Изобретение относится к снособам иолучения обувных колодок и форм со сменными частями, применяемым в обувном и резинообувиом производствах при изготовлении колодок и форм для обуви, а также моделей для литья колодок.
Известен способ получения обувных колодок со сменными частями, но которому изменяют носочную часть на расстоянии 0,9 длины стопы (D) от пятки, причем новую форму носка вписывают между касательиыми, проведенными в точках пересечения линии 0,9 D с контуром стельки.
Недостатком зтого способа является то, что при переходе на новый фасон колодки требуется изготовление своих для каждого номера носочных частей. В условиях массового производства новые фасоны колодок разрабатываются в виде модели (этанола) исходного номера серии номеров каждой половозрастной группы. Остальные номера серии градируют с изменением разтиеров по определенной закономерности в соответствии с теорией серийного моделирования. Носки для каждого номера серии отличаются по длине. Такой способ вызывает необходимость создания большого количества номеров и сменных носочных частей для каждого фасона колодки.
сочной частью на несколько смежных номеров, наиример, на два - три номера.
Это достигается тем, что границу носочной части устаиавливают для условно исходного номера группы колодок и форм, выбранного нз нескольких смежных номеров серии, наиример, на два - три смежных номера одного фасона. В остальных номерах этой группы носочпую часть устанавливают соответственно
границе носка в условно исходном номере на расстоянии 0,8-0,9 D от пятки, увеличенном или уменьшенном (для большего или меньшего номеров) по сравнению с исходным на разницу в длине стелек этих иомеров.
Для изменения фасона составной колодки и формы носочную часть каждой из них нового фасона изготавливают для каждой груниы, состояшей из нескольких номеров серии в условно исходном номере этой группы.
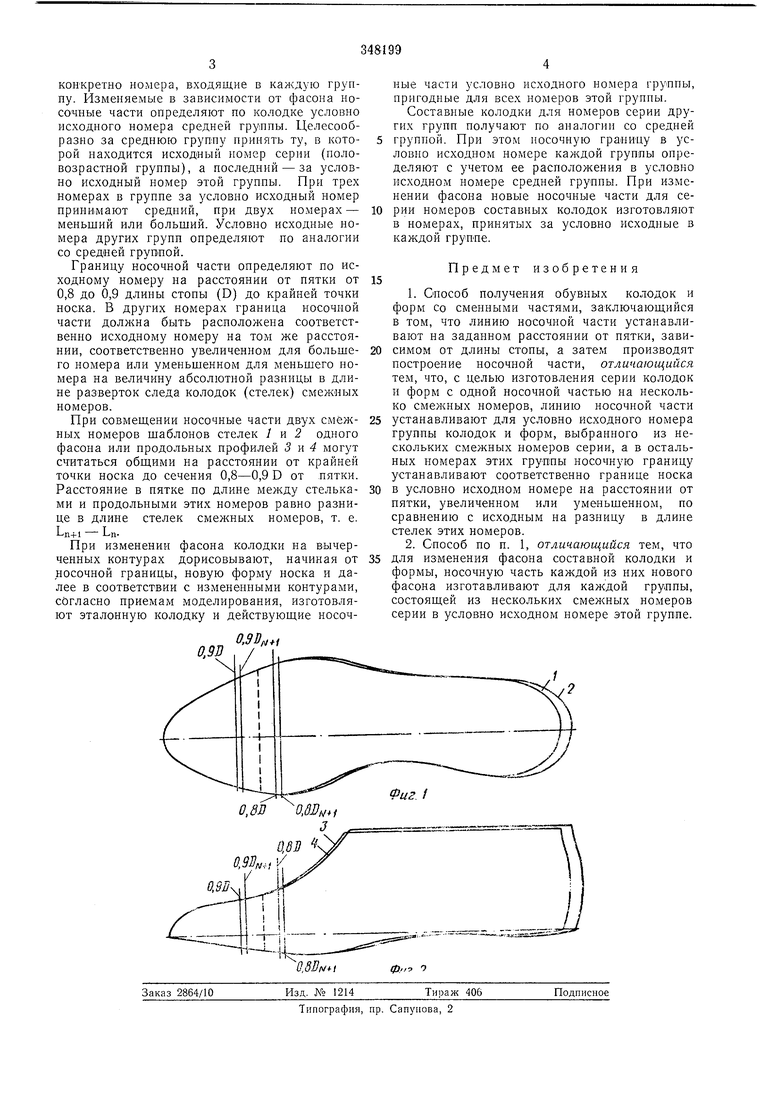
На фиг. 1 показано совмещение по носочной части шаблонов стелек одного фасона номеров {№) и номеров (№ +) имеющих длину LN и LN+J, а также иоложение ориентирных сечений 0,8 D и 0,9 D; на
фиг. 2 - то же, для продольных ирофилей.
Способ осуществляют следующим образом.
Для построения составной колодки с одной
носочной частью для группы из несколькнх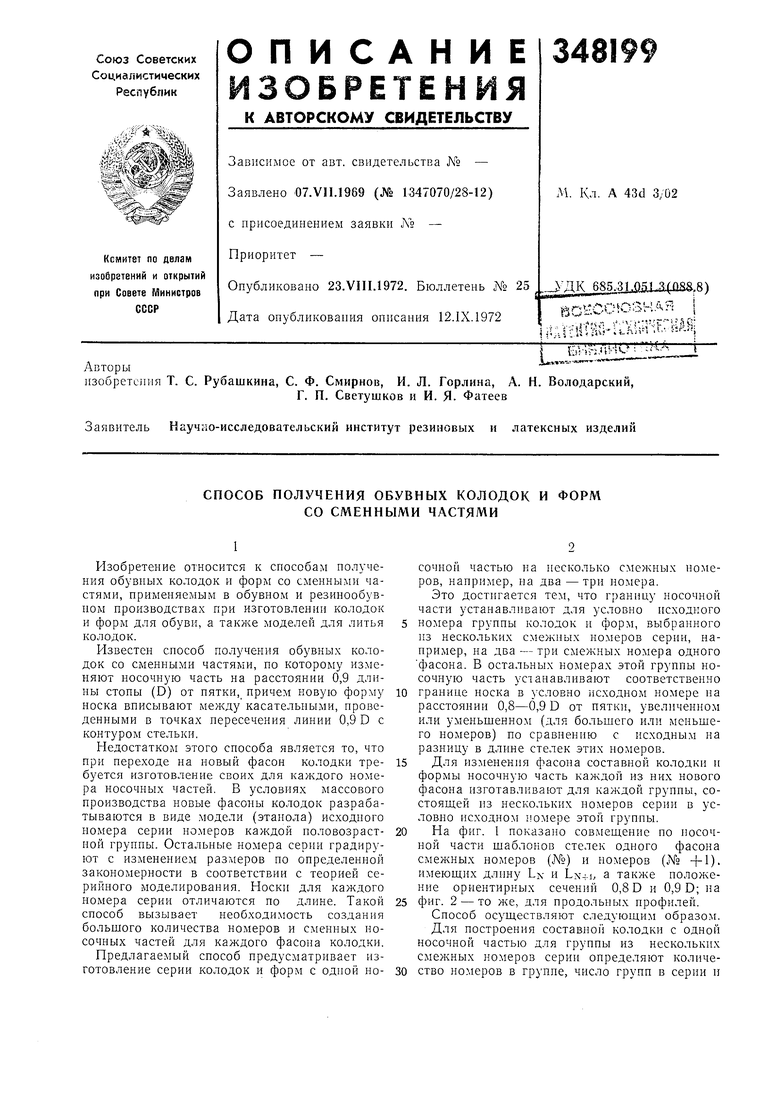
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтоматическая линия для сборки обуви | 1975 |
|
SU526347A1 |
| Способ получения новых фасонов составных колодок и по ним пресс-форм для обуви горячей вулканизации | 1960 |
|
SU138157A1 |
| Автоматический комплекс для сборки обуви | 1985 |
|
SU1384315A1 |
| Копирное устройство для обувных машин | 1979 |
|
SU784861A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНДИВИДУАЛЬНОЙ ОРТОПЕДИЧЕСКОЙ КОЛОДКИ С МЕЖСТЕЛЕЧНЫМ СЛОЕМ | 2015 |
|
RU2596107C1 |
| СПОСОБ ПОЛУЧЕНИЯ УСЛОВНОЙ РАЗВЕРТКИ ПОВЕРХНОСТИ КОЛОДКИ ДЛЯ ОБУВИ | 1992 |
|
RU2086165C1 |
| ВКЛАДНАЯ СТЕЛЬКА | 2008 |
|
RU2401024C2 |
| Обувная колодка | 1940 |
|
SU58553A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВАЛЯНОЙ ОБУВИ И ВАЛЯНАЯ ОБУВЬ | 2000 |
|
RU2173947C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
