Изобретение относится к области станкостроения.
Известны устройства для бесцентровой обработки деталей типа колец подшипников, устанавливаемых на радиальные опоры и приводимых во вращение с номощью торцового нрижима от осевой опоры.
Предложенное устройство отличается от известного тем, что торцовый прижим выполнен в виде шарнирно закренленной оправкн, свободный торец которой очерчен по форме одного из тел вращения и выходит в центральное отверстие обрабатываемой детали. Длина оправкн нревыщает диаметр обрабатываемого кольца в 5-20 раз.
Этим достигается повыщение точности обработки.
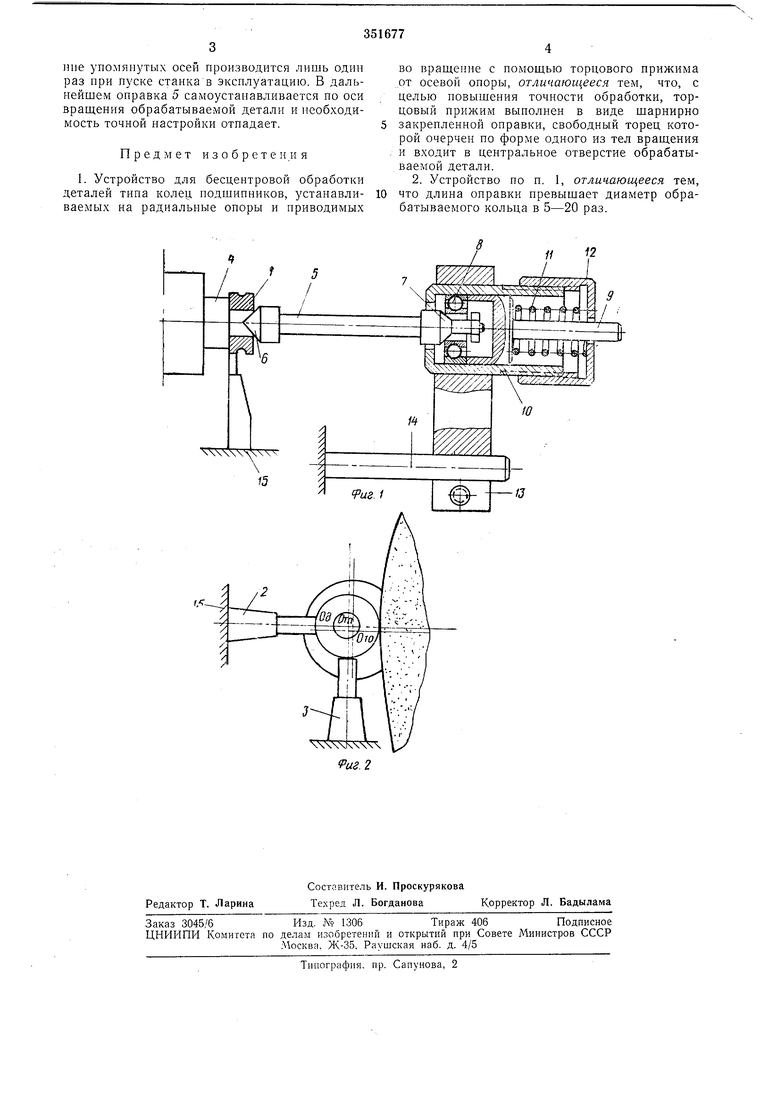
На фиг. 1 схематически изображено описываемое устройство в продольным разрезе; на фиг. 2 - схема щлифования наружного диаметра.
Обрабатываемая деталь 1, например кольцо подщинника качения, устанавливается на неподвижные бащмаки 2 и 3 эксцентрично относительно вращающейся торцовой опоры 4 (Од - ось вращепия детали; Ото - ось вращения торцовой опоры; О™ - ось вращения торцового прижима). Передача вращения обрабатываемой детали, например кольцу 1, и базирование ее по торцу обеспечивается прилаймом кольца к вращающейся торцовой опоре 4 с помощью оправки 5, один торец которой 6 может быть выполнен либо коническим либо в виде одного из криволинейных тел
вращения (нанример, щара, тороида, эликсоида, параболоида вращения и т. д.), а другой торец 7 щарнирно смонтирован на подшипнике 8 через щток 9 цилиндра 10 под действием упругой дефор: 1ации пружины //. Длина оправки 5 выбирается с таким расчетом, чтобы она превышала диаметр обрабатываемых колец не более и не менее чем в 5- 20 раз.
Регулирование величины упругой деформации прулчины осуществляется гайкой 12, навинчиваемой на цилиндр W, который смонтирован в расточке кронштейна 13, укрепленного на специальной оси 14 на бабке изделия 15. Деталь снимается и устанавливается при
отжиме оправки 5 в крайнее правое (на чертеже) положение, либо вручную за счет упругой деформации пружины, либо гидравлически, перемещением кронщтейна 13.
Оси вращения обрабатываемой детали 1 и
оправки 5 совмещают, меняя величину наклона кронштейна 13 в вертикальной плоскости, перпендикулярной оси вращения кольца 1, вокруг оси 14. Однако вследствие шарнирного закрепления оправки и ее значительной
ние упомянутых осей производится лишь один раз нри пуске станка в эксплуатацию. В дальнейшем оправка 5 самоустанавливается по оси вращения обрабатываемой детали и необходимость точной настройки отпадает.
Предмет изобрете ни я
1. Устройство для бесцентровой обработки деталей типа колец подшипников, устанавливаемых на радиальные опоры и приводимых
.во вращение с помощью торцового прижима .от осевой опоры, отличающееся тем, что, с целью повышения точности обработки, торцовый прижим выполнен в виде щарнирно
закрепленной оправки, свободный торец которой очерчен по форме одного из тел вращения и входит в центральное отверстие обрабатываемой детали. 2. Устройство по н. 1, отличающееся тем,
что длина оправки превышает диаметр обрабатываемого кольца в 5-20 раз.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для бесцентровой обра-бОТКи дЕТАлЕй | 1979 |
|
SU831551A2 |
| Устройство для бесцентровой обработки деталей типа колец подшипников | 1973 |
|
SU480523A1 |
| Бесцентровый круглошлифовальный станок | 2017 |
|
RU2679809C1 |
| Способ базирования вращающейся детали | 1985 |
|
SU1454655A1 |
| БЕСЦЕНТРОВОЙ СТАНОК ДЛЯ ОБКАТКИ И СТАБИЛИЗАЦИИ КОЛЬЦЕВЫХ ДЕТАЛЕЙ | 2015 |
|
RU2608115C1 |
| Устройство для базирования и вращения деталей типа колец | 1975 |
|
SU618263A1 |
| СПОСОБ БЕСЦЕНТРОВОГО ТОЧЕНИЯ КРУГЛЫХ ДЕТАЛЕЙ | 1969 |
|
SU241903A1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ ВРЕЗАНИЕМ БОРТОВ НАРУЖНЫХ КОЛЕЦ ЦИЛИНДРИЧЕСКИХ РОЛИКОПОДШИПНИКОВ | 1966 |
|
SU215750A1 |
| УСТРОЙСТВО ДЛЯ ВЫГЛАЖИВАНИЯ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1973 |
|
SU373136A1 |
| РЕЗЦОВАЯ ГОЛОВКА ДЛЯ ВЫРЕЗКИ ДЕТАЛЕЙ ТИПА КОЛЕЦ | 1973 |
|
SU367662A1 |
