Изобретение относится к области трубогибочного производства, в частности к устройствам для индуктивного иагрева труб, закрепляемых на трубогибочных станках.
Известные устройства того же назначения, содержащие основание с расположенны.м на нем трансформатором, снабженным индуктором и имеющим возможность перемещения в плоскости, нериендикулярной оси трубы, не обеспечивают возможности корректировки положения индуктора относительно с&чения трубы, что вызывает неравномерность нагрева и способствует увеличению овальности в сечении.
Целью изобретения является устранение указанного недостатка.
Эта цель достигается тем, что трансформатор снабжен механизмом поворота его вокруг оси, проходящей через центр индуктора иериендикулярно плоскости гибки, вьшолиенным в виде двух смонтированных на соединенной с основанием неподвижиой нлите двуплечих рычагов, одним плечом связанных .между собой. Другое плечо первого рычага соединено с регулируемым по длине толкателем, снабженным копирующим роликом, контактирующим с изгибаемой трубой, а второго- щарнирно с трансформатором, который подпружинен в плоскости поворота.
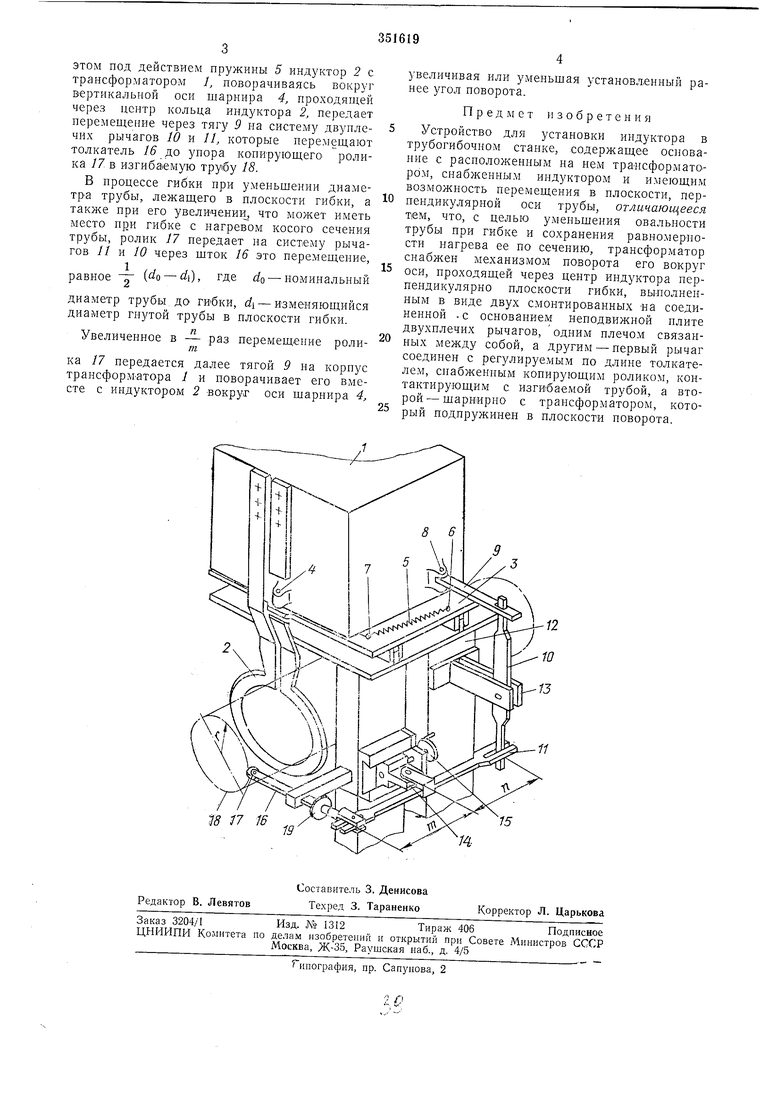
Предложенное устройство изображено на чертеже.
Трансформатор / с жестко закрепленным на нем индуктором 2 установлен на каретке 3 поперечного и вертикального перемещения и связан с ней шарниром 4 и иружиной 5, натянутой между плтырями 6 и 7. С помощью шарнира 8 и тяги 9 трансформатор 1 связан также с двуплечими рычагами 10 и 11, закрепленными на неподвижной плите 12 с помощью кронштейнов 13 и 14. Кронштейн 14 для изменения соотношения илеч т и п при настройке снабжен механизмом перемещения 75. На неподвижной плите 12 также подвижно закреплен толкатель 16, имеющий копирующий ролик 17 положения повер.хиости трубы 18 в зоне растяжения за индуктором 2 и связанный с плечом т двуплечего рычага //. Для настройки на трубы разного диа:метра и для установки начального угла поворота индуктора 2 длина толкателя регулируется талрепом 19.
Предлагаемое устройство работает следующим образом.
При настройке станка на гибку механизмом .перемещения 15 устанавливают заданное соотношение плеч т и п рычага 11. Затем, изменяя длину толкателя 16, талрепом 19 устанавливают заданную начальную величину угла поворота индуктора 2. При
| название | год | авторы | номер документа |
|---|---|---|---|
| Индуктор для зонального нагревапРи гибКЕ ТРуб и пРОфилЕй | 1978 |
|
SU827216A1 |
| Головка гибочная трубогибочного станка | 1978 |
|
SU772648A1 |
| Станок для гибки труб | 1983 |
|
SU1171144A1 |
| Устройство для отсчета углов поворота гибочного шаблона трубогибочной машины | 1975 |
|
SU617111A1 |
| Трубогибочный станок | 1989 |
|
SU1687328A1 |
| Устройство для штамповки деталей из листового материала В.И.Васильева | 1989 |
|
SU1660805A1 |
| Штамп для гибки изделий замкнутой формы | 1986 |
|
SU1398953A1 |
| Машина для контактной стыковой сварки оплавлением с предварительным подогревом | 1976 |
|
SU766787A1 |
| Устройство для загрузки трубными заготовками трубогибочной машины | 1980 |
|
SU963624A1 |
| Устройство для гибки плоских монтажных петель | 1990 |
|
SU1791065A1 |
