12
2. Устройство для непрерывного литья заготовок, содержащее промежуточную емкость с разливочным стаканом, герметично закрытый кристаллизатор и систему подачи инертного газа, о тл ич ающе е с я тем, что, с целью улучшения качества поверхности отливаемых Заготовок за счет стабилизации уровня металла в кристаллизаторе, промежуточная емкость выполнена с при.ямком, днище которого расположено ниже уровня выходного отверстия разливочного стакана, и снабжена трубой из огнеупорного материала, размещенной в прямке и имеющей возможность вертикаль ного перемещения, при этом полость трубы соединена с герметичной полостью кристаллизатора с помощью трубопровода.
I
Изобретение относится к металлургии, а именно к непрерывному литью заготовок.
Цель изобретения - улучшение качества поверхности отливаемых заготовок за счет стабилизации уровня металла в кристаллизаторе.
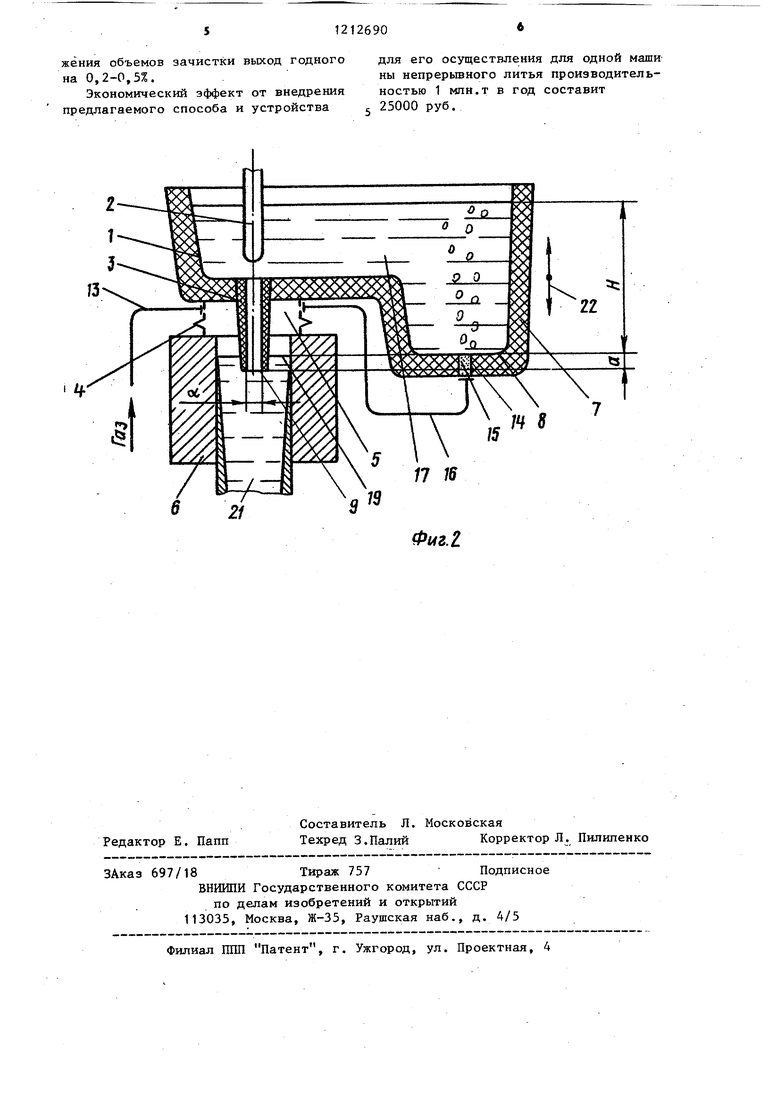
На фиг. 1 схематично показано устройства для осуществления предлагаемого способа непрерывного литья металлов, первый вариант; на фиг.2 - то же, второй вариант.
Устройство для осуществления предлагаемого способа непрерывного литья заготовок (первый вариант) представляет собой промежуточную емкость 1 со стопором 2 и разливочным стаканом 3, герметизирующее устройство 4, герметично закрьшающее. поло сть 5 кристаллизатора 6. Промежуточная емкость 1 снабжена приямком 7, дно 8 которого расположено ниже выходного отверстия 9 стакана 3. В приямке 7 промежуточной емкости помещена огнеупорная труба 10, снабженная приводом ее вертикального перемещения (не показан) по стрелке 11.
Полость трубы 10 соединена с герметизированной полостью 5 кристаллизатора 6 трубопроводом 12. Для пода690
3. Устройство для непрерывного литья заготовок,содержащее промежуточную емкость с разливочным стаканом, герметично закрытьй кристаллизатор и систему подачи инертного газа, отличающееся тем, что, с целью улучшения качества поверхности отливаемых заготовок за счет стабилизации уровня металла в кристаллизаторе, промежуточная емкость выполнена с приямком, днище которого расположено вьше выходного отверстия разливочного стакана на величину не менее О,1-1,О диаметра отверстия стакана, а в днище приямка выполнен сквозной канал , в ко-/ тором рамещена пористая встав-, ка , соединенная трубопроводом с герметической полостью кристал- лизатора.
чи газа в герметизирующее устройство 4 служит трубопровод 13.
Во втором варианте устройства дно
8приямка 7 промежуточной емкости 1 выполнено вьше выходного отверстия
9разливочного стакана 3. Величина превьшения дна 8 над выходным отверстием 9 стакана 3 вьшолнена не менее, чем 0,1 диаметра d отверстия.
в дне 8 приямка 7 вьтолнен сквозной канал 14с пористой огнеупорной вставкой 15. Канал 14 соединен с герметичной полостью 5 кристаллизатора 6 трубопроводом 16.
Способ непрерывного литья заготовок осуществляется следующим образом.
Открывают стопор 2 и жидкий металл 17 из промежуточной емкости 1
подают в кристаллизатор 6 через разливочный стакан 3. Одновременно через трубопровод 13 от системы подачи газа не показана подают в гермети- . зированную полость 5 кристаллизатора
6 нейтральный по отношению к разливаемому металлу газ.
Избыток газа из герметизированной полости 5 отводят по трубопроводу 12 и через огнеупорную трубу 10 ввоДят под зеркало 18 в жидкий металл
17 на глубину Н, соответствугадую уровню, лежащему в одной горизонтальной плоскости с заданным положением мениска 19 т.е. заданному уровню металла в кристаллизаторе 6. При этом глубину Н устанавливают не ниже выходного отверстия 9 разливочного стакана 3. Газ подают под давлением Р Н f , где у - удельный вес жидкого металла.
После того, как уровень металла в кристаллизаторе достигает Т15ебуемого положения, т.е. уровня, определяемого нижним торцом 20 трубы 10, поступление металла в кристаллизатор превращается, давление газа в полости 5 кристаллизатора устанавливается равным давлению столба металла высотой Н, а избыток газа поступает из трубы 10 в жидкий металл в промежуточной емкости 1, рафинируя его.
Включают механизмы для вытягивания слитка 21 из кристаллизатора, пр этом уровень металла в последнем продолжает поддерживаться по нижнему торцу 20 трубы 10 вне зависимости от скорости вытягивания слитка.
Расход газа в процессе разливки регулируют в зависимости от требований рафинирования металла.
В случае необходимости уровень металла в кристаллизаторе регулируют вертикальным перемещением трубы 10, изменяя глубину Н ввода газа в жидкий металл, т.е. изменяя уровень ввода газа в жидкий металл по отно- щению к кристаллизатору.
При втором варианте устройства (фиг. 2) избыток газа из полости 5
отводят по трубопроводу 16 и ВВОДЯТ
в жидкий металл 17 через канал 14, вьтолненный в дне 8 приямка 7 промежуточной емкости 1 и закрытый порис- тьй огнеупорной вставкой 15. Глубина введения Н газа в жидкий металл 17 определяется уровнем дна 8 приямка. Регулировку уровня металла в кристаллизаторе производят вертикальным перемещением промежуточной емкости 1 по отношению к кристаллизатору по стрелке 22.
Привьшение а дна 8 по отношению к выходному отверстию 9 разливочного стакана 3 не менее О,1 диаметра d его отверстия исключает возможность прорыва газа из полости 5 через разливочный стакан. При d О,Id возможны прорывы газа через разливочный
212690
стакан. При d О, Id прорьта газа не наблюдается, что подтверждается экспе .римента о.
При непрерывной разливке стальных
5 слитков по предлагаемому способу глубину Н ввода газа под зеркало 18 жидкого металла 17 в промежуточной емкости 1 устанавливают равным 1-1,2 м, причем уровень ввода газа,
10 т.е. нижний торец 20 трубы 10 при первом варианте устройства., или дно 8 при втором варианте устройства, располагают по высоте в соответствии с заданным положением мениска 19 ме15 талла в кристаллизаторе 6, Нейтральный газ подают под давлением 0,2 МПа (2 кг/см), т.е. большим, чем 1,2-7200 «0,09 МПа, где у 7200 н/м удельный вес жидкой стали.
20 Благодаря тому, что избыток газа из герметизированной полости 5 кристаллизатора 6 вводят под зеркало 18 металла в промежуточной емкости 1, давление газа в герметизироданной по
25 лости 5 постоянно равно давлению столба жидкого металла высотой Н вне зависимости от давления, под ко- торым газ подается, и скорости вытягивания слитка, и уровень мениска 19 металла в кристаллизаторе 6 точно соответствует глубине Н ввода газа в промежуточную емкость.
Преимущества предлагаемых способа и устройства для непрерывного литья заготовки по сравнению с известными заключаются в
обеспечении равномерности подачи металла в кристаллизатор; стабилизации уровня металла в кристаллизаторе и обеспечении автоматического поддержания этого уровня, в возможности регулирования уровня металла в кристаппизаторе, отсутст- ВИИ ограничения в расходе газа, подаваемого в полость кристаллизатора, что дает возможность оптимизации условий рафи.нирования жидкого метал ла и упрощения системы подачи газа.
Кроме того, достигается равномерность подачи металла и стабилизит;
50 руется его уровень в кристаллизаторе т.е. при разливке исключаются колебания уровня металла, значительно уменьшается складчатость поверхности непрерывного слитка, засорение
55 поверхности неметаллическими включениями, и, следовательно, улучшается качество поверхности отливаемых заготовок и увеличивается за счет сни30
35
40
45
жения объемов зачистки выход годного на 0,2-0,5%.
Экономический эффект от внедрения предлагаемого способа и устройства
для его осуществления для одной маши ны непрерывного литья производительностью 1 млн.т в год составит 5 25000 руб.
16
Редактор Е. Папп
Составитель Л. Московская
Техред 3.Палий Корректор Л. Пилипенко
697/18Тираж 757Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ШШ Патент, г. Ужгород, ул. Проектная, 4
Фиг.2.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2037367C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ СЛИТКОВ | 1993 |
|
RU2042471C1 |
| Способ полунепрерывного литья заготовок | 1981 |
|
SU1066728A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МЕТАЛЛА В ПРОЦЕССЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 1996 |
|
RU2096127C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ СЛИТКОВ | 1993 |
|
RU2044596C1 |
| Способ подачи жидкого металла в кристаллизатор машин непрерывного литья металлов | 1984 |
|
SU1282954A1 |
| Способ непрерывного литья слитков на установках вертикального и криволинейного типа | 1990 |
|
SU1736673A1 |
| УСТРОЙСТВО ДЛЯ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1993 |
|
RU2037371C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1993 |
|
RU2043842C1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ДЕФОРМИРОВАННЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2137570C1 |
1. Способ непрерывного литья заготовок, включающий подачу металла из промежуточной емкости и инертного газа в герметично закрытый кристаллизатор, рафинирование металла путем отвода избытка газа и поддержание в кристаллизаторе заданного уровня металла, при этом инертный газ в кристаллизатор подают под давлением большим, чем давление столба жидкого металла на мениске в кристаллизаторе, отличаю щийся тем, что,. с целью улучшения качества поверхности отливаемых заготовок за счет стабилизации уровня металла в кристаллизаторе, избыток газа вводят под зеркало жидкого металла к промежуточной емкости на уровне, лежащем в одной горизонтальной плоскости с заданным уровнем металла в кристаллизаторе. (Л 27 ьэ Од tco
| Способ непрерывной разливки металлов | 1971 |
|
SU346908A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
