Изобретение относится к области магннтной записи, а именно, к способам обработки сердечников магнитной головки.
Известны способы обработки сердечников магнитной головки на цилиндрической повер.хности абразивного круга путем их возвратнопоступательного перемещения перпендикулярно оси его вращения. При обработке сердечников подобными способами образуется значительный наклеп их обработанной поверхности, приводящий к ухудшению характеристик магнитной головки.
Для создания такого способа обработки сердечников магнитной головки, который обеспечивал бы уменьщение наклепа обрабатываемой поверхности сердечников, используют известный способ обработки сердечников магнитной головки на цилиндрической поверхности абразивного круга, но при этом сердечники подвергают вибрации в направлении оси вращения абразивного круга с частотой не менее 30 гц и амплитудой 3-100 ж/с.
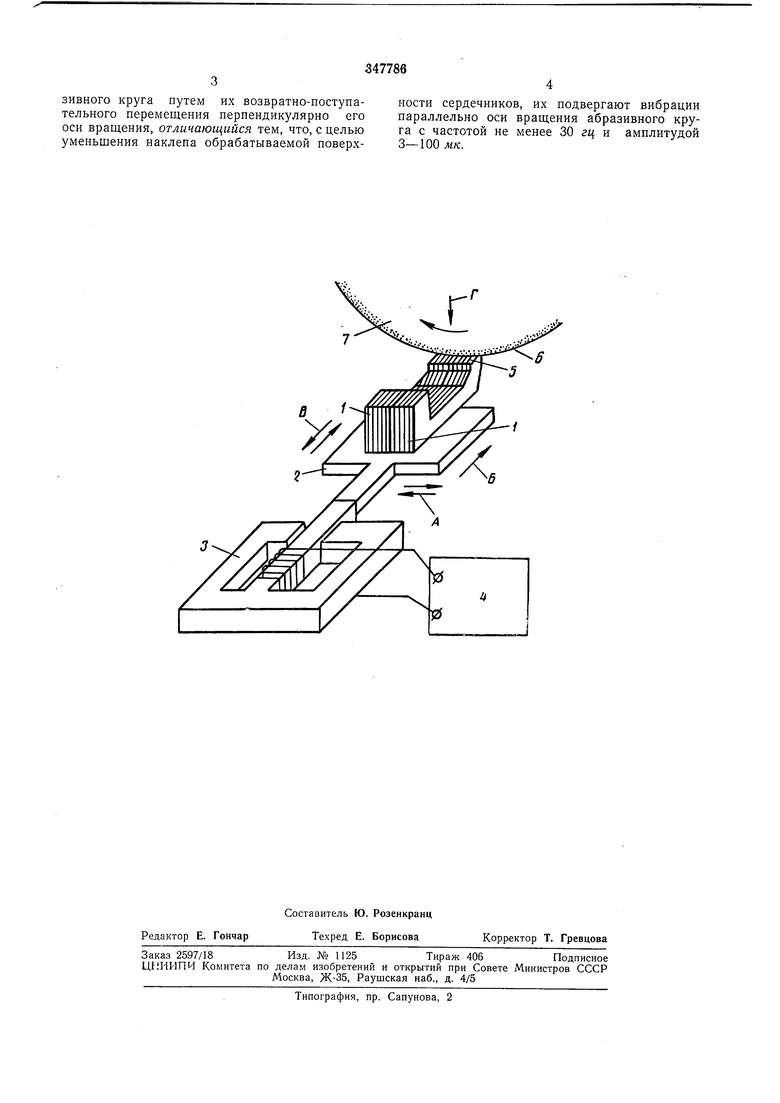
Па чертеже изображено устройство для обработки плоскостей разъема сердечников.
Сердечники / магнитной головки укреплены в держателе 2, который связан с вибратором 5, соединенным с источником 4 электрических колебаний. Держатель 2 смонтирован с возможностью обеспечения сложного движения, приводящего к перемещению плоскостей 5 разъема сердечников относительно цилиндрической поверхности 6 вращающегося абразивного круга 7. В процессе обработки плоскостей 5 разъема сердечники подвергают
возвратно-поступательному перемещению перпендикулярно оси вращения абразивного круга 7 (направление перемещения обозначено стрелками А. Одновременно сердечники смещают параллельно оси вращения абразивного
круга 7 и подвергают в этом же направлении вибрации с частотой не менее 30 гц и с амплитудой 3-100 мк (направления смещения и вибрации обозначены соответственно стрелками Б и В. По мере обработки плоскостей 5 производят подачу абразивного круга/в направлении сердечников (указано стрелкой Г). Описанным способом мол-сно обрабатывать не только плоскости разъема, по и другие поверхности сердечников магнитных
головок. Этим способом можно, например, обрабатывать рабочую поверхность магнитной головки с обеспечением возвратно-поступательного перемещения за счет ее качания около оси, параллельной оси вращения абразивного круга.
зивного круга путем их возвратно-поступательного перемещения перпендикулярно его оси вращения, отличающийся тем, что, с целью уменьшения наклепа обрабатываемой поверхности сердечников, их подвергают вибрации параллельно оси вращения абразивного круга с частотой не менее 30 гц и амплитудой 3-100 ж/с.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления блока магнитных головок | 1977 |
|
SU888188A1 |
| СПОСОБ ОБРАБОТКИ ФЕРРОМАГНИТНЫХ ВТУЛОК | 1995 |
|
RU2089370C1 |
| СПОСОБ ШЛИФОХОНИНГОВАНИЯ | 2003 |
|
RU2235012C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА МАГНИТНЫХ ГОЛОВОК | 1972 |
|
SU346741A1 |
| Способ волочения катанки | 2018 |
|
RU2696918C1 |
| Устройство для обработки рабочей поверхности магнитных головок | 1987 |
|
SU1645994A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТЕХНОЛОГИИ ХОЛОДНОЙ МИКРОКОВКИ ЛЮБЫХ ТРЕХМЕРНЫХ ПОВЕРХНОСТЕЙ ПРОИЗВОЛЬНОЙ ФОРМЫ | 2006 |
|
RU2414340C2 |
| ЛИНИЯ ОЧИСТКИ И ВОЛОЧЕНИЯ КАТАНКИ | 2010 |
|
RU2438812C1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОХОНИНГОВАНИЯ | 2003 |
|
RU2236933C1 |
| СПОСОБ ОБРАБОТКИ МАГНИТНЫХ ГОЛОВОК | 1972 |
|
SU425211A1 |
Г
