Изобретение относится к электроискровым методам обработки токопроводящих материалов и может быть использовано в различных отраслях промышленности для нанесения износостойких и коррозионностойких покрытий на детали машин, инструментов и металлические поверхности конструкций, эксплуатирующиеся в экстремальных условиях.
Известны устройства для электроэрозионного легирования, в которых нанесение покрытия осуществляют дисковыми электродами с использованием разобщенного с искровым промежутком генератора импульсного тока. Применение вращающегося дискового электрода позволяет добиться большей производительности нанесения покрытия и более высокой частоты обработанной поверхности по сравнению с вибрирующим электродом. (С.П. Фурсов и др. Источники питания для электроискрового легирования. Кишинев: Штиинца, 1983, с. 31-84).
Однако наличие абразивного действия электродов, перемещающихся с большой скоростью относительно обрабатываемого изделия, приводит к истиранию упрочненного слоя и самих электродов.
Известно также устройство для электроэрозионного легирования, содержащее дисковые электроды, закрепленные на оси с помощью электрододержателей, выполненных в виде кольцевых дисковых элементов с гофрами, и изолированные друг от друга для раздельного питания от независимых источников тока. Между электрододержателями установлены плоские индукторы для создания колебательного движения электродов за счет упругости гофров поперек направления вращения детали и электродов.
Под действием импульсов силового тока, протекающего через индуктор, обеспечивающих осцилляцию эрозионного промежутка, достигаются амплитуды смещения электродов в интервале 0,05-1,2 мм. (SU, авт. св. N 1821300, кл. B 23 H 9/00, 1993).
Однако после ударного магнитоимпульсного воздействия на электрододержатель электрод совершает затухающие колебания с резким убыванием амплитуды по экспоненциальному закону, что вызывает флуктуации электроискрового процесса, сопровождающиеся различной интенсивности искровыми разрядами. Нестабильность по интенсивности искровых разрядов в свою очередь снижает производительность нанесения покрытия и увеличивает шероховатость поверхности. Не исключается также и абразивное истирание упрочненного слоя из-за высокой жесткости кольцевых дисковых электродержателей с гофрами в направлении обрабатываемой детали.
Задачей, решаемой описываемым изобретением, является повышение производительности и качества нанесения покрытия.
Для решения поставленной задачи в известном устройстве для электроэрозионного легирования, содержащем дисковые электроды, закрепленные на оси посредством упругих элементов и изолированные друг от друга для раздельного питания от независимых источников тока, упругие элементы представляют собой спиральные пружины, размещенные в выполненных в дисковых электродах полостях. Электроды установлены под общим углом к оси вращения инструмента, при этом расстояние между электродами и угол их наклона выбирают из условия обеспечения нанесения сплошного покрытия при поступательном движении инструмента относительно обрабатываемой поверхности.
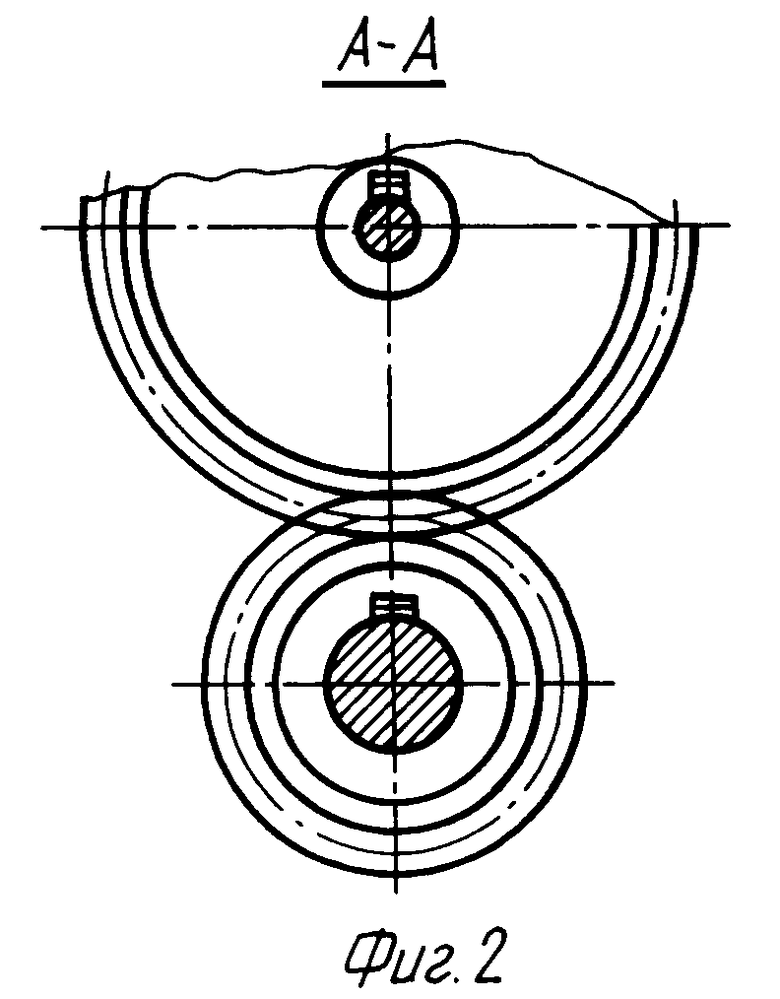
На фиг. 1 изображен общий вид многоэлектродного инструмента; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1.
Корпус инструмента 1 содержит диэлектрическую полую ось вращения 2 с дисковыми электродами 3, укрепленными на ней с помощью плоских спиральных пружин 4 прямоугольного сечения и держателей 5.
Электроды укрепляются на оси вращения под углом, изолируются между собой диэлектрическими втулками 6 и имеют упругую мягкую посадку на обрабатываемую деталь 7. На обоих концах оси вращения имеются токосъемные кольца 8, к которым прижимаются с помощью пружин 9 щеточные контакты 10, установленные в щеткодержателях 11, закрепленных на основаниях пазов 12 в корпусе.
Диэлектрическая ось вращения закреплена на подшипниках 13 с помощью металлических втулок 14, одна из которых несет на себе шестерню 15, входящую в зацепление с зубчатым колесом 16, насаженным на ведущую ось вращения 17, укрепленную на подшипниках 18. Ведущая ось вращения через коническую зубчатую передачу, образованную двумя коническими зубчатыми колесами 19 и 20, укрепленными на конических роликоподшипниках 21, получает крутящий момент от исполнительного электродвигателя или от выходного шпинделя металлообрабатывающего станка /не показан/.
Устройство работает следующим образом.
К детали 7, укрепленной на подвижном столе, с помощью ходовой передачи подводится устройство и создается необходимое упругое контактирование электродов 3 с обрабатываемой поверхностью. Затем включают исполнительный двигатель и источники импульсного тока.
При вращении диэлектрической оси 2 дисковые электроды 3 за счет поджатия пружин 4 меняют угол наклона относительно вертикальной оси на противоположный и точки их контакта с обрабатываемой поверхностью совершают поперечные смещения относительно поступательного движения инструмента, нанося покрытие на всю поверхность под электродами. При вращении оси и поступательном движении детали обеспечиваются колебательные смещения электродов с высокой частотой вследствие упругого закрепления электродов и шероховатости детали, что способствует образованию межэлектродного зазора.
Устройство несложно конструктивно и позволяет наносить покрытия с высокой скоростью при значительной сплошности слоя по большой площади обрабатываемой поверхности.
Описанное устройство применяли для нанесения покрытия на образцы из Ст45 электродами, выполненными в виде дисков диаметром 45 мм из сплава феррохром в количестве 10 шт. Угол наклона менялся в пределах 5-10o. Энергия в импульсе - до 0,1 Дж, частота вращения электродов 100-200 об/мин, частота следования импульсов на каждом электроде до 500 Гц.
При выбранных параметрах устройство позволяет создавать износостойкие и коррозионностойкие покрытия толщиной до 50 мкм, с шероховатостью Rz=7-20 мкм, сплошностью 90% и микротвердостью 600-800 кгс/мм2. Производительность процесса нанесения покрытия для одного электрода при выбранной энергии в импульсном разрезе составила не менее 3 см2/мин и в целом для всего инструмента позволяет существенно повысить этот показатель по сравнению с известными установками для электроэрозионного легирования.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОИСКРОВОГО НАНЕСЕНИЯ ПОКРЫТИЯ | 1997 |
|
RU2132407C1 |
| СПОСОБ ЭЛЕКТРОИСКРОВОГО ЛЕГИРОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2101145C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОИСКРОВОГО ЛЕГИРОВАНИЯ | 1996 |
|
RU2126315C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЭЛЕКТРОИСКРОВОГО НАНЕСЕНИЯ ПОКРЫТИЙ | 1996 |
|
RU2115762C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОИСКРОВОГО НАНЕСЕНИЯ ПОКРЫТИЙ | 1995 |
|
RU2093324C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЭЛЕКТРОИСКРОВОГО НАНЕСЕНИЯ ПОКРЫТИЙ | 1996 |
|
RU2119414C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ | 1994 |
|
RU2072282C1 |
| СПОСОБ ЭЛЕКТРОИСКРОВОГО НАНЕСЕНИЯ ПОКРЫТИЙ | 1996 |
|
RU2108212C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЭЛЕКТРОИСКРОВОГО ЛЕГИРОВАНИЯ | 1999 |
|
RU2164844C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЭЛЕКТРОИСКРОВОГО ЛЕГИРОВАНИЯ | 1996 |
|
RU2130368C1 |

Изобретение относится к электроискровым методам обработки токопроводящих материалов и может быть использовано для нанесения износостойких и коррозионностойких покрытий. Многоэлектродный инструмент содержит дисковые электроды. Электроды закреплены на оси посредством упругих элементов и изолированы друг от друга для раздельного питания от независимых источников тока. Упругие элементы выполнены в виде спиральных пружин и размещены в полостях дисковых электродов. Электроды установлены под общим углом к оси вращения инструмента. Расстояние между электродами и углом их наклона выбирают из условия обеспечения нанесения сплошного покрытия при поступательном движении инструмента относительно обрабытываемой поверхности. 3 ил.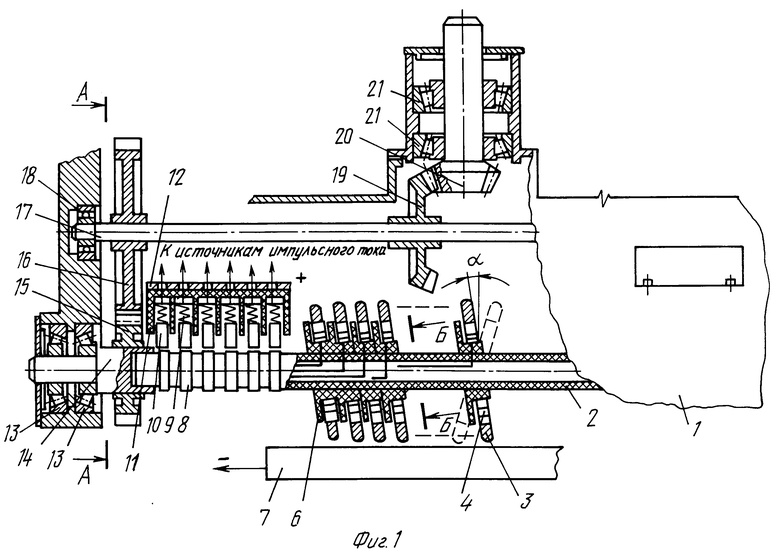
Многоэлектродный инструмент для электроэрозионного легирования, содержащий дисковые электроды, закрепленные на оси посредством упругих элементов и изолированные друг от друга для раздельного питания от независимых источников тока, отличающийся тем, что упругие элементы представляют собой спиральные пружины, размещенные в выполненных в дисковых электродах полостях, электроды установлены под общим углом к оси вращения инструмента, при этом расстояние между электродами и угол их наклона выбирают из условия обеспечения нанесения сплошного покрытия при поступательном движении инструмента относительно обрабатываемой поверхности.
| SU, авторское свидетельство N 1821300, B 23 H 9/00, 1993. |
