Изобретение относится к комбинированной правке кругов на металлической связке, сочетающей электрическое и механическое воздействие на рабочую поверхность круга.
Целью изобретения является повышение производительности правки путем обеспечения сбалансированного удаления электроэрозионным процессом связ ки круга.и механического разрушения наиболее выступающих из его связки зерен.
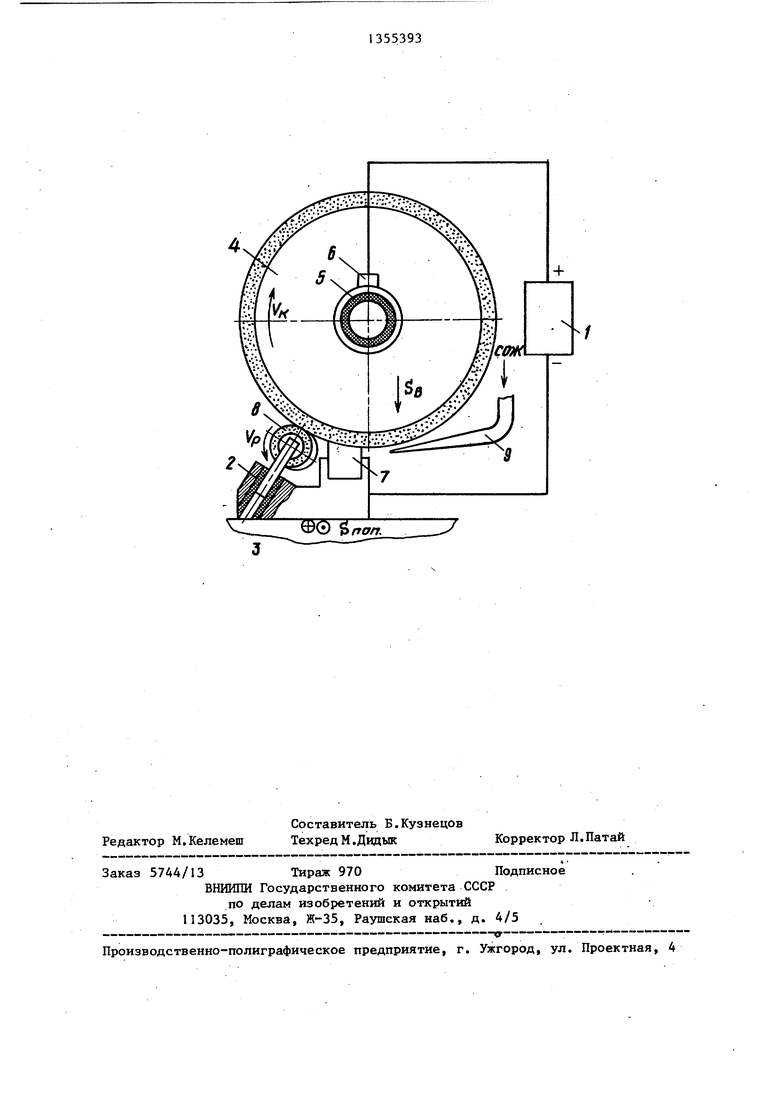
На чертеже представлено устройство для реализации предложенного способа
Регулирование объемов связки,удаленных электроэрозионным способом, и зерен, разрушенных механически, реализуется в различных зонах воздейст-. ВИЯ на режущую поверхность круга. /
Для того, чтобы зерна попадали под механическое воздействие обнаженными из связки, электроэрозионное удаление связки должно предшествовать механическому разрушению.
Осуществить правку абразивного : круга на металлической связке только механическим способом, например, ал.-. мазным роликом при относительных скоростях перемещений 0,5-1 м/с, когда скорость алмазного ролика меньше скорости круга, невозможно. В этом случае происходит укатывание рабочей поверхности круга. Поэтому необходимо, чтобы под механическое воздействие попадали зерна, обнаженные из связки, механическое разрушение которых на скоростях 0,5-1 м/с весьма эффективно. Чтобы разрушение зерен осуществлялось выламыванием, способствующим образованию дополнительных режущих кромок на зернах, относительные скорости перемещения круга и ролика должны быть не менее 0,5 м/с. Превышение относительных скоростей переме- щений более 1 м/с приводит к увеличенному механическому износу ролика, а следовательно, к уменьшению механического разрушения зерен.
Таким образом, для осуществления комбинированного способа правки объем связки, удаленный электроэррзионным способом, должен быть большим или, в крайнем случае, равным объему зерен, находящихся в этой связке, с учетом концентрации алмазоносного слоя и зерен, удаляемых механическим путем. Скорости электроэрозионного удаления связки и механического разрушения зерен различны, поэтому выравнивание объемов, удаленных этими способами, достигается за счет различного време ни электроэрозионного и механического воздействий. Так как скорость электроэрозионного удаления связки ниже скорости механического разрушения обнаженных зерен, время электроэрозионного удаления связки должно в 3-5 раз превьш1ать время механического разрушения зерен, т.е. отношени времени электроэрозионного и механического воздействий должно находится в пределах 3/1 - 5/1. При этом несбалансированная с электроэрозионным удалением связки интенсификация механического разрушения алмазных зерен, которая наступает при отношении времени воздействий меньше 3/1, приводит к снижению производительности комбинированного способа правки,так как резкое уменьшение выступания зерен из связки приводит к уменьшению интенсивности стружкообразования, а следовательно, и электроэрозионных процессов, обуславливающих производительность комбинированного способа правки. Увеличение отношения времени воздействий более 5/1 также приводит к снижению производительности комбинированного способа правки, так как чрезмерное удаление связки приводит к большему выступанию зерен из связки, увеличению межэлектродного промежутка и, соответственно, снижению электроэрозионных процессов.
Чтобы исключить электроэрозионное разрушение участка правящего инструмента, осуществляющего механическое разрушение а лмазных зерен, технологический ток к нему не подводится.
На чертеже изображена схема устройства для комбинированной правки абразивных кругов на металлической связке предлагаемым способом.
Устройство для реализации способа состоит из источника I питания, подключенного отрицательным полюсом к правящему инстрз енту 2, установленному на столе 3, который изолирован от общей массы станка. Положительный полюс источника 1 питания соединен с абразивньм кругом 4 на токопроводной связке через токосъемник 5. Круг изолирован от массы станка за счет коц- струкции планшайбы 6.
Правящий инструмент 2 состоит из электрода 7 и участка для механического разрушения зерен, например, алмазного ролика 8. Технологический ток к алмазному ролику не подводится. Подача СОЖ осуществляется через сопло 9.,
- Способ комбинированной правки осуществляется следующим образом.
Перед правкой подводят шлифовальный круг к электроду 7 правящего инструмента 2 и устанавливают алмазный ролик 8 на расстоянии 0,15-0,2 мм от поверхности круга, которая должна подвергнуться правке. Это необходимо для первоначального электроэрозионно- го удаления металлической связки и обнажения зерен перед тем, как они вступят в контакт с алмазным роликом. Подают через сопло 9 технологическую
среду, например 3%-ный водный раствор 20 ки плоскошлифовальном станке модели
кальцинированной соды. Включают вращение шлифовального круга 4 и источник 1 питания, в результате чего к электроду 7 правящего инструмента 2 и к шлифовальному кругу 4 поступают импульсы напряжения. В результате вращения круга 4 со скоростью V, осуществления вертикальной подачи Sg и поперечной подачи правящего инстру- мент.а S , вдоль оси круга с электрода 7 начинают срезаться стружки, которые инициируют электрические разряды, удаляющие металлическую связку.
Происходит обнажение абразивных зерен
I
на режущей поверхности круга.
После того, как суммарная вертикальная подача достигнет 0,15-0,2 мм в контакт с режущей поверхностью круга вступает алмазный ролик 8, который начинает вращаться со скоростью . Относительные скорости перемещения поверхностей круга и ролика составляет 0,5-1 м/с и реализуются, например, за счет скрещивания осей шлифовального круга и ролика (угол скрещивания для получения указанных относительных скоростей из расчетов равен 10-15 )л
При дальнейшем перемещении круга в направлении вертикальной подачи начинается механическое разрушение обнаженных зерен. Чтобы сохранить в дальнейшем одинаковыми объемы механического разрушения зерен и электроэрозионного удаления связки, время электроэрозионной правки в 3-5 раз должно превьшать время механического разрушения зерен. Последнее достигается за счет того, что размер элект
рода 7 в направлении поперечной подачи превьшшет размер алмазного ролика в том же направлении в 3-5 раз.
В результате сбалансировггнного удаления металлической с.вязки и механического разрушения зерен в межэлектродном зазоре создаются условия, способствующие протеканию рабочих импульсов и уменьшающие количество холостых импульсов 1ши импульсов короткого замыкания, которые не производят полезной работы по удалению металлической связки. При этом производительность правки повышается.
Пример комбинированного способа правки шлифовального круга 1А1 250х х15х76х5АС6 I60/125-4-MI на модернизированном для элек.троэрозионнок прав
ЗГ71.
Правящий инструмент: электрод - медньй брусок размераш 40x30x40 мм (30 мм в направлении S) ; алмазный ролик - круг 1А1 40x10x16x5 АС15 315/250-4-М1. Первоначальньй зазор между поверхностью ролика и шлифовального круга 0,2 мм. Рабочая жидкость 3%-ньш водный раствор кальцинированной соды. Источник питания - источник технологического тока модели ИТТ-35.
Механические режимы: скорость шлифовального круга V f 35 м/с; вертикальная подача Sg 0,005 мм/ход, поперечная подача S п м/мин; относительная окружная скорость перемещения поверхностей ролика и шлифовального круга 0,5 м/с.
Электрические режимы: амплитудное напряжение холостого хода 1 60Bj частота следования импульсов f 50 Гц.
Отрицательный полгос источника питания подключен к токоподводной части правящего инструмента, положительньш - к шлифовальному кругу АС б 160/125- 4-М . Отношение времени электроэрозионного удаления связки ко времени механичес кого разрушения зерен 3/1.
55
Комбинированньш способ правки на указанных режимах о,беспечил производительность 206 (и ЗВ:1 18А).
Производительность контактно-электроэрозионной правки, принятой в качестве базового объекта, с использованием медного электрода размерами
5 . 1
40x30x40 мм составила 120 (и,р 2,8 В, 1ер 15А).
Правку механическим способом (шлифованием) с использованием алмазного ролика реализовать не удается, так как происходит укатка рабочей поверхности круга, сопровождающаяся вибрациями.
Таким образом, предлагаемьй комби- нированньй способ правки повьппает производительность правки в 1,7 раза по сравнению с контактно-электроэрозионным способом и в 2,9 раза по сравнению с прототипом, в котором электродом используется токопровод- ный металлоабразивный круг.
Ф.ормула изобретения
1. Способ комбинированной правки абразивных кругов на металлической связке, при котором электрически воздействуют на связку круга и механически разрушают зерна в различных зонах при различных относительных скоростях поверхности круга и поверхнос- .тей правящего инструмента и электро553936
да-инструмента, отличающий- с я тем, что, с целью повышения производительности правки,, поддерживают (- при осуществлении процесса скорость взаимного перемещения контактирующих поверхностей абразивного круга и правящего инструмента, равной 0,5-1 м/с, а отношение времени электроэрозионно- 10 ° удаления связки, и механического
разрушения абразивных зерен 3/1 -5/1.
2. Устройство для комбинированной правки абразивных кругов на металлической связке, содержащее изолирован- ньй стол, на котором установлень правящий ролик на оси и электрод; источник питания, соединенный с токоподво- дом на оси круга и электродом, а также ристему подачи СОЖ, о т л ичаю- щ е е с я тем, что, с.целью повьшхе- Е:.Л производительности правки, ось вращения ролика по отношению к оси вращения круга установлена под углом
скрепщвания 10-15°, а размер электрода в направлении оси вращении круга в 3-5 раз больше размера правящего ролика в том же направлении.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШЛИФОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2010 |
|
RU2432239C1 |
| СПОСОБ ПРАВКИ АБРАЗИВНЫХ ИНСТРУМЕНТОВ ИЗ СВЕРХТВЕРДЫХ МАТЕРИАЛОВ | 1992 |
|
RU2071408C1 |
| Способ электроэрозионной правки абразивного круга | 1983 |
|
SU1199498A1 |
| Способ электрохимической абразивной обработки детали шлифовальным кругом на токопроводящей связке | 2024 |
|
RU2822156C1 |
| Способ шлифования ферромагнитных материалов с поддержанием режущей способности круга | 1983 |
|
SU1087293A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ ШЛИФОВАЛЬНЫХ КРУГОВ | 2008 |
|
RU2364497C1 |
| Способ электрохимико-механической правки кругов на металлической связке | 1985 |
|
SU1301599A1 |
| Способ правки абразивного круга на металлической связке | 1979 |
|
SU882719A1 |
| Способ электроэрозионного профилирования шлифовальных кругов | 1976 |
|
SU599950A1 |
| Способ абразивного электрохимического шлифования деталей из жаропрочных сплавов с управляемой периодической очисткой токопроводящего шлифовального круга | 2024 |
|
RU2833201C1 |
Изобретение относится к комбинированной правке кругов на металлической связке, сочетающей электрическое и механическое воздействия на рабочую поверхность круга. Целью изобретения является повышение производительности правки, которая достигается за счет сбалансированного удаления электроэрозионным процессом связки круга и механического разрушения наиболее выступающих из его связки зерен, для чего при осуществлении процесса правки скорость взаимного перемещения контактирующих поверхностей абразивного круга и правящего инструмента поддерживают равно 0,5-1 м/с, а отношение времени электроэрозионного удаления связки и механического разрушения абразивных зерен 3/1-5/1. В устройстве, реализующем способ, ось вращения правящего ролика по отношению к оси вращения круга установлена под углом скрещ1-гвания 10-15 , а размер электрода в направлении оси вращения круга рыбран в 3-5 раз больше размера правящего ролика в том же направлении. 2 с.п. ф-лы, 1 ил. с S (Л со ел ел оо со со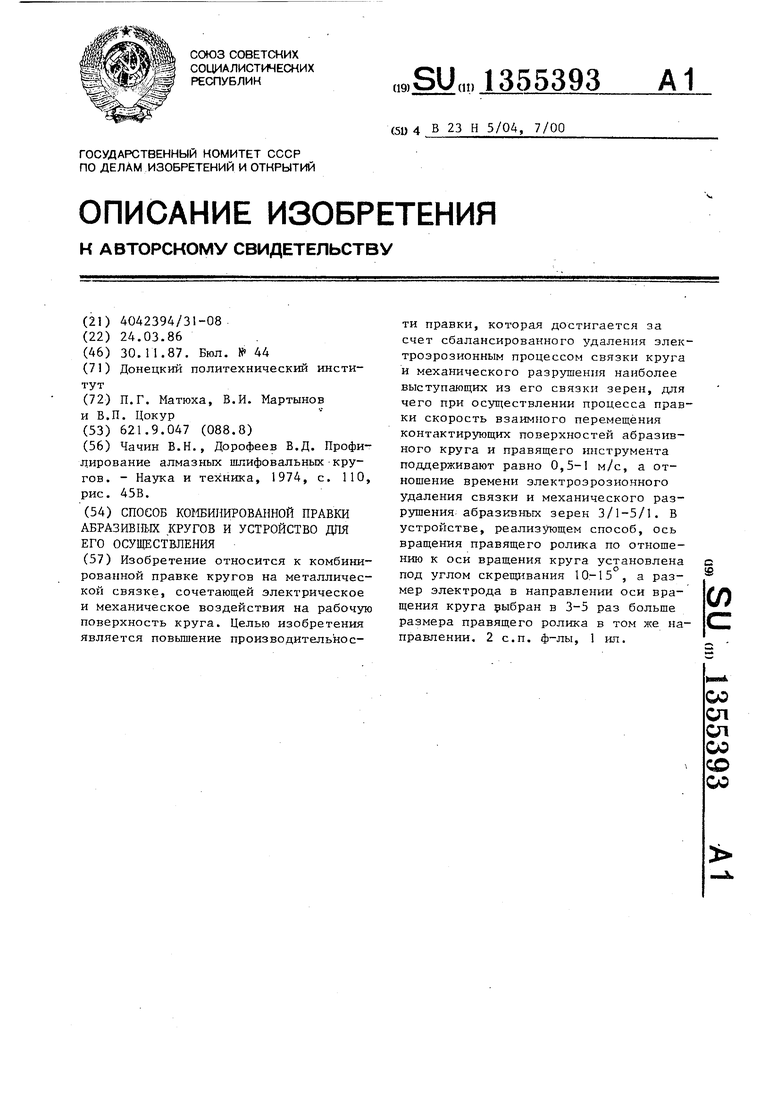
Редактор М.Келемеш
Составитель Б.Кузнецов Техред М.Дидык
Заказ 5744/13 Тираж 970Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
.- ---------.----Т у-- ----------
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор Л.Патай
| Чачин В.Н., Дорофеев В.Д | |||
| Профилирование алмазных шлифовальных кругов | |||
| - Наука и техника, 1974, с | |||
| Прибор, автоматически записывающий пройденный путь | 1920 |
|
SU110A1 |
| Железобетонный фасонный камень для кладки стен | 1920 |
|
SU45A1 |
