Изобретение относится к изготовлению объемных железобетонных элементов.
Известно устройство, включающее наружную опалубку, вибросердечник, поддон амортизатора, иневматическую опору и механизм распалубки.
Цель изобретения - обеспечить автоматическое управление процессом уплотнения.
Достигается это тем, что устройство содержит механиз.м управления, шарнирно укрепленный на поддоне н выполненный в виде двуплечевого рычага, взаимодействующего одним плечом с группой датчиков, смонтировапных на поддоне, и снабжеиного роликом, установленным на другом плече рычага и контактирующим с копиром, прикрепленным к нижнему торцу вибросердечника.
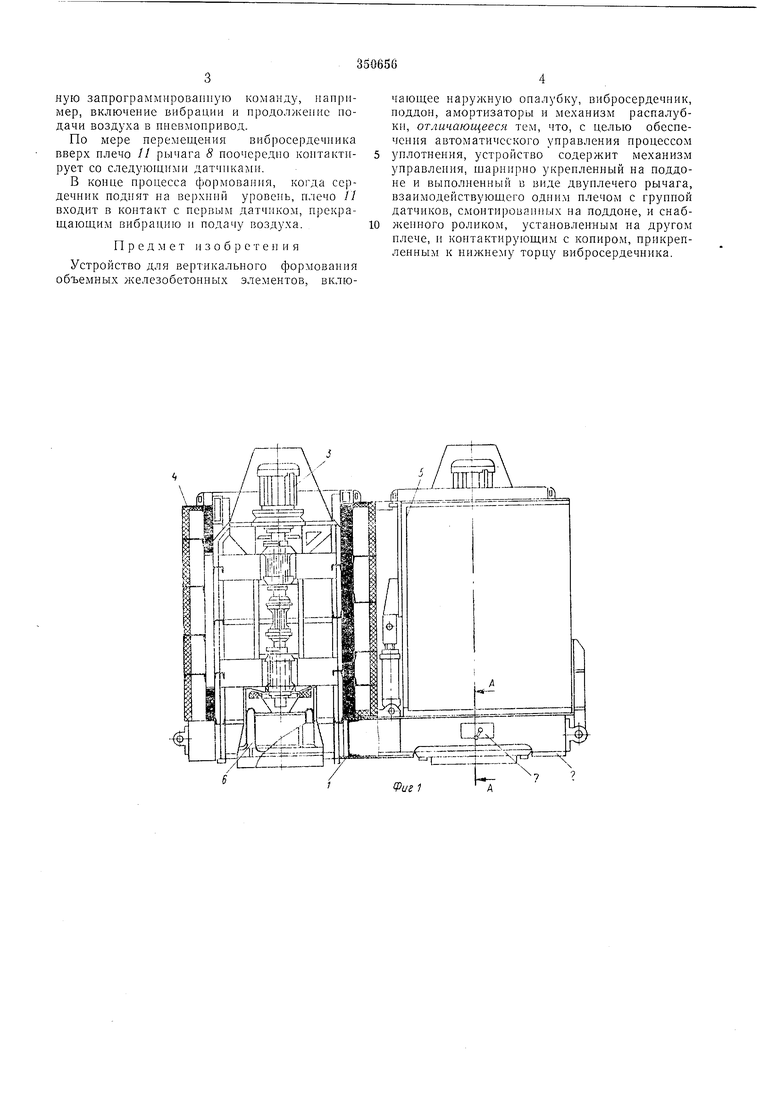
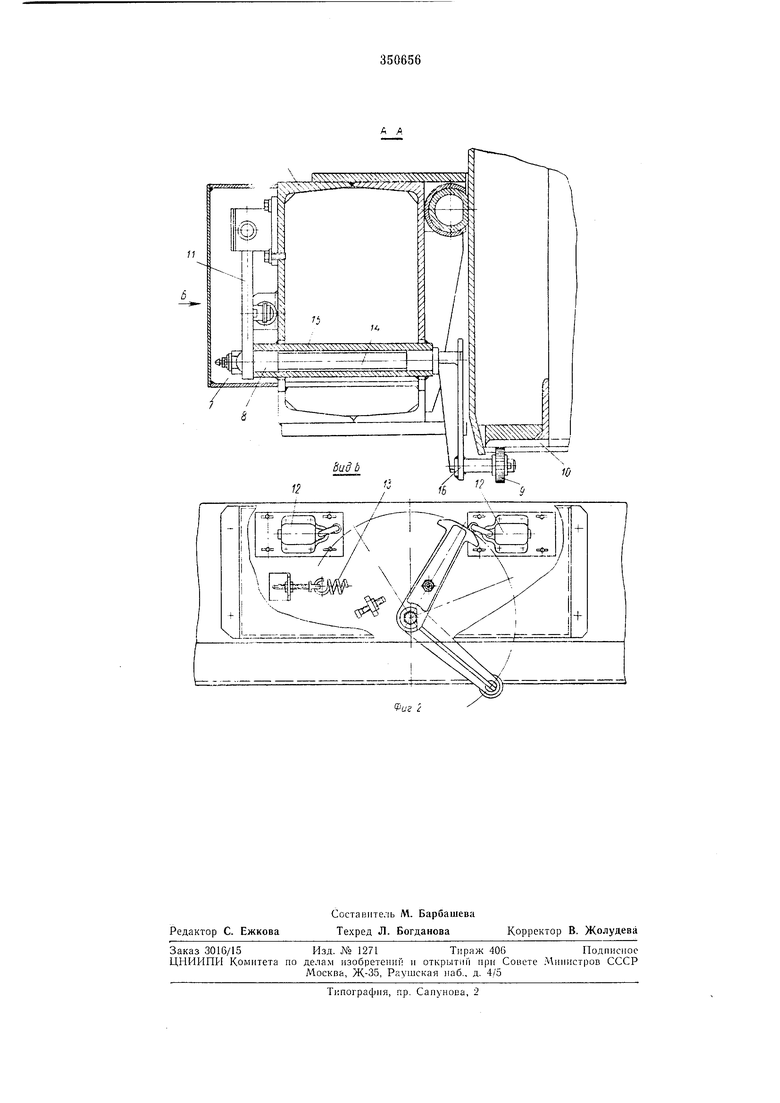
На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - разрез по Л-Л на фиг. 1.
Устройство содержит поддон /, установленный на амортизаторах 2, вибросердечник 3, наружную опалубку 4, механизм сборки 5, пневматическую опору 6 и механиз.м управления 7. Механизм управления имеет прямую и обратную связь с вибросердечником, что обеспечивает безаварийную работу устройства.
рующий с копиром 10, закрепленным на нижнем торце вибросе)дечника .. Другое плечо// рычага взаимодействует с группой датчиков 12, установленных на иоддоне /. Для гарантированного контакта двуплечий рычаг оборудован пружинной подвеской 13, Механизм управления смонтирован на иоддоне при по.мощи оси И, свободно установленной во втулке 15.
Перед началом процесса уплотнения, когда вибросердечник еще не установлсие, плечо // рычага 8 находится в контакте с датчиком, запрещающим подачу воздуха в пневмопривод.
После установки вибросердечннка в формовочную полость он нижним торцом с KOHIIpOM
10 входит в контакт с роликом 9 рычага 8, что гарантируется натяжением иружины 13. Рычаг 8 под действием веса вибросердечника поворачивается, и eio нличо // входит в контакт с другн.м датчиком, дающим команду на первопачальную подачу воздуха в пневмопривод и запрещающим передачу вибрации на вибросердечник. Команда на последующую подачу воздуха в пневмопривод осуществляется в ручном режиме, после чего пневмопривод приподнимает вибросердечиик до онрсделепного уровня. При этом плечо 16 рычага 8 под воздействием пружины 13 следует за вибросердечником, а илечо // 1,ходит в контакт со следующим датииком, подающи.м оиределе ную запрограммированную команду, например, включение вибрации и нродолжепие иодачи воздуха в ппевмопривод.
По мере перемещения вибросердечпика вверх плечо // рычага 8 поочередно контактирует со следующими датчиками.
В конце процесса формования, когда сердечник поднят на верхний уровень, плечо 11 входит в контакт с первым датчиком, прекращающим вибрацию и подачу воздуха.
Предмет изобретен и я
Уетройство для вертикального формования объемных железобетонных элементов, включающее наружную опалубку, вибросердечиик, поддон, амортизаторы и механизм распалубки, отличающееся тем, что, с целью обеспечеиия автоматического управления процессом уплотнения, устройство содержит механизм управления, шарнирио укрепленный на поддоне и выполненный в виде двуплечего рычага, взаимодействующего одним илечом с групной датчиков, смоитированных на поддоне, и снабженного роликом, установленным на другом нлече, и контактирующим с копиром, прикрепленным к нижнему торцу вибросердечника.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ВЕРТИКАЛЬНОГО ФОРМОВАНИЯ ОБЪЕМНЫХ ЖЕЛЕЗОБЕТОННЫХ ЭЛЕМЕНТОВ | 1969 |
|
SU252154A1 |
| УСТРОЙСТВО для ФОРМОВАНИЯ ЖЕЛЕЗОБЕТОННЫХ ТРУБ | 1969 |
|
SU246368A1 |
| Устройство для поштучной выдачи деталей | 1988 |
|
SU1608000A1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ТРУБОФИЛЬТРОВДРЕНАЖНЫХ | 1972 |
|
SU339419A1 |
| ПОЛУАВТОМАТ ДЛЯ ПАЙКИ ОСТОВОВ РАДИАТОРОВ | 1973 |
|
SU408725A1 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ ИНДУКТОРА В ТРУБОГИБОЧНОМ СТАНКЕ | 1972 |
|
SU351619A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ УГЛОВЫХ ШВОВ | 1972 |
|
SU423586A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ БЕТОННЫХ ИЗДЕЛИЙ ТИПА ТРОТУАРНЫХ ПЛИТОК | 1973 |
|
SU361881A1 |
| КАРУСЕЛЬНАЯ КОКИЛЬНАЯ МАШИНА | 1970 |
|
SU281770A1 |
| ПОЛУАВТОМАТ ДЛЯ ОБРАБОТКИ ПО КОНТУРУ ПРОФИЛИРОВАННЫХ ПОДОШВ | 1968 |
|
SU217232A1 |
/../Жщ,,
, ifiTj.1 z:--(Pijg 1
