Изобретение относится к области металлургии и может быть использовано, в частности, в промежуточных ковшах установок для непрерывной разливки стали.
Известен промежуточный ковш, оснащенный разделительными перегородками с образованием приемной и разливочной камер. В перегородках выполнены каналы для перетекания стали из приемной в разливочные камеры, см. Д.Я. Поволоцкий и др. "Внепечная обработка стали", Москва, МИСиС, 1995 г., с. 181-182.
При использовании такой конструкции изменение уровня металла в промежуточном ковше может привести к затягиванию каналов перегородки шлаком и выводу промежуточного ковша из эксплуатации. Кроме того, вероятность флотации мелких неметаллических включений к границе раздела металл - шлак низкая.
Известен промежуточный ковш для непрерывной разливки металла, включающий футерованный корпус, разливочные стаканы, приемную и разливочные камеры, разделенные перегородкой, в которой выполнены верхний, средний и нижний ряды переливных каналов. Со стороны разливочной камеры из тела перегородки выходит горизонтальное щелевое сопло (Патент РФ №2185261, дата публикации: 20.07.2002 г.).
Недостатком данного промежуточного ковша является неустойчивая работа, которая заключается в том, что происходит размывание щели, что приводит к неравномерной подаче инертного газа по сечению ковша и неэффективному удалению неметаллических включений. Выполнение сплошного щелевидного сопла в основании перегородки ослабляет сечение перегородки.
Известен промежуточный ковш машины непрерывного литья заготовок, содержащий приемную и раздаточную камеры, отделенные одна от другой вертикальной перегородкой, размещенной над пористым огнеупорным блоком для продувки газом и установленной между участком подачи струи металла в промежуточный ковш и разливочным стаканом, при этом в перегородке расположены сообщенные между собой в горизонтальном и вертикальном направлениях каналы для прохождения металла (Патент SU 1738469 А1).
Недостатком данного промежуточного ковша является сложность изготовления вертикальной перегородки и относительно небольшая площадь проходного сечения для поступления ламинарных потоков металла в раздаточную камеру.
Известен промежуточный ковш для непрерывной разливки металла, включающий футерованный корпус, разливочные стаканы, приемную и разливочные камеры, разделенные перегородкой, в которой выполнены верхний, средний и нижний ряды переливных каналов, в теле перегородки выполнен газоподводящий канал, отличающийся тем, что в нижней части перегородки со стороны разливочной камеры выполнен пористый блок, внутри которого размещена перфорированная труба, соединенная с газоподводящим каналом (Патент РФ 57165 U1).
Недостатком данного промежуточного ковша является неполное удаление тугоплавких неметаллических включений при движении их в потоке металла и недостаточно эффективное использование аргона при подаче его через пористые продувочные блоки, находящиеся со стороны разливочной камеры.
Известен промежуточный ковш для непрерывной разливки металла, включающий футерованный корпус, разливочные стаканы, приемную и разливочную камеры, разделенные огнеупорной перегородкой, в которой выполнены переливные каналы, и содержащий пористый продувочный блок в нижней части перегородки со стороны приемной и разливочной камеры. Внутри блока размещена перфорированная труба (Патент РФ №78451, дата публикации: 27.11.2008 г.). Такая конструкция является ближайшим аналогом предлагаемому изобретению.
Недостатком данного промежуточного ковша является неполное удаление тугоплавких неметаллических включений при движении их в потоке металла и недостаточно эффективное использование аргона при подаче его через пористые продувочные блоки, находящиеся со стороны приемной и разливочной камеры. Повышенное количество подаваемого газа через продувочные блоки со стороны приемной и разливочной камеры может создавать размывающие потоки металла и отрицательно сказывается на стойкости футеровки промежуточного ковша.
Технический результат, достигаемый при использовании предлагаемого изобретения, заключается в улучшении степени очистки стали от неметаллических включений и повышении качества стали.
Технический результат достигается следующим образом. Промежуточный ковш для непрерывной разливки стали включает футерованный корпус, разливочные узлы, приемную и разливочную камеры жидкого металла, огнеупорную рафинирующую перегородку, которая делит объем жидкого металла, находящегося в ковше, на две части. Одна часть находится со стороны приемной камеры, в которую поступает жидкий металл из сталеразливочного ковша, другая часть находится со стороны разливочной камеры, из которой жидкий металл поступает в кристаллизатор. Перегородка имеет по меньшей мере одно окно, через которое жидкий металл со стороны приемной камеры поступает в разливочную камеру. В нижней части окна перегородки имеются углубление в центральной ее части, куда устанавливается мультиканальная вставка, а также распределительная камера, соединенная с трубкой для подачи инертного газа, который подается через вставку в горизонтальный поток металла, проходящий через окно перегородки.
Пузырьки инертного газа в окне рафинирующей перегородки при выходе из пористого материала получают горизонтальную скорость от влияния потока металла в окне перегородки. Это увеличивает время взаимодействия пузырька газа с неметаллическим включением, находящимся в металле, и повышает вероятность флотации неметаллического включения, адсорбированного пузырьком, в верхний слой металла на границу раздела металл - шлак.
Настоящее изобретение включает в себя и другие модификации, выполненные без отклонения от существа настоящего изобретения.
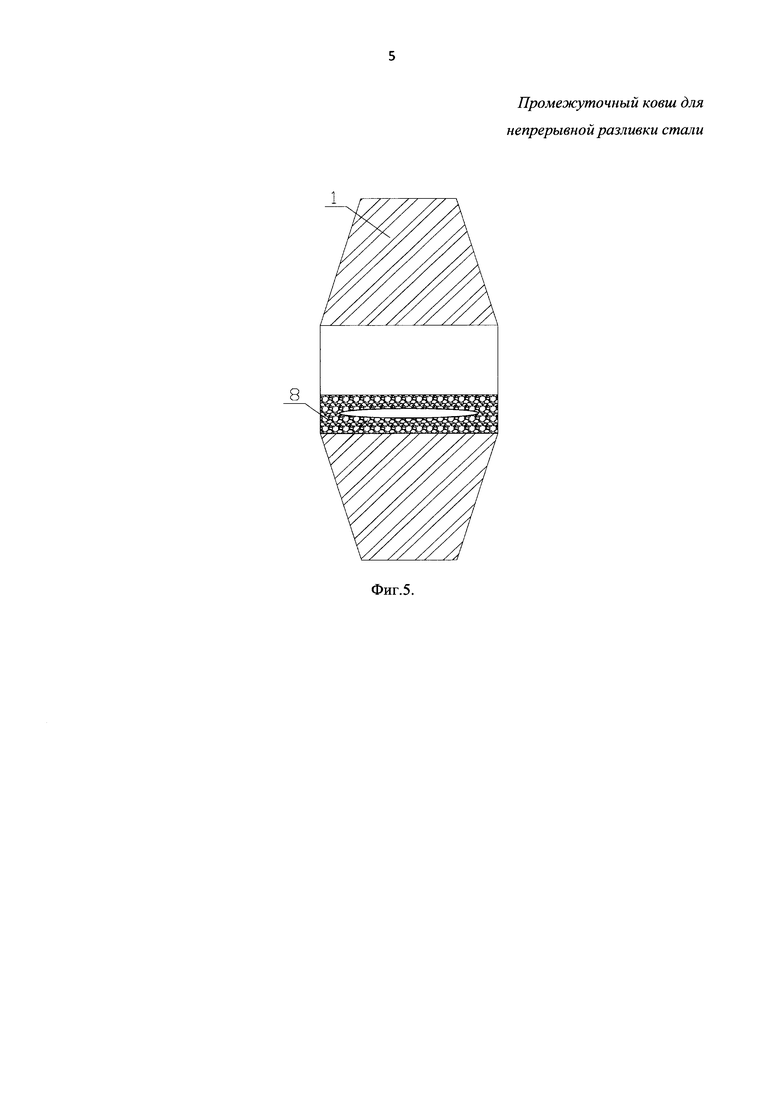
Например, рафинирующая перегородка в промежуточном ковше может содержать более одного окна 7 (фиг. 4), окно рафинирующей перегородки может иметь круглую форму и другие формы. В поперечном сечении толщина перегородки в месте нахождения мультиканальной вставки 8 может быть больше толщины ее основания (фиг. 5, вид сбоку), т.е. иметь увеличенную рафинирующую поверхность. Рафинирующая часть окна перегородки может являться отдельной деталью и устанавливаться на основную часть (тело) перегородки, подача инертного газа может осуществляться из нижней части окна перегородки со стороны разливочной и приемной камеры. Перегородка может иметь выпуклый вид, направленный в сторону приемной камеры промежуточной емкости.
Отличие от ближайшего аналога заключается в том, что инертный газ поступает не в пористый блок, а в распределительную камеру в нижней части окна перегородки через трубу, установленную в теле основания перегородки, и далее через мультиканальную вставку, которая содержит вертикальные каналы диаметром менее 0,5 мм, газ поступает в окно перегородки. В окне рафинирующей перегородки горизонтальная скорость потока жидкого металла больше, чем в основной емкости промежуточного ковша. Пузырек инертного газа, выходящий из мультиканальной вставки, предварительно установленной на огнеупорный мертель в окне перегородки, получает горизонтальную скорость, задаваемую потоком металла. Время нахождения пузырька в металле больше, увеличивается и время взаимодействия неметаллического включения, находящегося в потоке жидкого металла, с пузырьком инертного газа. Увеличивается степень флотации неметаллических включений, адсорбированных пузырьками газа, к поверхности раздела металл - шлак. Данная конструкция мультиканальной вставки, содержащая направленные каналы диаметром менее 0,5 мм, позволяет четко регулировать интенсивность подачи газа в поток металла. Это дает преимущество предлагаемому варианту исполнения перегородки по сравнению с ближайшим аналогом.
Также использование продувки непосредственно в окне перегородки позволяет рафинировать значительное количество неметаллических включений в стали и обеспечить большую поверхность раздела фаз неметаллическое включение - пузырек инертного газа, что приводит к наиболее эффективному использованию подаваемого газа. Учитывая горизонтальную составляющую во время движения пузырька, при выходе из окна перегородки создаются более благоприятные условия для рассредоточения всплывающих пузырьков на поверхности металла в разливочной камере промежуточного ковша под слоем шлака без оголения зеркала металла. Это также дает преимущество по сравнению с ближайшим аналогом.
Сущность предлагаемого изобретения поясняется иллюстрациями.
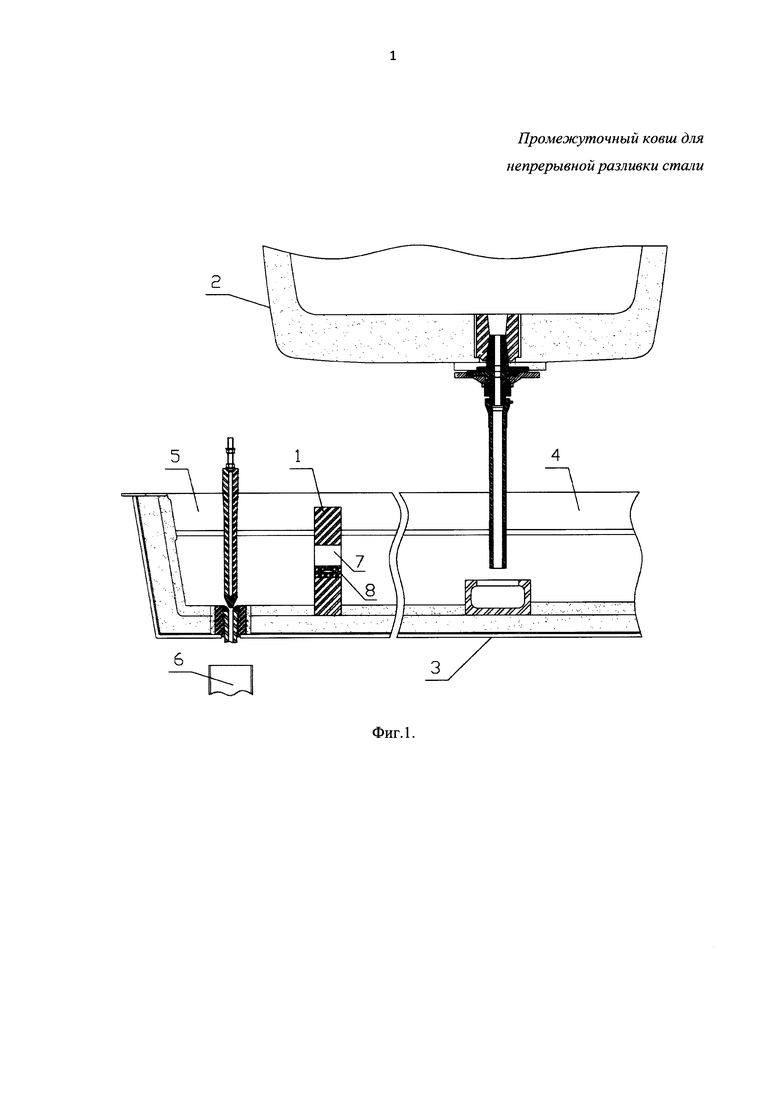
Фиг. 1. Схема расположения рафинирующей перегородки в промежуточном ковше (продольный вид).
Фиг. 2. Схема расположения рафинирующей перегородки в промежуточном ковше (поперечный вид).
Фиг. 3. Механизм рафинирования стали от неметаллических включений в окне перегородки.
Фиг. 4. Вид рафинирующей перегородки, имеющий более одного окна.
Фиг. 5. Вид рафинирующей перегородки (вид сбоку - продольный), имеющей увеличенную рафинировочную часть.
Рафинирующая перегородка 1 представляет собой огнеупорную плиту, выполненную в виде трапеции, которая устанавливается в футерованный промежуточный ковш 3. Внешние габариты перегородки соответствуют профилю поперечного сечения внутренней части промежуточного ковша (фиг. 1, 2).
Жидкий металл из сталеразливочного ковша 2 поступает в промежуточный ковш 3 (фиг. 1). Рафинирующая перегородка 1 делит объем жидкого металла, находящегося в промежуточном ковше 3, на две части. Одна часть находится со стороны приемной камеры 4, другая часть находится со стороны разливочной камеры 5, из которой жидкий металл поступает в кристаллизатор 6. Рафинирующая перегородка имеет по меньшей мере одно окно 7, через которое жидкий металл со стороны приемной камеры поступает в разливочную камеру. Непосредственно в окне, через его нижнюю часть 8, подается инертный газ для рафинирования металла от неметаллических включений при его горизонтальном потоке через окно рафинирующей перегородки. Площадь поперечного сечения окна перегородки составляет 5-80% от общей площади поперечного сечения перегородки.
Рафинирующая перегородка 1 (фиг. 2) в нижней части окна 7 содержит мультиканальную вставку 8, распределительную камеру 9 и трубку 13 для подачи инертного газа, вмонтированную в бетонную перегородку.
Тело перегородки 1 и его рафинирующая часть 8 могут быть изготовлены, в частности, из бетона, основными компонентами которого являются оксид алюминия или оксид магния. Рафинирующая вставка в окне перегородки содержит большое количество каналов, через которые в поток металла подается инертный газ. В нижней части окна перегородки имеется полость - распределительная камера 9, к которой через трубку, вмонтированную в основание перегородки, подается инертный газ.
Особенность рафинирования стали инертным газом от неметаллических включений через окно предлагаемой перегородки заключается в следующем. Пузырьки инертного газа 10 (фиг. 3), в частности аргона, при выходе из нижней части 8 окна перегородки получают горизонтальную составляющую скорости, обусловленную потоком металла 14 через окно 7 рафинирующей перегородки. Неметаллические включения 11, находящиеся в металле, проходя через окно перегородки, также имеют горизонтальную скорость. При таком движении время взаимодействия пузырька инертного газа 10 и неметаллического включения 11 увеличивается, что также приводит к увеличению вероятности адсорбирования неметаллического включения пузырьком газа и транспортированию их к покровному шлаку 12 (для наглядности масштаб включений и пузырьков на чертеже увеличен). Это также приводит к коагуляции неметаллических включений в потоке и к флотации мелких неметаллических включений к поверхности.
Основное отличие данного изобретения заключается в том, что рафинирующая перегородка представляет собой отдельное изделие, содержащее в себе мультиканальную вставку и готовое для установки в промежуточный ковш. В отличие от известных способов продувки инертным газом в днище промежуточного ковша рафинирование в окне перегородки позволяет обработать весь проходящий через окно поток металла, наиболее эффективно используя подачу инертного газа, и повысить степень удаления неметаллических включений, в том числе и мелких.
Использование предлагаемого изобретения способствует повышению качества разливаемого металла.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1990 |
|
RU2022691C1 |
| Промежуточный ковш для разливки металлов | 1978 |
|
SU880618A1 |
| Промежуточный ковш машины непрерывного литья заготовок | 1990 |
|
SU1738469A1 |
| Промежуточный ковш для разливки металлов | 1980 |
|
SU925534A1 |
| ПРОМЕЖУТОЧНЫЙ КОВШ ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2001 |
|
RU2185261C1 |
| СПОСОБ РАФИНИРОВАНИЯ СТАЛИ В ПРОМЕЖУТОЧНОМ КОВШЕ УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2227083C2 |
| Промежуточный ковш двухручьевой машины непрерывного литья заготовок | 1991 |
|
SU1790468A3 |
| Промежуточный ковш для разливкиСТАли | 1978 |
|
SU831296A1 |
| УСТРОЙСТВО ДЛЯ РАФИНИРОВАНИЯ СТАЛИ ОТ НЕМЕТАЛЛИЧЕСКИХ ВКЛЮЧЕНИЙ | 2002 |
|
RU2229360C2 |
| Промежуточный ковш машины непрерывного литья заготовок | 1987 |
|
SU1563840A1 |



Изобретение относится к области металлургии и может быть использовано при обработке стали инертным газом в промежуточном ковше. В промежуточном ковше (3) установлена огнеупорная рафинирующая перегородка (1), разделяющая его полость на приемную (4) и разливочную (5) камеры. Перегородка (1) имеет по меньшей мере одно окно (7), через которое жидкий металл со стороны приемной камеры поступает в разливочную камеру. В нижней части окна (7) перегородки закреплен пористый материал (8), внутри которого имеется полость, соединенная с подводящим каналом для подачи инертного газа через пористый материал в горизонтальный поток металла, проходящий через окно перегородки. Толщина перегородки в месте, где находится пористый материал, больше толщины основания перегородки. Рафинирование в окне перегородки позволяет наиболее эффективно использовать подачу инертного газа для удаления неметаллических включений, в том числе мелких. Обеспечивается увеличение степени очистки стали от неметаллических включений, за счет чего повышается качество стали. 5 ил.
Промежуточный ковш для непрерывной разливки стали, содержащий футерованный корпус, разливочные узлы, разливочную и приемную камеры для жидкого металла, разделенные огнеупорной рафинирующей перегородкой, установленной в промежуточном ковше и представляющей собой огнеупорную плиту, выполненную в форме трапеции, повторяющей профиль поперечного сечения внутренней части футерованного корпуса, причем в рафинирующей перегородке выполнено по крайней мере одно переливное окно, в нижней части которого закреплен пористый материал, отличающийся тем, что внутри пористого материала выполнена полость, соединенная с подводящим каналом для подачи инертного газа, при этом в поперечном сечении толщина перегородки в месте нахождения пористого материала больше толщины ее основания.
| Промежуточный ковш машины непрерывного литья заготовок | 1990 |
|
SU1738469A1 |
| Способ получения титановых пигментов из сфена | 1938 |
|
SU57165A1 |
| Способ очистки органических кислот от примесей анионов неорганических сильных кислот | 1948 |
|
SU78451A1 |
| US 5169591 A, 08.12.1992 | |||
| Способ получения карбонилсодержащих ионитов | 1973 |
|
SU481627A1 |

