
|
SU279293A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
