Предлагаемое изобретение относится к электроискровым методам обработки токопроводящих материалов и может быть использовано для нанесения износостойких и коррозионностойких покрытий на детали машин и металлические поверхности различных конструкций, эксплуатирующиеся при экстремальных условиях.
Известен способ электроискрового легирования, при котором применяются системы с вращающимися многоэлектродными головками, установленными на виброрегуляторах, обеспечивающих вертикальные колебания электродов с одновременным круговым движением (Коваль Н.П. и др. Установка для электроискрового механизированного легирования ЭФИ-66. Электронная обработка материалов. 1974 г., N 1, с. 82 - 84).
В этом способе осуществляется электроэрозионное нанесение покрытия на одном независимом искровом промежутке, образованном деталью и легирующими электродами. Искровые разряды на электродах происходят хаотично.
Производительность нанесения покрытия невысокая, слой обладает несплошностями. Повышение частоты следования импульсов разрядного тока, поступающих от одного генератора импульсного тока на всю совокупность легирующих электродов, вызывает заметное снижение энергии отдельного разряда, его длительности и не приводит к значительному повышению производительности нанесения покрытия.
Известен также способ электроэрозионного легирования, в котором нанесение покрытия осуществляют многоэлектродным инструментом, содержащим дисковые электроды, закрепленные на оси посредством упругих элементов и изолированные друг от друга для раздельного питания от независимых источником технологического тока (SU, авторское свидетельство N 1821300, B 23 H 9/00, 1993 г.)
Способ реализован с применением нескольких одинаковых генераторов импульсного тока, соответственно, числу легирующих электродов, что приводит к увеличению частоты следования разрядов в сумме по всем электродам и, следовательно, к повышению производительности нанесения покрытия.
Однако отсутствие согласования по времени моментов подачи импульсов тока на разрядные промежутки приводит к неупорядоченному следованию искровых разрядов на легирующих электродах, что приводит к различным условиям предпробойного состояния искровых промежутков, вызванных неодинаковым уровнем остаточной ионизации и мгновенного термического режима электродов и детали по длине фронта нанесения покрытия. Это увеличивает флуктуацию электроискрового процесса, сопровождающуюся различными по интенсивности искровыми разрядами, что снижает качество нанесения покрытия, его сплошность. Задачей, решаемой описываемым изобретением, является повышение качества и производительности нанесения покрытия.
Для решения поставленной задачи, согласно способу электроискрового нанесения покрытия, при котором на нескольких искровых промежутках, образованных поверхностью детали и соответствующим количеством вращающихся легирующих электродов, расположенных друг за другом равноудаленно по длине окружности, пропускают равновеликие импульсы электрического тока с равными частотами следования от независимых источников питания, импульсы электрического тока подают на искровые промежутки сдвинутыми по фазе относительно порядка следования электродов на одинаковую часть периода основного интервала повторения импульсов на каждом электроде.
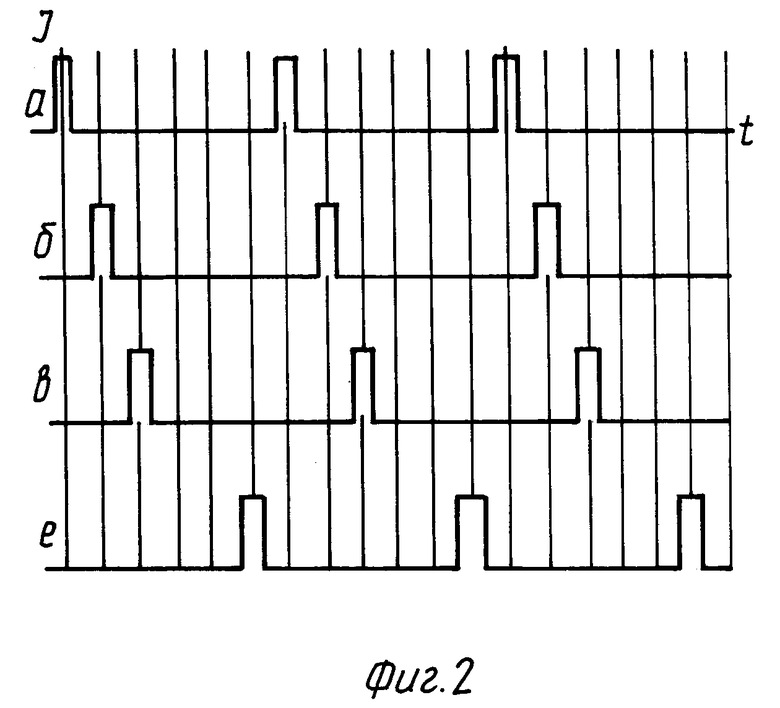
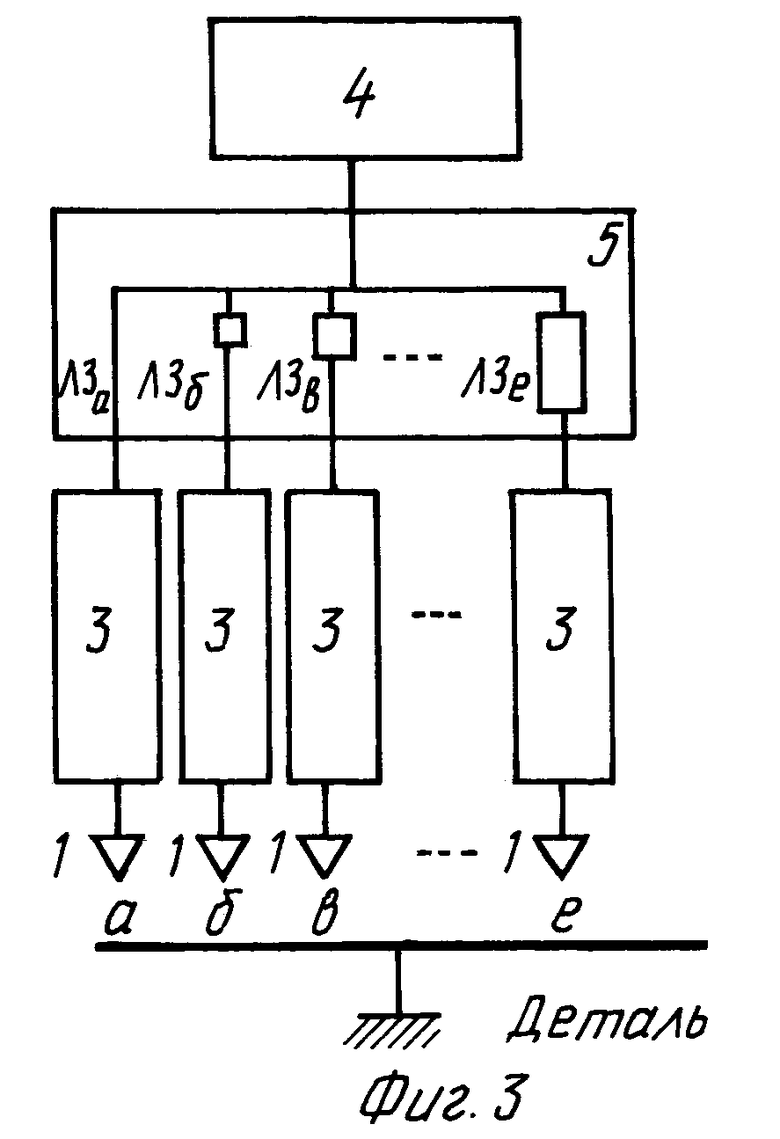
На фиг. 1 изображен схематично поперечный разрез узла электродержателя вращающегося многоэлектродного инструмента, на фиг. 2 представлены последовательности импульса электрического тока на электродах (а, б, в, ... е), а на фиг. 3 блок-схема устройства.
Легирующие электроды 1 расположены друг за другом равноудалено на длине окружности (а, б, в ... е) и размещены в пазах электродержателя 2, выполненного из термостойкого изолятора.
Для реализации предлагаемого способа возможно использование устройства, содержащего несколько, соответственно числу легирующих электродов, источников импульсного тока 3 с равными электрическими выходными параметрами и с разобщенной связью с искровым промежутком. Их объединяют общей цепью управления, состоящей из задающего генератором импульсов 4 и блока запаздываний 5.
Способ реализуется следующим образом. На устройство подается питание. Электроды начинают вращаться и осциллировать. Сигналы управления заданной частоты следования, вырабатываемые задающим генератором 4, поступают на вход блока запаздываний 5. На выходе блока запаздываний с помощью набора линий задержки ЛЗi получают последовательности сигналов управления (а, б, в ... е), сдвинутые по фазе относительно порядка следования электродов на одинаковую часть периода основного интервала повторения импульсов на каждом электроде в отдельности.
Последовательности сигналов управления поступают на источники импульсного тока 3 и через искровые промежутки в порядке следования электродов через равные интервалы осуществляют искровые разряды, создавая эффект "бегущей искры".
Конкретное выполнение предлагаемого способа нанесения покрытия проводилось с использованием многоэлектродного вращающегося инструмента на образцах из стали 45. В качестве материала легирующего электрода применялся сплав феррохром. Число электродов - 12 шт на длине окружности - 50 мм.
Частота следования импульсов тока на каждом электроде 100 - 200 ГЦ. Энергия искровых разрядов 0,1 Дж. В этих условиях получали покрытия с толщиной 100 - 200 мкм со сплошностью не менее 95%.
Производительность нанесения покрытия при выбранной энергии импульсного разряда возросла на 30% по сравнению с несогласованной по времени подачей импульсов тока на разрядные промежутки и может быть повышена для более высоких значений энергии искровых разрядов и более плотного распределения электродов по длине окружности.
Использование предлагаемого способа нанесения покрытия позволяет повысить качество покрытия, его сплошность. Это достигается за счет выравнивания условий предпробойного состояния искровых промежутков и снижения флуктуации по интенсивности искровых разрядов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЭЛЕКТРОИСКРОВОГО НАНЕСЕНИЯ ПОКРЫТИЙ | 1996 |
|
RU2115762C1 |
| СПОСОБ ЭЛЕКТРОИСКРОВОГО НАНЕСЕНИЯ ПОКРЫТИЙ | 1996 |
|
RU2108212C1 |
| СПОСОБ ЭЛЕКТРОИСКРОВОГО ЛЕГИРОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2101145C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОИСКРОВОГО ЛЕГИРОВАНИЯ | 1996 |
|
RU2126315C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЭЛЕКТРОИСКРОВОГО ЛЕГИРОВАНИЯ | 1999 |
|
RU2164844C1 |
| МНОГОЭЛЕКТРОДНЫЙ ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОЭРОЗИОННОГО ЛЕГИРОВАНИЯ | 1995 |
|
RU2111095C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЭЛЕКТРОИСКРОВОГО ЛЕГИРОВАНИЯ | 1996 |
|
RU2130368C1 |
| СПОСОБ ЭЛЕКТРОИСКРОВОГО НАНЕСЕНИЯ ПОКРЫТИЙ | 1994 |
|
RU2074796C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЭЛЕКТРОИСКРОВОГО НАНЕСЕНИЯ ПОКРЫТИЙ | 1996 |
|
RU2119414C1 |
| СПОСОБ ЭЛЕКТРОИСКРОВОГО НАНЕСЕНИЯ ПОКРЫТИЙ | 1994 |
|
RU2093323C1 |
Изобретение может быть использовано для нанесения износостойких коррозионностойких покрытий на детали машин и металлические поверхности различных конструкций, эксплуатирующих при экстремальных условиях. Способ включает обработку токопроводящих материалов электрическими разрядами, при которой на нескольких искровых промежутках, образованных поверхностью детали и соответствующим количеством вращающихся легирующих электродов, расположенных друг за другом равноудаленно на длине окружности, пропускают равновеликие импульсы электрического тока с равными частотами следования от независимых источников питания, при этом импульсы электрического тока подают на искровые промежутки сдвинутыми по фазе относительно порядка следования электродов на одинаковую часть периода основного интервала повторения импульсов на каждом электроде. Способ позволяет повысить качество покрытия, его сплошность и равномерность, а также повысить производительность процесса. 3 ил.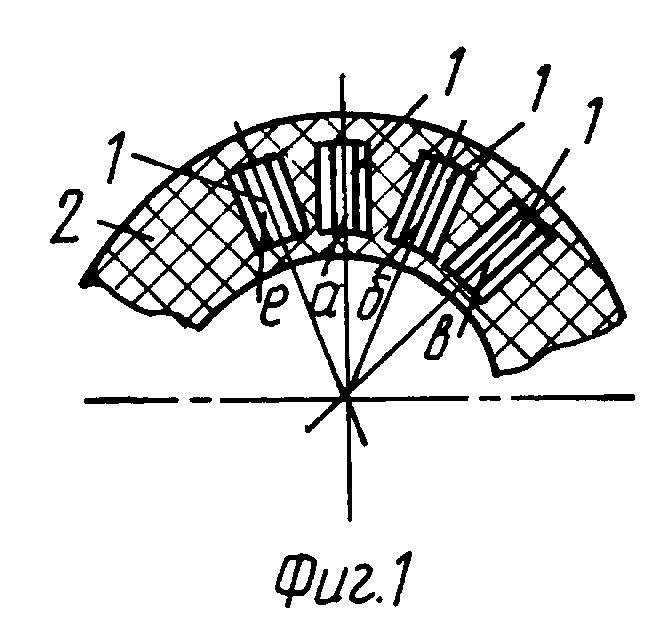
Способ электроискрового нанесения покрытия, включающий обработку токопроводящих материалов электрическими разрядами, при котором на нескольких искровых промежутках, образованных поверхностью детали и соответствующим количеством вращающихся легирующих электродов, расположенных друг за другом равноудалено на длине окружности, пропускают равновеликие импульсы электрического тока с равными частотами следования от независимых источников питания, отличающийся тем, что импульсы электрического тока подают на искровые промежутки сдвинутыми по фазе относительно порядка следования электродов на одинаковую часть периода основного интервала повторения импульсов на каждом электроде.
| Устройство для электроэрозионного легирования | 1991 |
|
SU1821300A1 |
| СПОСОБ ЭЛЕКТРОИСКРОВОГО НАНЕСЕНИЯ ПОКРЫТИЙ | 1994 |
|
RU2093323C1 |
| СПОСОБ ЭЛЕКТРОИСКРОВОГО НАНЕСЕНИЯ ПОКРЫТИЙ | 1994 |
|
RU2074796C1 |
| RU 95109486 A1, 20.05.97 | |||
| DE 35302494 A1, 26.02.87. | |||
