Известен способ бесцентрового точения, при котором деталь цилиндрической формы устанавливают на вращающихся опорах и обрабатывают вращающимся резцом.
Предлагаемый способ бесцентрового точения, предназначенный для обработки деталей типа колец подшипников качения, повышает геометрическую точность, упрощает эксплуатацию применяемого оборудования и автоматизацию процесса точения, позволяет уменьщить припуски на последующие операции щлифования и доводки. При точении предложенным способом отпадает необходимость в применении высокоточных зажимных устройств и приспособлений (мембранные, цанговые и другие патроны, различные цанговые оправки), которые при зажиме деформируют обрабатываемые кольца, особенно тонкостенные.
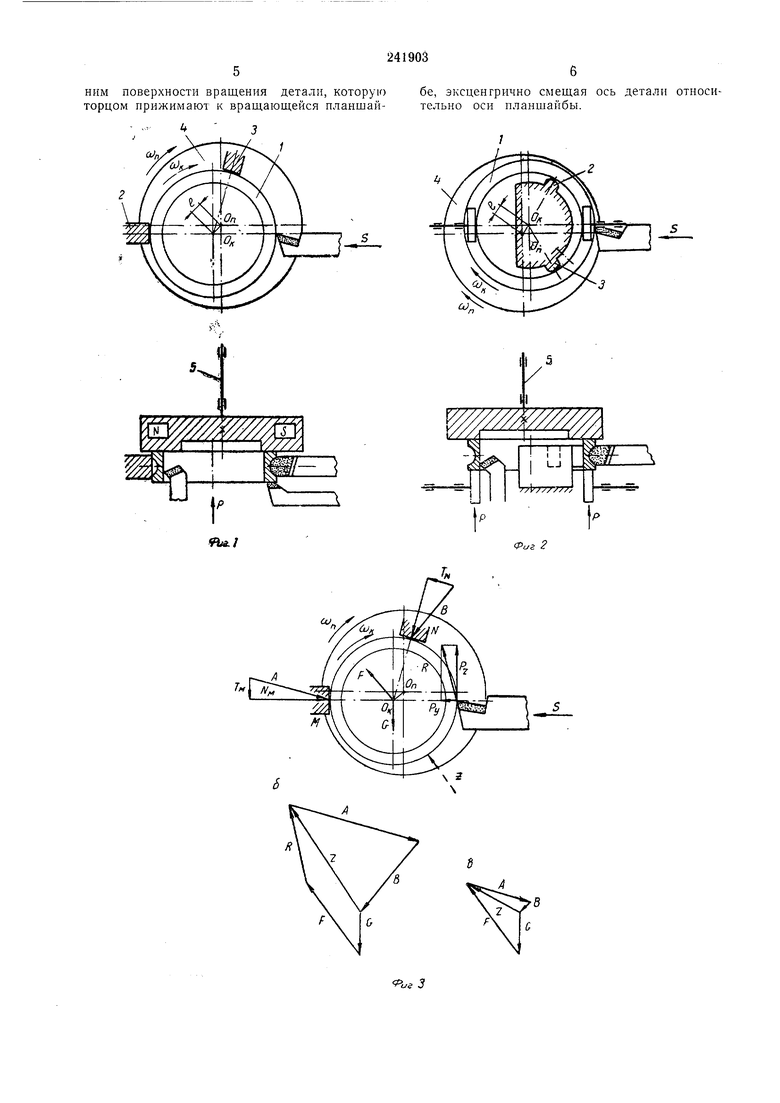
Предложенный способ заключается в том, что опоры закрепляют неподвижно, базируя по ним деталь, которую торцом прижимают к вращающейся планщайбе, эксцентрично смещая ось детали относительно оси планшайбы.
Па фиг. 1 изображена принципиальная схема точения с базированием по наружной поверхности вращения с нрижимом магнитным патроном; на фиг. 2 - схема точения с базированием по внутренней поверхности вращения и осевым прижимом при помощи роликов;
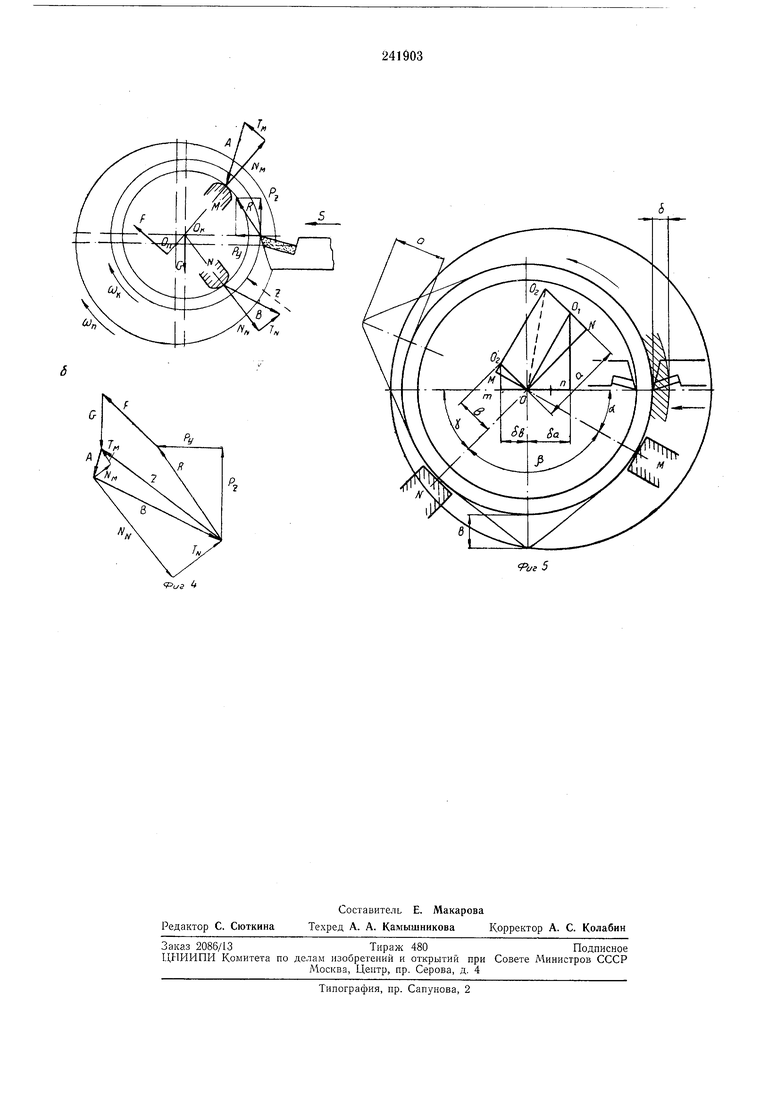
на фиг. 3 - схема действующих сил при точении с базированием по наружной поверхности; на фиг. 4 - схема действующих сил при точении с базированием по внутренней поверхности; на фиг. 5 - схема формообразования.
Предлол-сенный способ заключается в следующем.
Обрабатываемое кольцо / устанавливается на две жесткие опоры 2 и 3, неподвижно закрепленные на станке, и постоянно контактирует с ними. При этом контакт опор с изделием может быть точечным, линейным или поверхностным. Вращение изделия осуществляется моментом трения, возникающим отснлы трения при соприкосновении поверхностей ПЛОСКОГО торца кольца и плоской опорной поверхности вращающейся планщайбы 4 на шпинделе 5. Ось кольца настраивается относительно оси вращающейся планшайбы с
определенной величиной и направлением эксцентриситета е, который создает условия для непрерывного кольца к опорам.
Жесткие опоры регулируются в радиальном и угловом положении (углы а, р) так, чтобы обеспечить максимальную круглость детали. Вершина режущей кромки резца устанавливается на высоте центра обрабатываемого кольца. Отвод стружки производится известными способами.
Равнодействующая F всех элементарных сил трения, действующих на кольцо, направлена пернендикулярно отрезку, соединяющему центры кольца и планщайбы. Величина этой силы приближенно подсчитывается по формуле
/ 1. Я .,
где л - коэффициент трения между поверхностями кольца и планшайбы;
Р - сила нормального давления;
К - расчетный коэффициент. Причем
1
к
MB
26
ср-Д
где со„ - угловая скорость планшайбы;
е - величина смещения центров (эксцентриситет) ;
Кср-средний радиус кольца; Дй) - величина относительного углового
скольжения;
К -коэффициент, зависящий от момента внешних сил резания и схемы взаимного расположения опор и инструмента.
Очевидно, что сила F, прижимающая кольцо к опорам, пропорциональна силе нормального давления, прижимающей изделие к планшайбе. Эта сила может регулироваться в зависимости от конкретных условий обработки. На обрабатываемое кольцо действует сила R, возникающая при резании и представляющая геометрическую сумму радиальной силы Ру резания и тангенциальной Р ; реакции А и В опор М и N раскладываются на силы нормального давления Л и N и тангенциальные силы трения 7 и Гд, . Вес кольца G направлен вертикально вниз и приложен в центре тяжести кольца в точке 0 . Из построения многоугольника сил (см. фиг. 3,6), видно, что результирующая сила Z направлена между опорами и, следовательно, надежно прижимает к ним обтачиваемое кольцо, чем обеспечивается его устойчивое положение в процессе точения. При отсутствии силы резания на кольцо (см. фиг. 3, 0), что бывает перед началом обработки и в конце, сила Z также направлена между опорами. Это обеспечивает устойчивое положение кольца при холостом вращении.
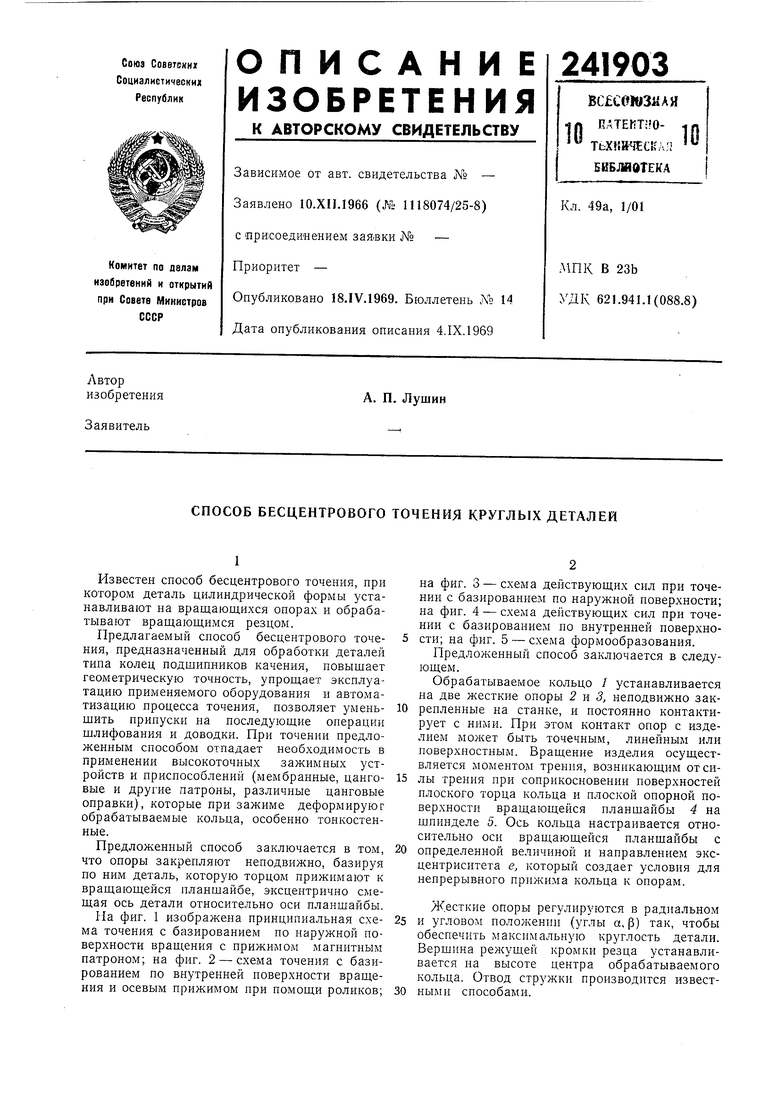
Базой нри обтачивании может служить и внутренняя поверхность. В этом случае опоры располагаются внутри кольца (см. фиг. 4, а).
Схема действия сил при точении в этом случае аналогична схеме обработки с базированием по наружной поверхности (см. фиг. 4, б). Сила прижима кольца к планшайбе определяется из схемы обработки и схемы внешних сил резания.
подвижных жестких опорах и правильным взаимным расположением опор и резца.
Исправление формы происходит в том случае, когда мгновенный съем 6 меньше исход5 „8
ПОИ погрешности а, и чем меньше величина - ,
тем быстрее и с меньшими отклонениями обрабатываемая поверхность будет приближать„ ся к окружности.
При точении поверхности вращения с базированием по ней же происходиг округление обрабатываемой поверхности, при точении внутренней поверхности с базированием по
- наружной и наоборот осуществляется копирование погрещностей геометрии базовой поверхности. При точении некруглой заготовки, имеющей, например, ряд погрешностей (а, b и др.), в общем случае под опорами М N
Q будут находиться соответственно погрешности а и Ь. При этом центр заготовки из точки О переместится в точку 0ч.
Направление перемещений параллельно
опорным поверхностям опор М и Л и пернен5 дикулярно радиусам их расположений. При
этом резец срезает по направлению подачи
слой б.
Величина б определяется алгебраической
суммой перемещений центра кольца в направ0 лении подачи от погрешностей формы а и Ь.
б б, + е,.
Величины бд и б(, определяются из треугольников. 5 OOin и OOiN, ОМО2 и .
При а р округление формы не происходит, так как б а. Для повыщения точности точения желательно иметь минимальный угол а, а угол р равный 90°. Конструктивно угол а мож0 но выполнить весьма малым, чем достигается высокая точность формообразования. Изменением углов аир установки опор корректируется копирование базовой поверхности. Точность колец, получаемых данным спосо5 бом, повыщается в результате того, что:
биение шпинделя изделия в радиальном направлении не влияет на точность обработки, так как кольцо базируется по двум неподвижным опорам и имеет проскальзывание относи0 тельно вращающейся планшайбы;
погрешности центрирования зажимных устройств не влияют на точность обработки;
резко повышается жесткость системы СПИД (в основном благодаря жестким неподвижным опорам) и возможно достижение весьма малого угла установки опоры относительно резца.
Предмет изобретения
Способ бесцентрового точения круглых деталей, устанавливаемых в опоры, отличающийся тем, что, с целью повышения точности точения при обработке деталей типа колец, опоры закрепляют неподвижно, базируя по ним поверхности вращения детали, которую торцом прижимают к вращающейся планшайбе, эксценгрично смещая ось детали относительно оси планщайбы.
NN
i;
ш,
Ш
Фиг 2
,
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ БЕСЦЕНТРОВОЙ ОБРАБОТКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ ТИПА КОЛЕЦ | 1991 |
|
RU2040375C1 |
| УСТРОЙСТВО ДЛЯ ПРИВОДА ИЗДЕЛИЙ | 1970 |
|
SU426789A1 |
| Устройство для бесцентрового шлифования | 1985 |
|
SU1333544A1 |
| УСТРОЙСТВО для БАЗИРОВАНИЯ ДЕТАЛЕЙ В РАДИАЛЬНОМ НАНРАВЛЕНИИ НА ВЕСЦЕНТРОВЫХ ВНУТРИШЛИФОВАЛЬНЫХСТАНКАХ | 1970 |
|
SU265750A1 |
| УСТРОЙСТВО для БАЗИРОВАНИЯ И ВРАЩЕНИЯ ДЕТАЛЕЙ ТИПА КОЛЕЦ ПРИБОРНЫХ ПОДШИПНИКОВ | 1972 |
|
SU360198A1 |
| Устройство для базирования и закрепления нежестких деталей на магнитной плите | 1982 |
|
SU1060396A1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ВРАЩЕНИЯ ИЗДЕЛИЯ И ЛЮНЕТ | 1999 |
|
RU2145917C1 |
| Бесцентровый круглошлифовальный станок | 2017 |
|
RU2679809C1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ПЛОСКИХ ИЗДЕЛИЙ | 1999 |
|
RU2167040C1 |
| Устройство для абразивной обработки деталей | 1981 |
|
SU1007941A1 |