Известны устройства для очистки детален авиационной техники, включающие ванны для моющей жидкости, сортировки деталей, напольный конвейер, струйные моечные машины и сушильную камеру, объединенные в общий поток.
Предлагаемое устройство отличается тем, что ванны для струйных моечных машин установлены в две параллельные линии, снабженные автооператорами, жесткими и гибкими подвесками для сортовиков, ваннами с качающимися платформами, герметизирующими кожухами-боксами и механизированными крышками для ванн. Такое устройство обеспечивает проведение многопроцессной и автономной очистки разнородных деталей. Кроме того, с целью механизации и автоматизации процесса загрузки разногабаритных деталей устройство оборудовано загрузочным рольгангом с управляющим фотоэлементом, электромагнитным iKcaTOpOM, управляющим кольцевым выключателем, стопорной рейкой и продольными конусообразными направляющими. Для очистки деталей различной конструкции в одних и тех же сортовиках устройство оборудовано сортовиком-обоймой, снабженным перфорированными съемными перегородками, заслонками-стенками и пазами для прохода кассет с различными деталями. Для удаления загрязненных частиц из моющей жидкости на дне ванн установлены и крепятся к их стенкам Г-образные грязеуловители с перекрывающимися корытами. Для обеспечения жесткой подвески п возвратно-поступательного перемещения сортовиков подвеска представляет собой захват с замковым устройством, выполненным в виде двух опорных пят-фиксаторов и торцовых упоров. Для герметизации ванн при загрузке сортовиков с деталями ванны имеют двухстворчатые механизированные крышки и съемный захват, выполненный в виде крышки.
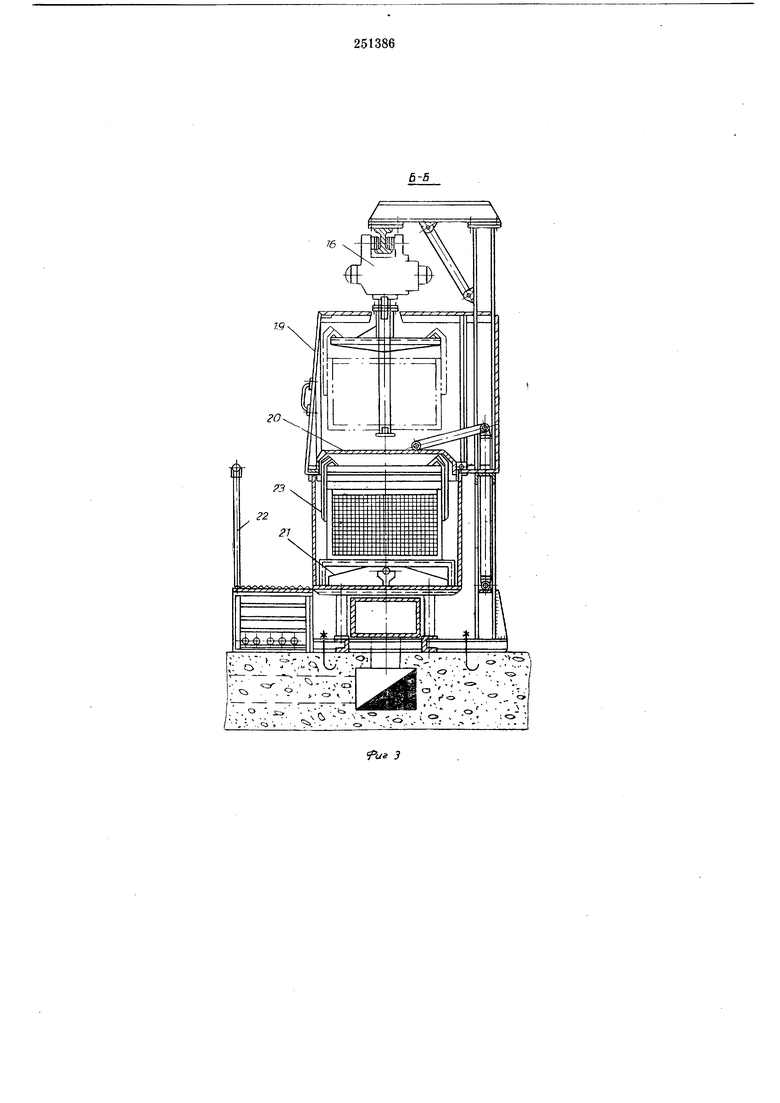
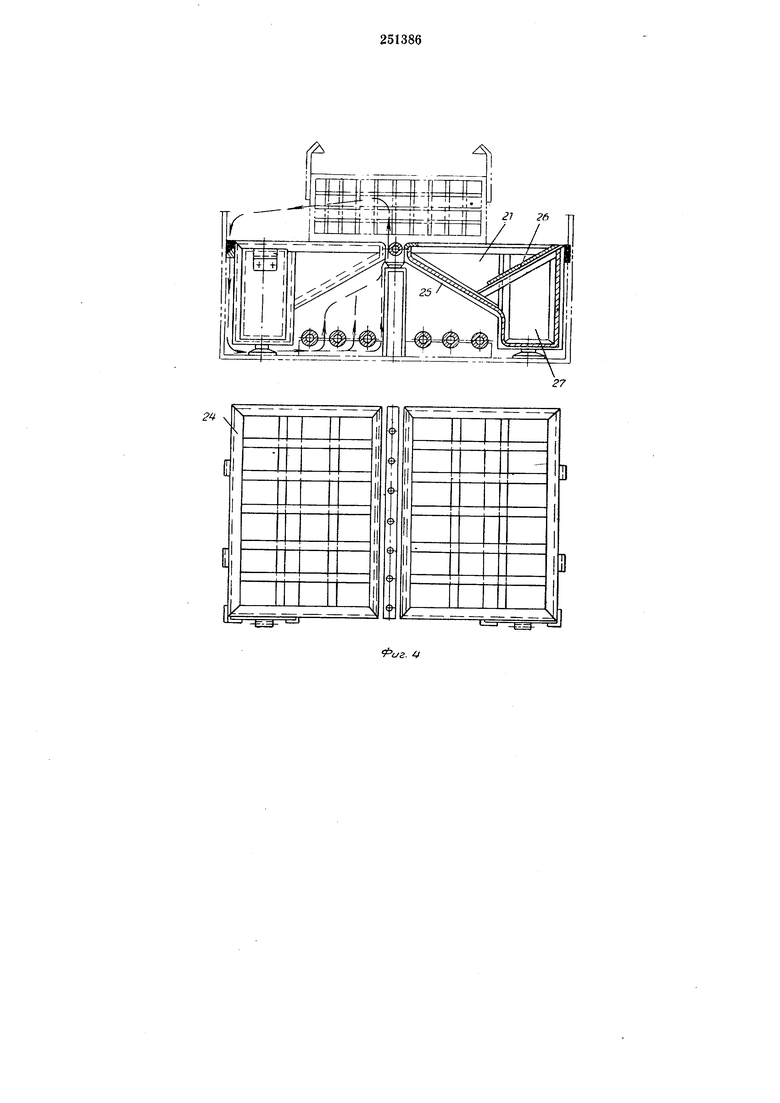
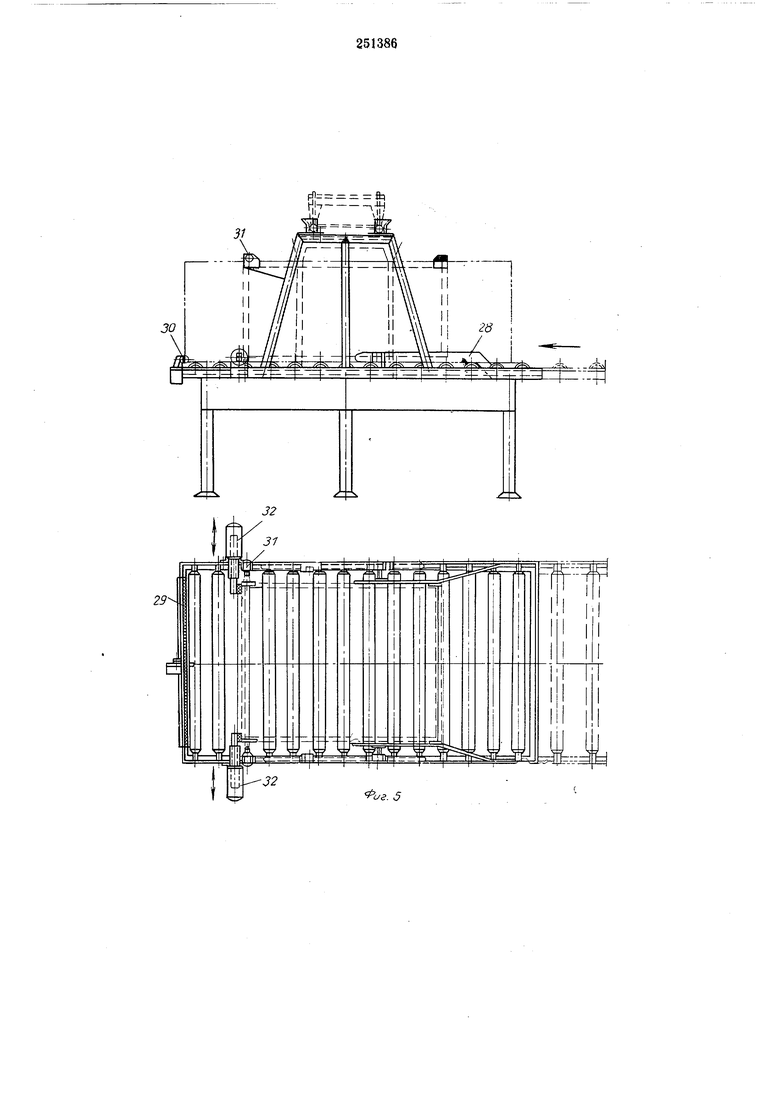
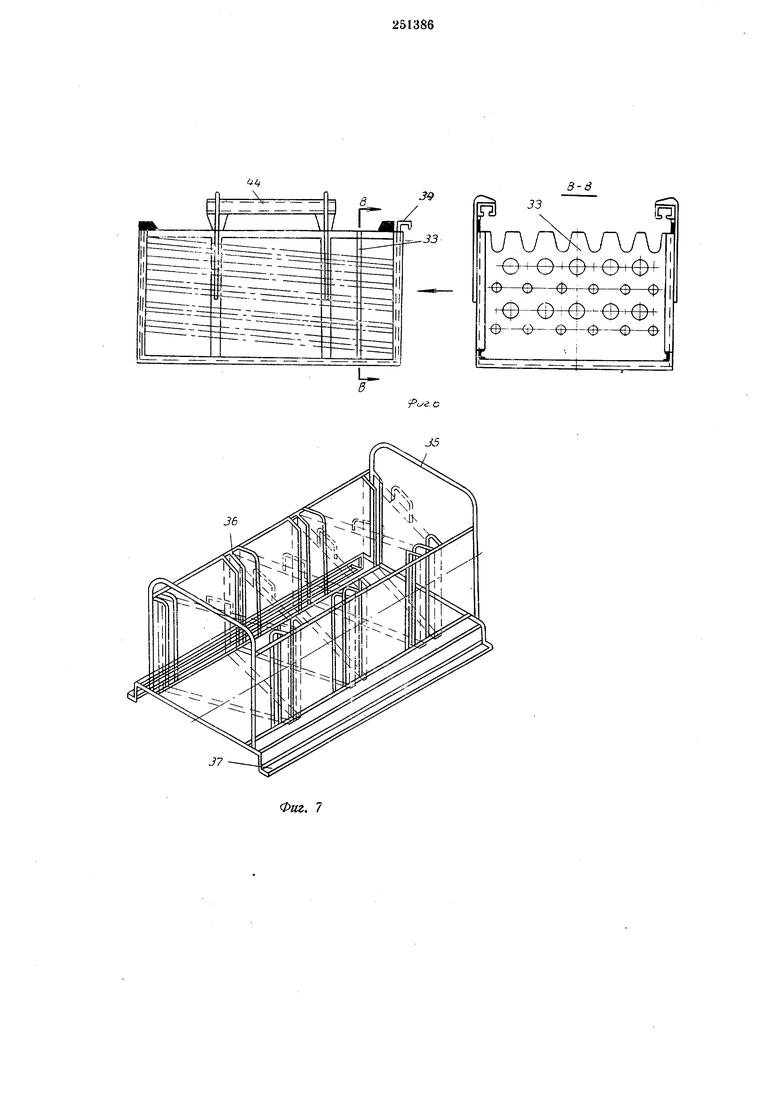
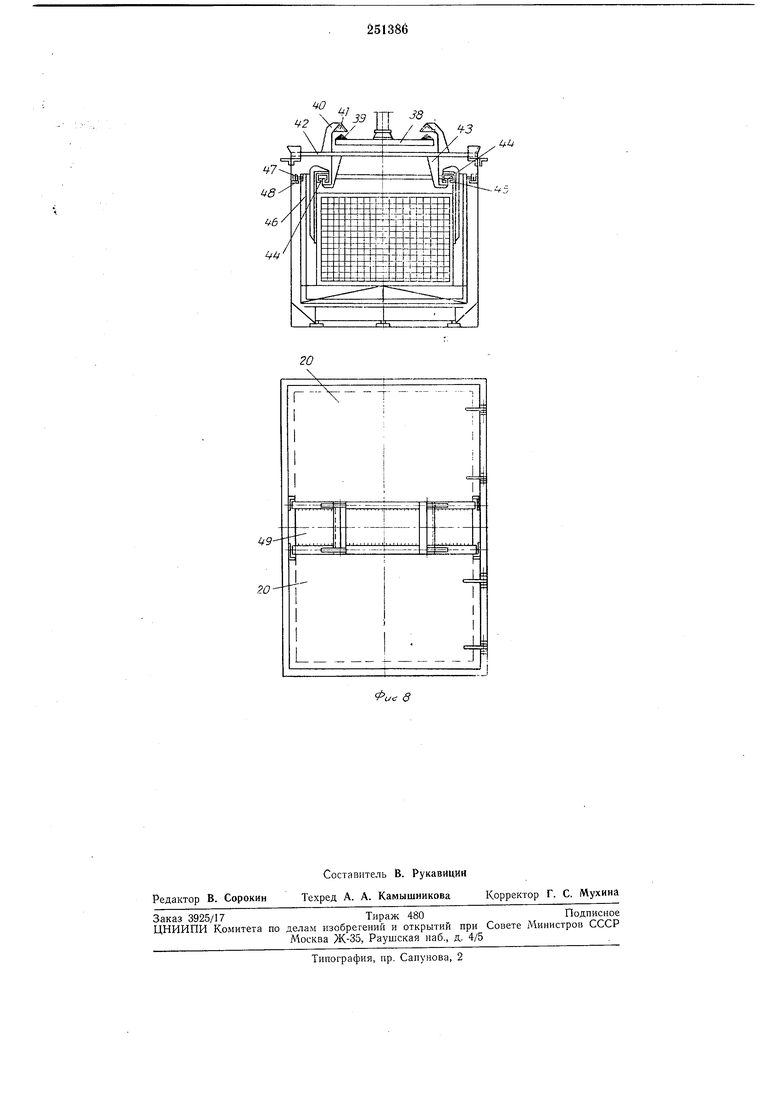
На фиг. 1 схематически изображено описываемое устройство для очистки деталей, общий вид; на фиг. 2 - разрез по Л - А на фиг. 1; на фиг. 3 - разрез по Б - Б на фиг. 2; на фиг. 4 - грязеуловитель в двух проекциях; на фпг. 5 - загрузочный рольганг в двух проекциях; на фиг. 6 - сортовик-обойма, вид сбоку; на фиг. 7 - кассета сортовика-обоймы, общий вид; на фиг. 8 - сортовик с узлами жесткой подвески, в двух проекциях.
Многопроцессное устройство состоит из параллельно-последовательно установленных пульта управления Д загрузочных рольгангов 2, ванны 3 предварительной очистки, ванны 4 отмочки деталей из алюминиевых сплавов и стали, ванны 5 для расконсервации мелких деталей и крепежа с применением зльтразвука, ванны 6 для удаления лакокрасочных покрытий с деталей пз магниевых сплавов, ванны
7 для ополаскивания деталей, ванны 8 для удаления лакокрасочных нокрытий со стальных деталей, трубопроводов и деталей из алюминиевых сплавов, ванны 9 для размягчения, старых лакокрасочных покрытий на металлических деталях, ванн 10 и 11 для отмывки размягченного покрытия, струйной машины 12 для промывки деталей раствором аэрола, ванну 13 для ополаскивания деталей горячей водой, сушильной камеры 14, приемного столарольганга 15, автооператоров 16 и 17 и напольного транспортера 18.
Ваины 4 II 5 имеют загрузочные кронштейны, воздушный барботер, качаюш,иеся платформы, крышки и вентиляционные насосы, а также оборудованы централизованной подачей моющей жидкости и ее удалением.
Ванны 6, 7 -R 8 оборудованы барботерами, крышками, кронштейнами загрузки, бортовыми вентиляторами, имеют централизованную подачу всех реагентов и их здаление.
Ванны имеют герметизированные устройства, кожухи-боксы 19, механизированные крышки 20, грязеуловители 21, системы вытяжной вентиляции, траи-подставку 22, сортовики 23, а также турбулизируюш,ее устройство. Грязеуловитель состоит из сварного каркаса 24 и продольно расположенных перекрывающих друг друга корыт 25 и 26, а карманаотстойника 27. Удаление грязи осуществляется посредством выдвижных заслонок (на чертеже не показаны).
Загрузочный рольганг имеет две направляющие пластины 28 для предохранения от соскальзывания сортовика, стопорную рейку 29, концевой выключатель 30, фотоэлемент 31-; два электромагнитных фиксатора 32.
СортоБик-обойма состоит из сварного каркаса, вставных перфорированных перегородок 33, заслонки 3. Кассета 35 имеет, пазы 36 для установки в них деталей и отбортованные полозья 37.
Подвеска и качание сортовиков в ваннах обеспечивается подвеской 38 автооператора, имеющей два продольных выступа 39, захват 40 с двумя продольными пазами 41, трубчатые опорные полозья 42, кронштейны-полозья 43, снабженные пятами-фиксаторами 44 для захвата сортовика при помощи направляющих обойм 45. Платформа 46 для качания сортовиков с деталями представляет раму с роликами 47 и ребристыми направляющими 48, а также систему рычагов и электромеханический привод. Для герметизации ванн к захвату приварены пластины 49, выполняющие роль дополнительной крышки.
По команде с пульта детали поступают на загрузочный рольганг и затем с помощью транспортируюш.их устройств переносятся в ванну 3, где проходят предварительную очистку горячей водой с барботажем пара. Алюминиевые и стальные детали проходят процесс очистки от грунтовых загрязнений окисленных масел и смазок в ванне 4. Расконсервация деталей и крепежа производится в ванне 5. В
ванне 6 происходит удаление лакокрасочных покрытий с деталей из магниевых сплавов, а в ванне 7 - ополаскивание деталей. Ванна 8 используется для удаления лакокрасочных покрытий со стальных деталей, трубопроводов и деталей из алюминиевых сплавов. В ванне 9 происходит размягчение старых лакокрасочных покрытий на металлических деталях. Ванны 10 п // снабжены качающимися устройствами и служат для отмывки размягченного покрытия. После обработки в ваннах детали в сортовиках и подвесках транспортируются в моечную машину 12, где проходят двухстадийную струйную обработку и направляются в
ополаскивающую ванну 13. Для сушки детали транспортируются в сушильную камеру 14 и попадают на рольганг 15. Транспортировка деталей осуществляется автооператорами 16 и
17.В моечные машины и на сушку детали транспортируются напольным транспортером
18.Перед опусканием сортовика в ванну происходит механизированное открытие крышек 20, а после ухода автооператора крышки закрываются. Сортовики устанавливаются на
грязеуловитель, выполняющий одновременно роль подставки. Грязевые частицы с взмученного моющего расгвора оседают вниз и по наклонным корытам 25 и 26 попадают в карман 27 грязеуловителя, где удерживаются от повторного взмучивания.
Процесс загрузки разногабаритных сортовиков осуществляется следующим образом. С помощью направляющих пластин 28 сортовики центрируются и трангпортируются по рольгангу до соприкосновения со стопорной рейкой 29, при одновременном нажатии на концевой выключатель 30 подается сигнал о готовности сортовика к загрузке, и дальнейшая транспортировка сортовика осуществляется автоматически.
При загрузке малогабаритных сортовиков управление отключением рольганга и сигнализация о готовности происходят с помощью фотоэлементов 31, подающих сигнал на срабатывание электромагнитных фиксаторов 32, которые останавливают сортовик в нужном положении. Детали различной конструкции загружаются посредством сортовиков-обойм, подъем и опускание сортовиков в ваннах осуществляются автооператорами посредством подвески 38.
Качание сортовиков в ваннах обеспечивается с помощью платформы 46, имеющей ролики 47 для ее возвратно-поступательного перемещения по ребристым направляющим 48 посредством электромеханического привода. Герметизация ванны при опускании сортовика в ванну обеспечивается приваренной к захвату пластиной 49, выполняющий роль крышки.
Преддгет изобретения
1. Устройство для очистки деталей, преимущественно авиационной техники, включающее ванны для моющей жидкости, сортировки деталей, напольный конвейер, струйные моечные
машины и сушильную камеру, обьеднненные в общий поток, отличающееся тем, что, с целью проведения многопроцессной и автономной очистки разнородных -деталей, ванны для струйных моечных машин установлены в две параллельные линин, снабженные автоонераторами, жесткими и гибкими подвесками для сортовиков, ваннами с качающимися платформами, герметизирующими кожухами-боксами, механизированными крышками для ванн.
2.Устройство по п. 1, отличающееся тем, что, с целью механизации и автоматизации процесса загрузки разногабаритных деталей, оно оборудовано загрузочным рольгангом с управляющим фотоэлементом, электромагнитным фиксатором, управляющим кольцевым выключателем, стопорной рейкой и продольными конусообразными направляющими.
3.Устройство по п. 1, отличающееся тем, что, с целью очистки деталей различной конструкции в одних и тех же сортовиках, оно оборудовано сортовнком-обоймой, снабженным перфорированными съемными перегородками, заслонками-стенками, пазами для прохода кассет с различными деталями.
4.Устройство по п. 1, отличающееся тем, что, с целью удаления загрязненных частиц из моющей жидкости, на дно ванн установлены и крепятся к их стенкам Г-образные грязеуловители с перекрывающимися корытами.
5.Устройство по п. 1, отличающееся тем, что, с целью обеспечения л есткой подвески и возвратно-поступательного перемещения сортовиков, подвеска представляет собой захват с замковым устройством, выполненным в виде
двух опорных пят-фиксаторов и торцовых упоров.
6.Устройство по п. 1, отличающееся тем, что, с целью герметизации ванн при загрузке сортовиков с деталями, ванны имеют двухстворчатые механизированные крышки и съемный захват, выполненный в виде крышки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ очистки ДЕТАЛЕЙ | 1973 |
|
SU375326A1 |
| ДВУХУРОВНЕВАЯ МОЕЧНАЯ МАШИНА С ДЕФЕКТОСКОПОМ | 2004 |
|
RU2265490C1 |
| МАШИНА ДЛЯ АВТОМАТИЗИРОВАННОЙ МОЙКИ КОРПУСОВ БУКС | 2003 |
|
RU2260481C2 |
| Устройство для очистки деталей | 1979 |
|
SU816577A1 |
| МОЕЧНАЯ МАШИНА | 1970 |
|
SU259589A1 |
| МАШИНА ДЛЯ МОЙКИ БАНОК | 1971 |
|
SU418446A1 |
| УСТАНОВКА ДЛЯ УЛЬТРАЗВУКОВОЙ ОЧИСТКИ полыхДЕТАЛЕЙ | 1972 |
|
SU331826A1 |
| УСТРОЙСТВО ДЛЯ МОЙКИ, ХИМИЧЕСКОЙ ОБРАБОТКИ И СУШКИ СЫПУЧИХ ОБЪЕКТОВ В КАССЕТАХ | 2018 |
|
RU2688519C1 |
| ПОТОЧНАЯ ЛИНИЯ для ПРОИЗВОДСТВА ТРЕХСЛОЙНЫХ СТЕКЛОПАНЕЛЕЙ«п ';А 1C.: ••-.'•- ^с А '10^.. - • 't СА*!;; "С Ь-.' -'>& ••iЕНБЛйСТг:^^ | 1964 |
|
SU165873A1 |
| МОЕЧНАЯ МАШИНА ДЛЯ ДЕТАЛЕЙ | 1968 |
|
SU222114A1 |

,..,.JШ шШ
.:°---f - & L - -.. ., - о..о.-;..ь.. .,.-. --..--v.. ;f--4o:. о.--.----.-,.: :--:.,...
...-, ..-/о .,.0. o. ...Д Д с.. о:.. О .-. о....; т ,,...-. -о-,... :.. -... , ..о;.
О .. О Ci -, с;э
, -,..-JJ, L 1:-.
/ /
16 9 Ю
/; l.,
16
19
ач -
31
аг.5
В-в
33
АУЛАЛ
Ф-е-ф-Ф-ф -ЧМ)-ФФ-(4-ф-п:L
36
37
Фиг. 7
