Изобретение относится к полиграфической промышленности.
Известна установка для изготовления офсетных биметаллических печатных форм, содержащая механизм транспортировки копий, закрепленных на подвесках, вертикальные ванны для струйного проявления копий с использованием душирующего устройства, ванны для сушки, анодного травления, снятия светочувствительного слоя и промежуточных промывок копий. Однако на такой установке невозможно выполнять все операции технологического процесса изготовления биметаллических офсетных форм после копирования. Процесс обработки биметаллических офсетных копий на известных установках заканчивается или промывкой формы после снятия светочувствительного слоя или следующими затем операциями нанесения и сущки защитного слоя. Обработка печатающих и пробельных элементов формы выполняется вручную вне установок.
Для повышения производительности в предложенной установке ванны вместе с механизмом транспортировки объединены в отдельные секции, между которыми установлены магазинные устройства с питателями, выполненные в виде наклонной плоскости для перемещения подвесок и питателя со штифтом, периодически перемещаемым от рейки
механизма транспортировки. Душирующее устройство установлено с возможностью возвратно-поступательного перемещения в плоскости, параллельной обрабатываемой поверхности копии, при помощи кулачково-кулисного механизма. Установка снабжена также ваннами для декопирования, гидрофилизации и гидрофобизации копий.
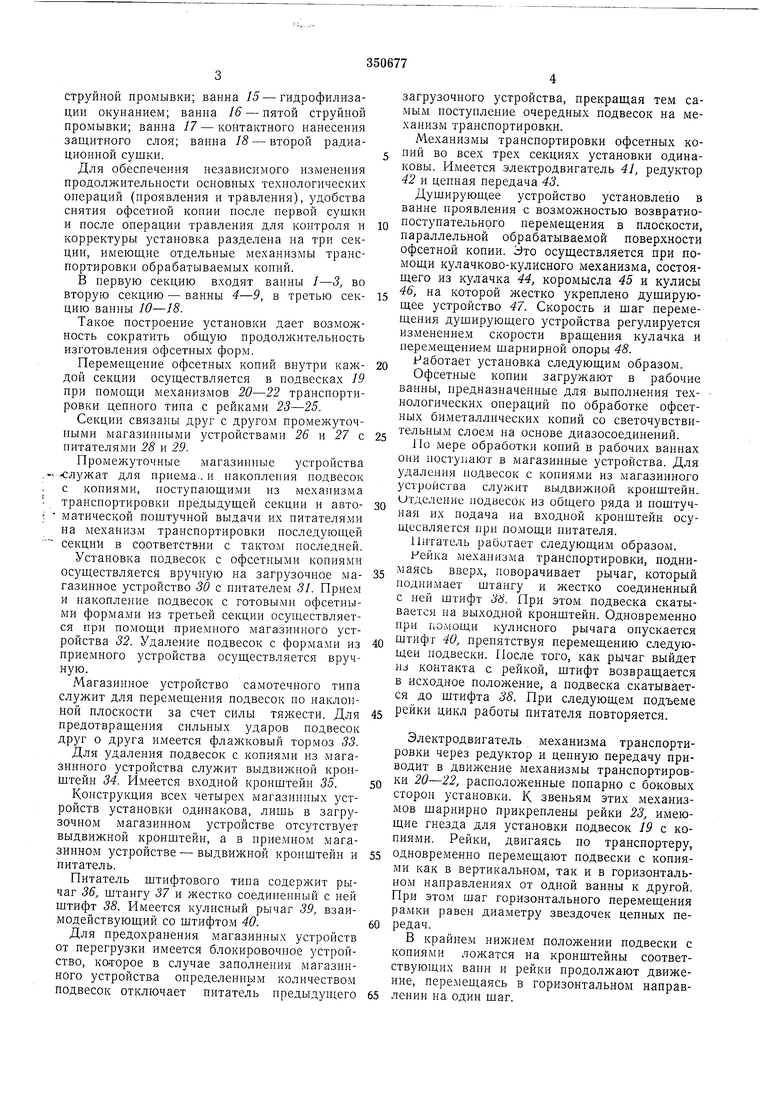
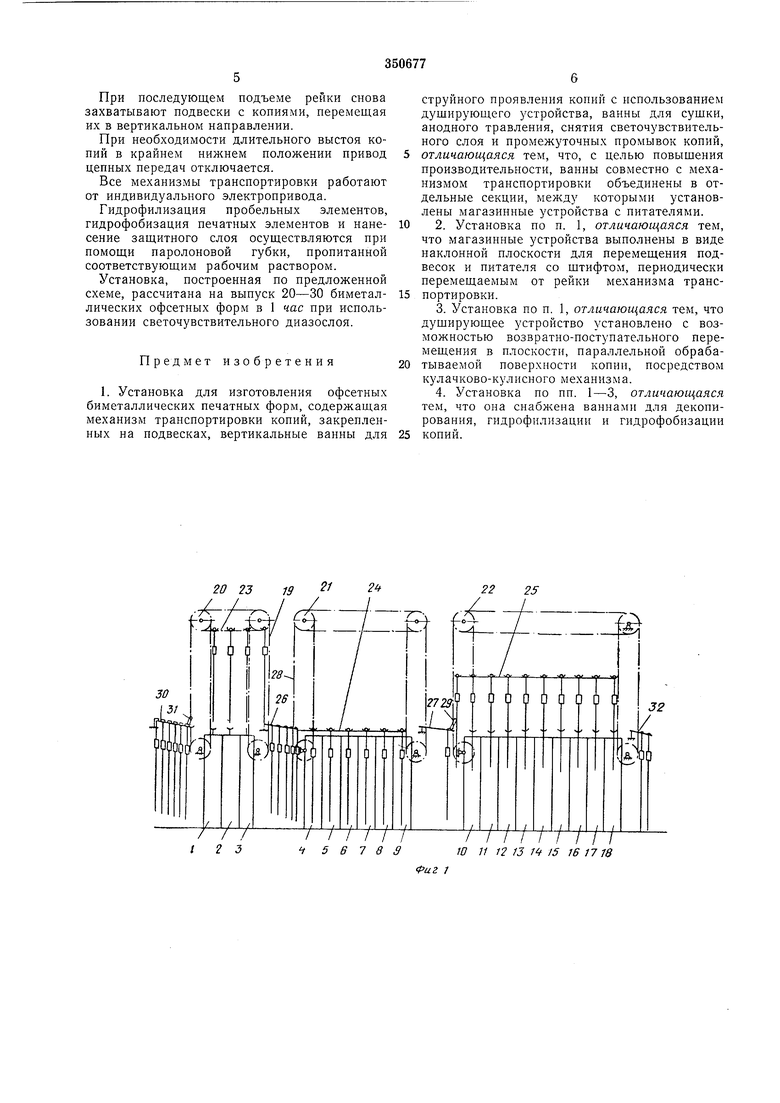
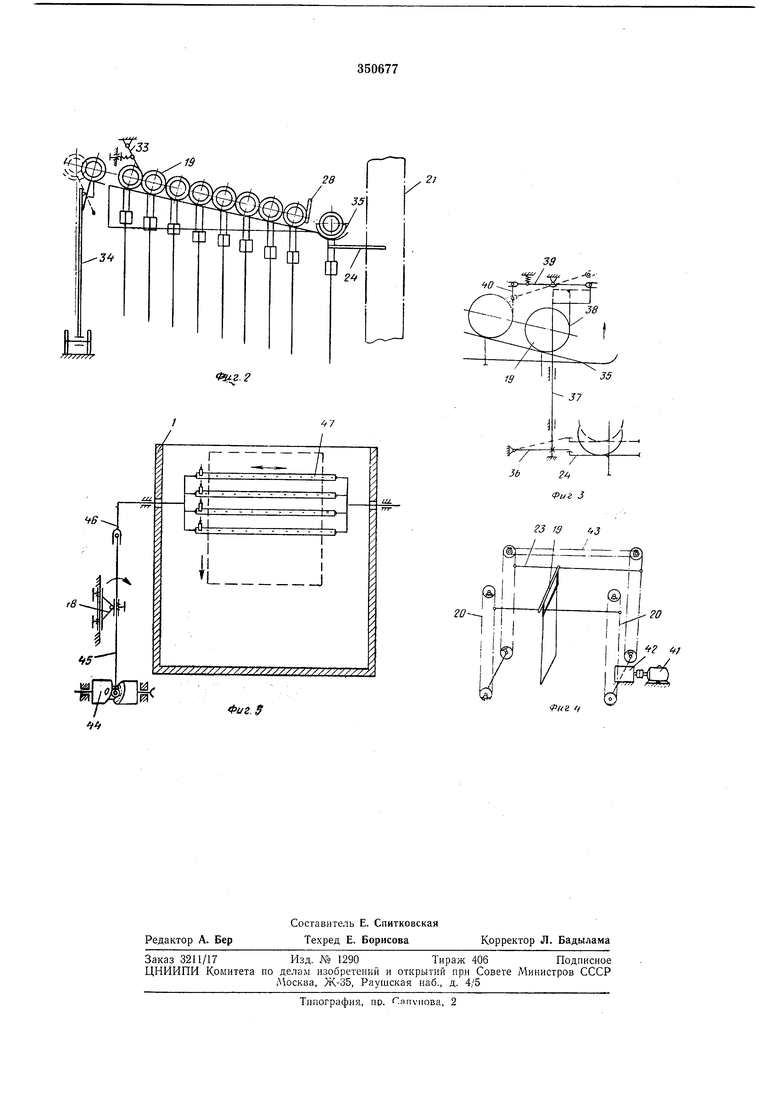
На фиг. 1 изображена принципиальная схема установки; на фиг. 2 - схема магазинного устройства с перемещением подвесок под действие.м силы тяжести; на фиг. 3 - схема механизма питателя; на фиг. 4 - схема механизма транспортировки подвесок с офсетными копиями; на фиг. 5 - схема механизма перемещения дущирующего устройства.
Установка содержит систему транспортировки офсетных копий и восемнадцать вертикальных рабочих ванн /-18.
Ванны расположены в следующем порядке; ванна 1 - струйного проявления, ванна 2 - первой струйной промывки, ванна 3-первой радиационной сушки, ванны 4, 5, 6 - анодного травления; ванна 7 - второй струйной
промывки; ванна 8 - снятия слоя окунанием; ванна 9 - струйно-щеточной промывки; ванна 10 - деканироваиия окунанием; ванна 11- третьей струйной промывки; ванна /2 - контактной гидрофилизации; ванна 13 - контакттруйной npOiMbiBKH; ванна 15-гидрофилизаии окунанием; ванна 16 - пятой струйной ромывки; ванна У7- контактного нанесения ащитного слоя; ванна 18 - второй радиаионной сушки.
Для обеспечения независимого изменения родолжительности основных технологических пераций (проявления и травления), удобства снятия офсетной копии после первой сушки после операции травления для контроля и корректуры установка разделена на три секции, имеюш,ие отдельные механизмы транспортировки обрабатываемых копий.
В первую секцию входят ванны /-3, во вторую секцию - ванны 4-9, в третью секцию ванны 10-18.
Такое построение установки дает возможность сократить общую продолжительность изготовления офсетных форм.
Перемешение офсетных копий внутри каждой секции осуществляется в подвесках 19 при помощи механизмов 20-22 транспортировки цепного тина с рейками 23-25.
Секции связаны друг с другом промежуточными магазииными устройствами 26 и 27 с питателями 28 и 29.
Промежуточные магазинные устройства служат для прием.а.. и накопления подвесок с копиями, поступающими из мехапизма транспортировки предыдущей секции и автоматической поштучной выдачи их питателями на механизм транспортировки последующей секции в соответствии с тактом последней.
Установка нодвесок с офсетными копиями осуществляется вручную на загрузочное магазинное устройство 30 с питателем 31. Прием и накопление подвесок с готовыми офсетными формами из третьей секции . осуществляется при помощи приемного магазинного устройства 32. Удаление подвесок с формами из приемного устройства осуществляется вручную.
Магазинное устройство самотечного типа служит для перемещения подвесок по наклонной плоскости за счет силы тяжести. Для предотвращения сильных ударов подвесок друг о друга имеется флажковый тормоз 33.
Для удаления подвесок с копиями из магазинного устройства служит выдвижпой кронштейн 34. Имеется входной кронштейн 35.
Конструкция всех четырех магазинных устройств установки одинакова, лишь в загрузочном магазинном устройстве отсутствует выдвижной кронштейн, а в приемном магазинном устройстве - выдвижной кронштейн и питатель.
Питатель штифтового типа содержит рычаг 36, штангу 37 и жестко соединенный с ней штифт 38. Имеется кулисный рычаг 39, взаимодействующий со штифтом 40.
Для предохранения магазинных устройств от перегрузки имеется блокировочное устройство, которое в случае заполнения магазинного устройства определеннь1м количеством подвесок отключает питатель предыдущего
загрузочного устройства, прекращая тем самым поступление очередных подвесок на механизм транспортировки. Механизмы транспортировки офсетных коПИЙ во всех трех секциях установки одинаковы. Имеется электродвигатель 41, редуктор 42 и цепная передача 43.
Душирующее устройство установлено в ванне проявления с возможностью возвратнопоступательного перемещения в плоскости, параллельной обрабатываемой поверхности офсетной копии. Это осуществляется при помощи кулачково-кулисного 1механизма, состоящего из кулачка 44, коромысла 45 и кулисы
46, на которой жестко укреплено дущирующее устройство 47. Скорость и шаг перемещения душирующего устройства регулируется изменением скорости вращения кулачка и перемещением шарнирной опоры 48.
Работает установка следующим образом.
Офсетные копии загружают в рабочие ванны, предназначенные для выполнения технологических операций по обработке офсетных биметаллических копий со светочувствительным слоем на основе диазосоединении.
По мере обработки копий в рабочих ваннах они поступают в магазинные устройства. Для удаления подвесок с копиями из магазинного устройства служит выдвижной кронштейн. Отделение подвесок из общего ряда и поштучная их подача на входной кронштейн осущесвляется при помощи питателя. Питатель работает следующим образом. Рейка мехапизма транспортировки, поднимаясь вверх, поворачивает рычаг, который поднимает штангу и жестко соединенный с ней штифт 38. При этом подвеска скатывается на выходной кронштейн. Одновременно при помощи кулисного рычага опускается
штифт 40, препятствуя перемещению следующей подвески. После того, как рычаг выйдет из контакта с рейкой, штифт возвращается в исходное положение, а подвеска скатывается до щтифта 38. При следующем подъеме
рейки цикл работы питателя повторяется.
Электродвигатель механизма транспортировки через редуктор и цепную передачу приводит в движение механизмы транспортировки 20-22, расположенные понарно с боковых сторон установки. К звеньям этих механизмов шарнирно прикреплены рейки 23, имеющие гнезда для установки подвесок 19 с копиями. Рейки, двигаясь по транспортеру,
одновременно неремещают подвески с копиями как в вертикальном, так и в горизонтальном нанравлениях от одной ванны к другой. При этом шаг горизонтального перемещения рамки равен диаметру звездочек цепных передач.
В крайнем нижнем положении подвески с копиями ложатся на кронштейны соответствующих ванн и рейки продолжают движение, перемещаясь в горизонтальном направПри последующем подъеме рейки снова захватывают подвески с копиями, перемещая их в вертикальном направлении.
При необходимости длительного выстоя копий в крайнем положении привод цепных передач отключается.
Все механизмы транспортировки работают от индивидуального электропривода.
Гидрофилизация пробельных элементов, гидрофобизация печатных элементов и нанесение защитного слоя осуществляются при помощи паролоновой губки, пропитанной соответствующим рабочим раствором.
Установка, построенная по предложенной схеме, рассчитана на выпуск 20-30 биметаллических офсетных форм в 1 час при использовании светочувствительного диазослоя.
Предмет изобретения
1. Установка для изготовления офсетных биметаллических печатных форм, содержащая механизм транспортировки копий, закрепленных на подвесках, вертикальные ванны для
струйного проявления копий с использованием душирующего устройства, ванны для сущки, анодного травления, снятия светочувствительного слоя и промежуточных промывок копий,
отличающаяся тем, что, с целью повыщения производительности, ванны совместно с механизмом транспортировки объединены в отдельные секции, между которыми установлены магазинные устройства с питателями.
2. Установка по п. 1, отличающаяся тем, что магазинные устройства выполнены в виде наклонной плоскости для перемещения подвесок и питателя со штифтом, периодически перемещаемым от рейки механизма транспортировки.
3.Установка по п. 1, отличающаяся тем, что дущирующее устройство установлено с возможностью возвратно-поступательного перемещения в плоскости, параллельной обрабатываемой поверхности копии, посредством кулачково-кулисного механизма.
4.Установка по пп. 1-3, отличающаяся тем, что она снабжена ваннами для декопирования, гидрофилизации и гидрофобизации
копий.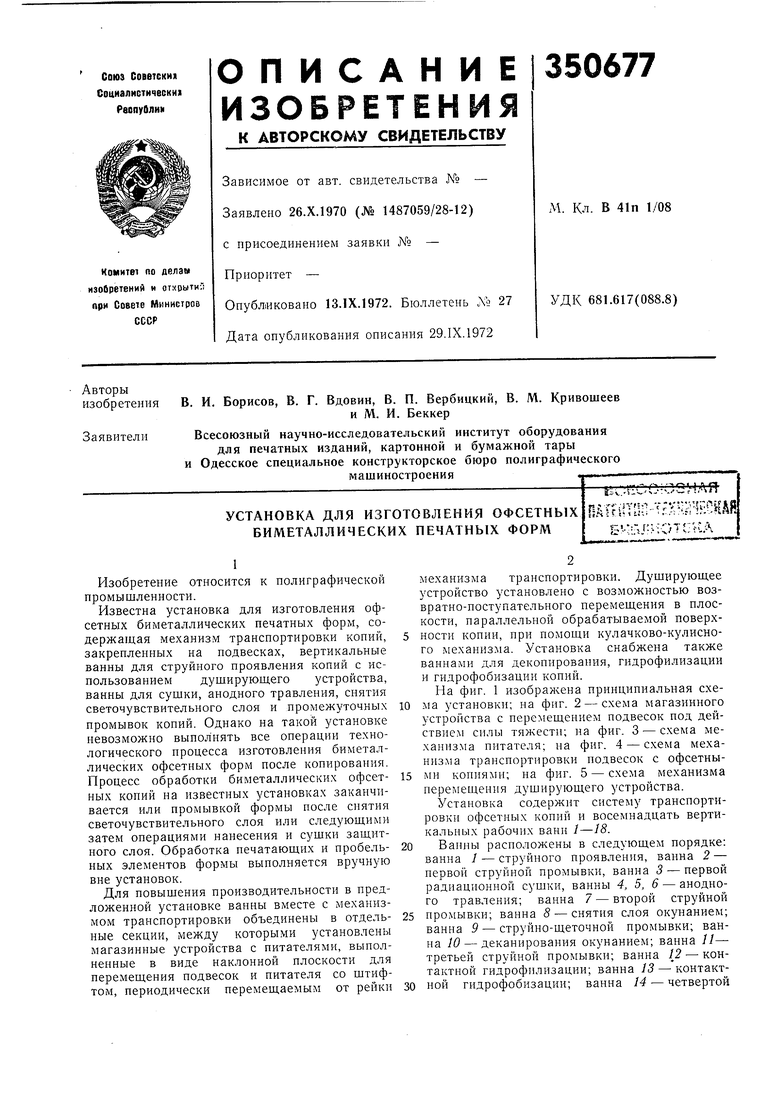
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для подготовки металлических предварительно изогнутых копий к травлению | 1976 |
|
SU653307A1 |
| УСТРОЙСТВО для очистки ДЕТАЛЕЙ | 1969 |
|
SU251386A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ПЕЧАТНЫХ ОФСЕТНЫХ ФОРМ «НЕРЖАВЕЮЩАЯ СТАЛЬ—МЕДЬ»0.. | 1964 |
|
SU159545A1 |
| УСТРОЙСТВО для ПРИКАТКИ пятки ВЕНТИЛЯ | 1970 |
|
SU259361A1 |
| Устройство для удаления остатковМОдЕльНОгО COCTABA из КЕРАМичЕСКиХфОРМ | 1979 |
|
SU810361A1 |
| Способ очистки изделий и устройство для его осуществления | 1986 |
|
SU1388114A1 |
| Установка для промывки изделий | 1973 |
|
SU494204A1 |
| МАШИНА ДЛЯ ОЧИСТКИ ТОРЦОВЫХ ФЛАНЦЕВ КАТУШЕК | 1972 |
|
SU340468A1 |
| ШТАМП ДЛЯ ЗАКАЛКИ ЛИСТОВЫХ ДЕТАЛЕЙ | 1972 |
|
SU334264A1 |
| МОЕЧНАЯ МАШИНА | 1971 |
|
SU429857A1 |
20 23 IS I 2 3 22 25
.г
47
Фиг.§
гз 13 4.J
г «/
Фиг tf
