Изобретение относится к электроэрозионной обработке, в частности к электроэрозионному шлифованию с питанием промежутка от высокочастотного генератора.
Известны способы электроэрозионного шлифования врашающимся электрод-инструментом, выполненным из отдельных изолированных друг от друга дисков.
Недостатком этих способов является то, что при питании электроэрозионного промежутка от высокочастотного генератора с частотой следования импульсов в несколько десятков килогерц в ряде случаев наблюдаются прижоги, свидетельствуюшие о прохождении нескольких импульсов через один канал разряда или через рядом расположенные каналы, что приводит к ухудшению чистоты поверхности и браку детали.
Целью изобретения является стабилизация процесса обработки и улучшение чистоты обработанной поверхности изделия.
Цель достигается тем, что импульсы напряжения принудительно распределяют но дискам электрод-инстру.мента таким образом, что разряды проходят на участках, удаленных друг от друга на расстояние, превышаюшее диаметр канала разряда.
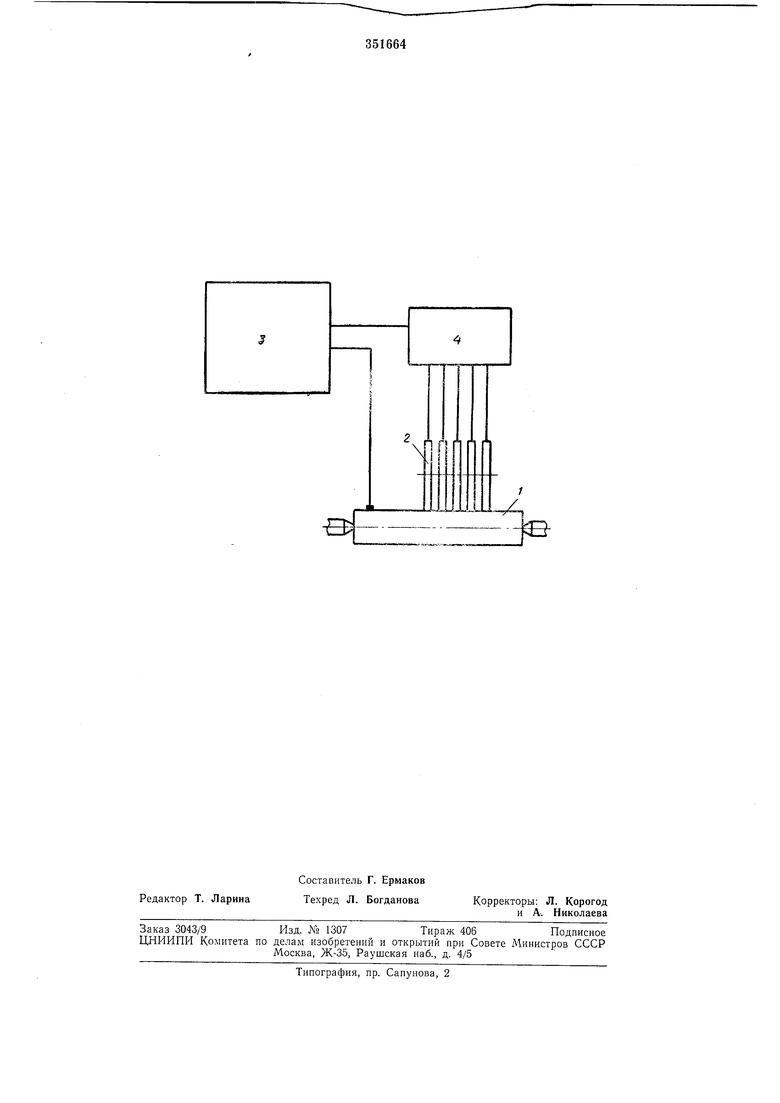
Способ ил.чюстрируется чертежом.
ных друг от друга дисков, к которым поочередно подается от высокочастотного источника иитаиия 3 по одному импульсу. Последовательяое принудительное расиределение подаваемых источником импульсов по отдельиым дискам осуш,ествляется электронным коммутатором 4 по определенной заранее заданной программе.
Так, если электрод состоит из пяти дисков, то импульсы подаются в следующей последовательности: 1-3-5-2-4. В этом случае частота подаваемых на каждый диск импульсов снижается во столько раз, сколько в электроде дисков. Это позволяет исключить возможность следования последуюш,его импульса ПО разрядному каналу от предыдущего импульса.
Цредмет изобретения
Способ электроэрозионного шлифования вращающимся электрод-инструментом, выполненным из изолированных друг от друга дисков, отличающийся тем, что, с целью стабилизации процесса и повышения качества обработанной поверхности, на каждый отдельный диск импульсы напряжения подаются по заданной программе таким образом, чтобы разряды проходили на участках, удаленных друг от друга на расстояние, превышающее диаметр канала разряда.
Л. .LA..-.
.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ПРОШИВКИ ОТВЕРСТИЙ | 2012 |
|
RU2522864C2 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНЫХ ПОРОШКОВ ЭЛЕКТРОЭРРОЗИОННЫМ ДИСПЕРГИРОВАНИЕМ ОТХОДОВ ШАРИКОПОДШИПНИКОВОЙ СТАЛИ В ВОДЕ | 2015 |
|
RU2597443C1 |
| Способ электроэрозионного шлифования | 1982 |
|
SU1016128A1 |
| Устройство для компенсации износа электрода-инструмента | 1969 |
|
SU267781A1 |
| Способ комбинированной правки абразивных кругов и устройство для его осуществления | 1986 |
|
SU1355393A1 |
| МНОГОЭЛЕКТРОДНЫЙ ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОЭРОЗИОННОГО ЛЕГИРОВАНИЯ | 1995 |
|
RU2111095C1 |
| Способ обработки токопроводящимАбРАзиВНыМ иНСТРуМЕНТОМ и уСТРОйСТВОК шлифОВАльНОМу СТАНКу для ЕгООСущЕСТВлЕНия | 1978 |
|
SU841889A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОКИСИ АЗОТА | 2021 |
|
RU2804697C1 |
| СПОСОБ ШЛИФОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2010 |
|
RU2432239C1 |
| СПОСОБ ЭЛЕКТРОИСКРОВОГО НАНЕСЕНИЯ ПОКРЫТИЯ | 1997 |
|
RU2132407C1 |
