Известен способ непрерывной разливки металлов ПОЙ давлением инертного газа в герметично закрытом кристаллизаторе и с рафинированием металла путем продувки его инертнйм газом. При осуществлении такого способа наблюдаются большой расход инертного газа и невозможность поддержания уроня металла в кристаллизаторе.
Предлагаемый способ отличается тем, что инертный газ подается в кристалл изатор под давлением большим, чем давление стблба жкркого металла на мениске в кристаллизаторе, причем, уровень металла в кристаллизаторе определяют положением нижнего торца разливочного стакана, а избыток газа пропускают через стакан в промежуточную емкость рафинируя металл, поступающий в кристаллизатор.
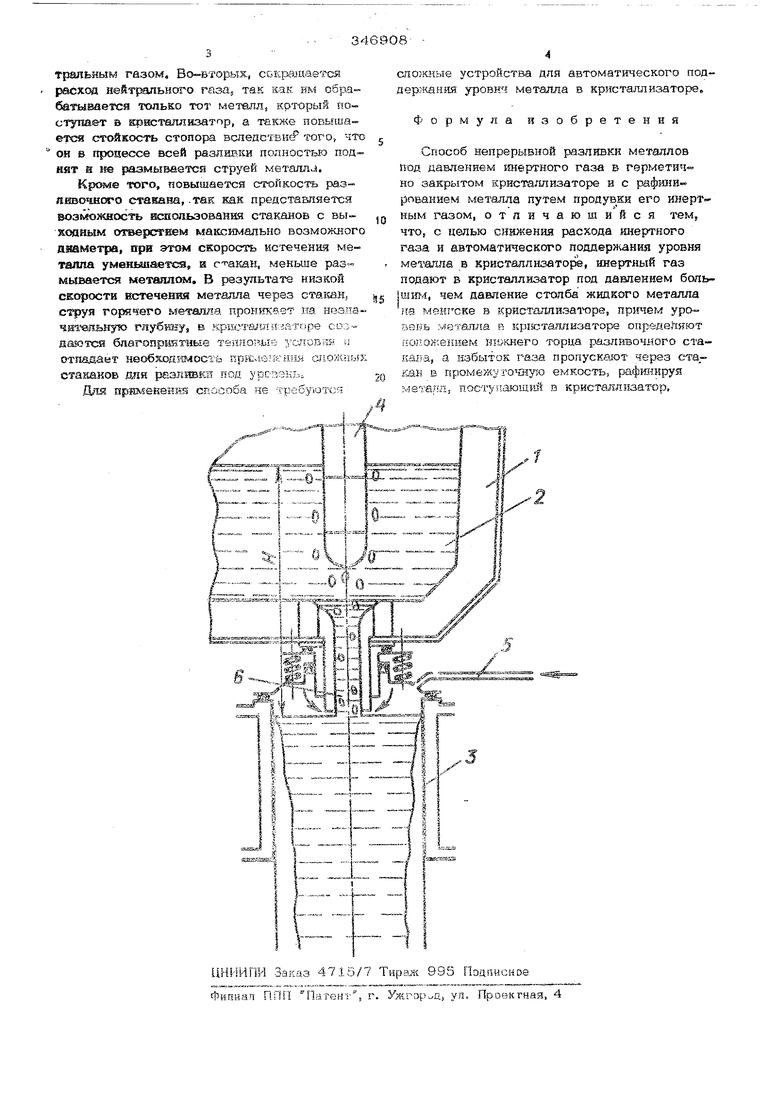
На чертеже показана схема осуществления предлагаемого способа непрерывной разливки металлов.
Промежуточную емкость 1 с расплавленным металлом 2 устанавливают на кристаллизатор 3. Стопор промежуточной емкости 4 открывают, и в полость кристаллизатора
по трубопроводу 5 подают нейтральный паз под давлением Р НВ , где У - уделный вес металла.
Нейтральный газ после заполнения полости кристаллизатора стравливается в промежуточную емкость 4 через разливочный стакан 6, осуществляя рафинирование поступающего в кристаллизатор жидкого металла.
После того, как уровень металла в кри сталлизаторе достет-нет торца разливочного , поступление металла в него прекращается. Затем включают механизмы для вытагвваввя слитка из кристаллизаторов, при этом уровень металла в последнем продолжает поддерживаться по нижнему торцу стакана независимо от скорости вытягивания слитка.
Расход газа в процессе разливки регулируют пропорционально скорости разливки металла.
Г едиагаемый способ прост в осушест.вленвн в дает следующие преимущества переа известными способами разливки. Во-первых, не требуется перегрева металла перед его непрерывной разливкой и продувкой ней
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ непрерывного литья заготовок и устройство для его осуществления (его варианты) | 1983 |
|
SU1212690A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2006 |
|
RU2337789C2 |
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МАЛОУГЛЕРОДИСТОЙ СТАЛИ ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1993 |
|
RU2021077C1 |
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2037367C1 |
| Промежуточный ковш для непрерывной разливки стали | 2016 |
|
RU2644095C2 |
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ СТАЛИ С ОСОБО НИЗКИМ СОДЕРЖАНИЕМ УГЛЕРОДА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1993 |
|
RU2031755C1 |
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ СТАЛИ ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2092271C1 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛА В ПРОЦЕССЕ ПОТОЧНОГО ВАКУУМИРОВАНИЯ ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1993 |
|
RU2056970C1 |
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА В ПРОЦЕССЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 1993 |
|
RU2048246C1 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛА В ПРОЦЕССЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 1993 |
|
RU2034680C1 |
