Изобретение относится к электроэрозионной обработке металлов.
При многопроходном электроэрозионном шлифовании по мере уменьшения диаметра заготовки производится поперечная подача электрода-инструмента. Осуш,ествляется она в конце прохода. Происходяш,ий в процессе шлифования непрерывный износ электрода-инструмента приводит к искажению формы обрабатываемой поверхности. Так, при шлифовании цилиндрической поверхности из-за износа электрода-инструмента в течение одного прохода получается конусность, которая возрастает с увеличением длины прохода, толшины снимаемого за проход слоя относительно износа электрода-инструмента и размеров электрода. Заранее учесть степень влияния этих факторов затруднительно.
Известны различные устройства для компенсации износа инструмента, в которых сигнал от контактного или бесконтактного датчика через усилитель подается на исполнительный орган типа винтовой пары или храпового механизма. Недостатками таких устройств являются износ шупов в месте контакта с электродом и дискретность подачи, что не позволяет компенсировать износ электрода за один проход.
Целью изобретения является повышение точности геометрической формы обработанной поверхности путем непрерывной компенсации износа электрода-инструмента.
Цель достигается тем, что механизм компенсации выполнен в виде дифференциального винта с соотношением шагов 1 : 2, с двумя гайками, одна из которых соединена с кареткой электрода-инструмента, а другая - с датчиком.
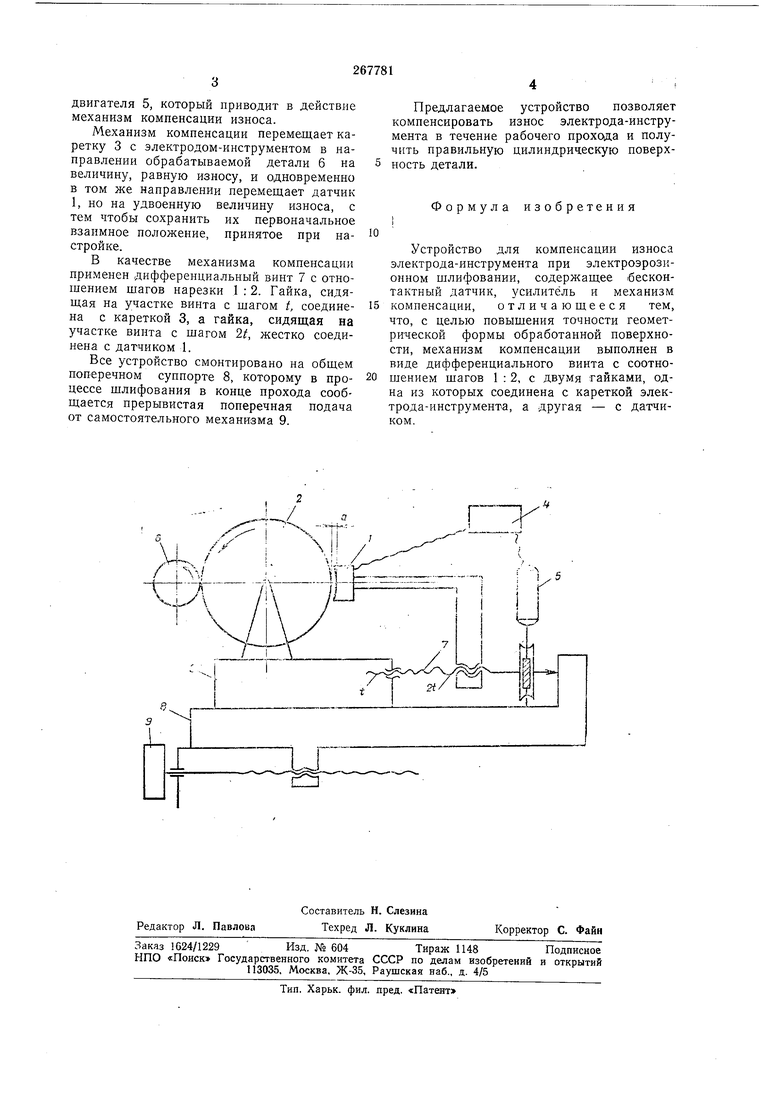
На чертеже схематически изображено устройство для компенсации износа электрода-инструмента при многопроходном электроэрозионном шлифовании.
Устройство состоит из бесконтактного (емкостного или индуктивного) датчика 1, который установлен в плоскости поперечной подачи оси электрода и детали. Датчик установлен на некотором расстоянии а от рабочей поверхности электрода-инструмента 2, смонтированного на каретке 3.
При износе электрода-инструмента расстояние а непрерывно увеличивается, что ведет к изменению сигнала датчика. Сигнал подается на соответствующий усилительный блок 4, управляющий работой
двигателя 5, который приводит в действие механизм компенсации износа.
Механизм комненсации перемещает каретку 3 с электродом-инструментом в направлении обрабатываемой детали 6 на величину, равную износу, и одновременно в том же направлении перемещает датчик 1, но на удвоенную величину износа, с тем чтобы сохранить их первоначальное взаимное положение, принятое при настройке.
В качестве механизма компенсации применен дифференциальный винт 7 с отношением шагов нарезки 1 : 2. Гайка, сидящая на участке винта с шагом /, соединена с кареткой 3, а гайка, сидящая на участке винта с шагом 2, жестко соединена с датчиком 1.
Все устройство смонтировано на общем поперечном суппорте 8, которому в процессе шлифования в конце прохода сообщается прерывистая поперечная подача от самостоятельного механизма 9.
Предлагаемое устройство позволяет компенсировать износ электрода-инструмента в течение рабочего прохода и получить правильную цилиндрическую поверхность детали.
Формула изобретения
Устройство для компенсации износа электрода-инструмента при электроэрозионном шлифовании, содержащее .бесконтактный датчик, усилитель и механизм компенсации, отличающееся тем, что, с целью повышения точности геометрической формы обработанной поверхности, механизм компенсации выполнен в виде дифференциального винта с соотношением шагов 1 : 2, с двумя гайками, одна из которых соединена с кареткой электрода-инструмента, а другая - с датчиком.