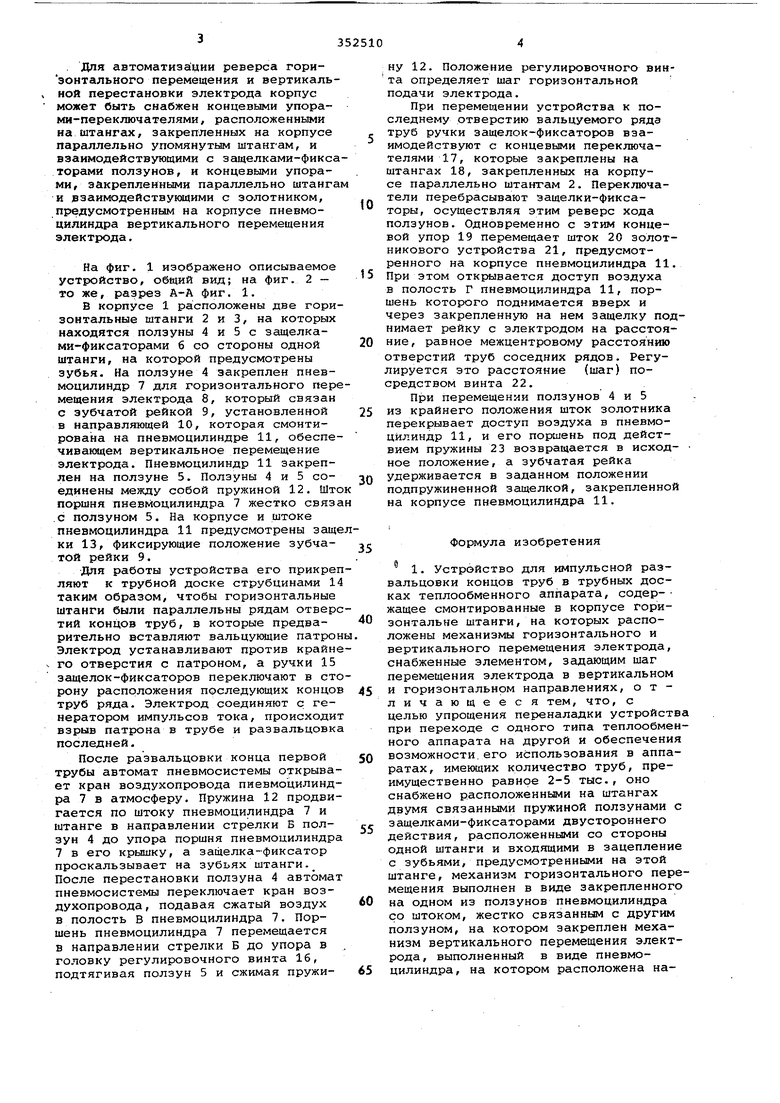
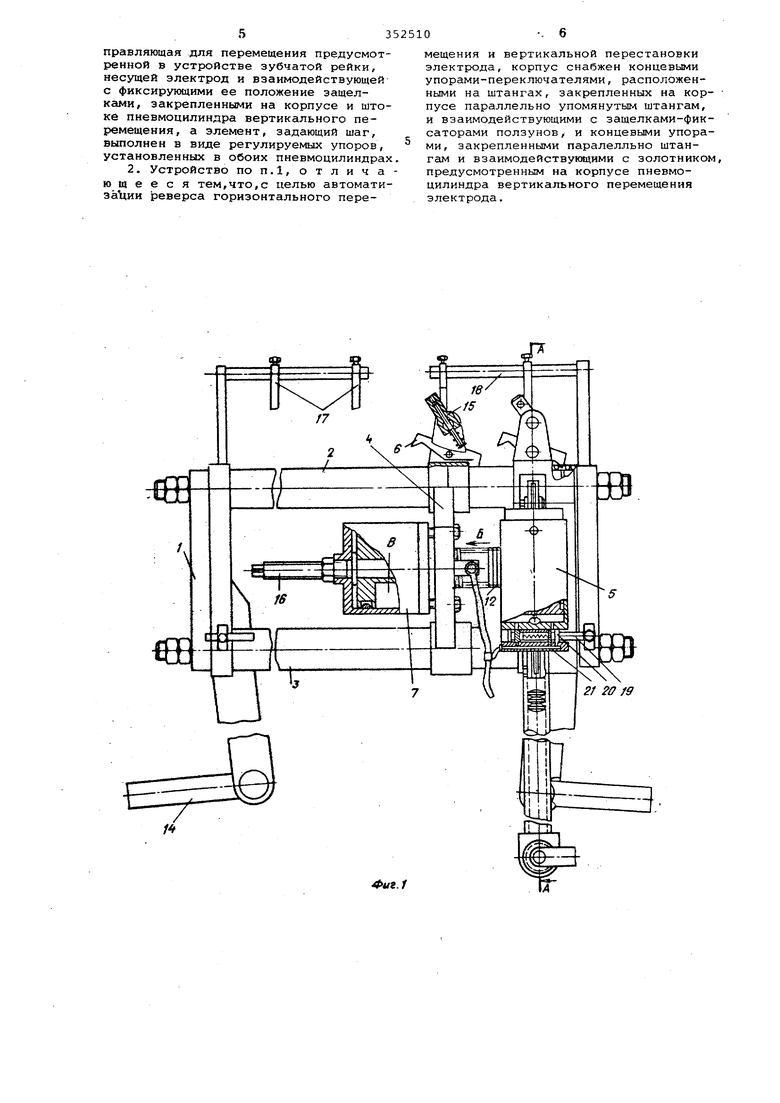
Известно устройство для импульсн развальцовки концов труб в трубных досках теплообменного аппарата, содержгицее смонтированные в корпусе горизонтальные штанги, на которых расположенвл механизмы горизонтального и вертикального перемещения электрода. Величина шага перемещени электрода определяется с помощью контактного устройства и перемещающегося по нему щупа. Недостаток известного устройства состоит в том, что контактное устройство с щупом в механизмах перемещения электродов не позволяет осу ществлять быструю переналадку в слу чае изменения расположения труб при переходе с одного теплообменного ап парата на другой. Особенно трудоемка такая операция при изготовлении теплообменных аппаратов с большим количеством труб (2-5 тыс.), копирное устройство в этом случае отличается большими габаритами, и его и готовление экономически нецелесообразно. Цель изобретения - упрощение пер наладки устройства при переходе : .одного типа теплообменного аппарата на другой и обеспечение возможности использования устройства в аппаратах с большим количеством труб, преимущественно равным 2-5 тыс. Предлагаемое устройство снабжено расположенными на штангах двумя связанными пружиной ползунами с защелками-фиксаторами двустороннего действия, расположенными со стороны одной штанги и входящими в зацепление с зубьями, предусмотренными на этой штанге. Механизм горизонтального перемещения электрода выполнен в виде закрепленного на одном из ползунов пневмоцилиндра со штоком, жестко связаннЕЛм с другим ползуном, на котором закреплен механизм вертикального перемещения электрода, выполненный в виде пневмоцилиндра, на последнем расположена направляющая для перемещения предусмотренной в устройстве зубчатой рейки, несущей электрод и взаимодействующей с фиксирующими ее положение защелками, закрепл€ нными на корпусе и штоке пневмоцилиндра вертикального перемещения. Элемент, задгиощий шаг, выполнен в виде регулируемых упоров, установленных в обоих пневмоцилиндрах. . Для автоматиэации реверса горизонтального перемещения и вертикаль ной перестановки электрода корпус может быть снабжен концевыми упорами-переключателями, расположенными на штангах, закрепленных на корпусе параллельно упомянутым штангам, и взаимодействующими с защелками-фикса торами ползунов, и концевыми упорами, закрепленными параллельно штанга и рзаимодействукнцими с золотником, предусмотренным на корпусе пневмоцилиндра вертикального перемещения электрода. На фиг. 1 изображено описываемое устройство, общий вид; на фиг. 2 - то же, разрез А-А фиг. 1. В корпусе 1 расположены две гори зонтальные штанги 2 и 3, на которых находятся ползуны 4 и 5 с защелками-фиксаторами 6 со стороны одной штанги, на которой предусмотрены зубья. На ползуне 4 закреплен пневмоцилиндр 7 для горизонтального пер мещения электрода 8, который связан с зубчатой рейкой 9, установленной в направляющей 10, которая смонтирована на пневмоцилиндре 11, обеспе чивающем вертикальное перемещение электрода. Пневмоцилиндр 11 закреплен на ползуне 5. Ползуны 4 и 5 соединены между собой пружиной 12. Шт поршня пневмоцилиндра 7 жестко связ .с ползуном 5. На корпусе и штоке пневмоцилиндра 11 предусмотрены защ ки 13, фиксирующие положение зубчатой рейки 9. Для работы устройства его прикре ляют к трубной доске струбцинами 1 таким образом, чтобы горизонтальные штанги были параллельны рядам отвер тий концов труб, в которые предварительно вставляют вальцуквдие патро Электрод устанавливают против крайн го отверстия с патроном, а ручки 15 защелок-фиксаторов переключают в сто рону расположения последующих концо труб ряда. Электрод соединяют с генератором импульсов тока, происходи взрыв патрона в трубе и развальцовк последней. После развальцовки конца первой трубы автомат пневмосистемы открывает кран воздухопровода пмевмоцилиндра 7 в атмосферу. Пружина 12 продвигается по штоку пневмоцилиндра 7 и штанге в направлении стрелки Б ползун 4 до упора поршня пневмоцилиндра 7 в его крышку, а защелка-фиксатор проскальзывает на зубьях штанги. После перестановки ползуна 4 автомат пневмосистемы переключает кран воздухопровода , подавая сжатый воздух в полость В пневмоцилиндра 7. Поршень пневмоцилиндра 7 перемещается в направлении стрелки Б до упора в головку регулировочного винта 16, подтягивая ползун 5 и сжимая пружи.ну 12. Положение регулировочного винта определяет шаг горизонтальной подачи электрода. При перемещении устройства к последнему отверстию вальцуемого ряда труб ручки защелок-фиксаторов взаимодействуют с концевыми переключателями 17, которые закреплены на штангах 18, закрепленных на корпусе параллельно штантам 2. Переключатели перебрасывают защелки-фиксаторы, осуществляя этим реверс хода ползунов. Одновременно с этим концевой упор 19 перемещает шток 20 золотникового устройства 21, предусмотренного на корпусе пневмоцилиндра 11. При этом открывается доступ воздуха в полость Г пневмоцилиндра 11, поршень которого поднимается вверх и через закрепленную на нем защелку поднимает рейку с электродом на расстояние, равное межцентровому расстоянию отверстий труб соседних рядов. Регулируется это расстояние (шаг) посредством винта 22. При перемещении ползунов 4 и 5 из крайнего положения шток золотника перекрывает доступ воздуха в пневмоцйлиндр 11, и его поршень под действием пружины 23 возвращается в исход- ное положение, а зубчатая рейка удерживается в заданном положении подпружиненной защелкой, закрепленной на корпусе пневмоцилиндра 11. Формула изобретения 1. Устройство для импульсной развальцовки концов труб в трубных досках теплообменного аппарата, содер- жащее смонтированные в корпусе горизонтальне штанги, на которых расположены механизмы горизонтального и вертикального перемещения электрода, снабженные элементом, задающим шаг перемещения электрода в вертикальном и горизонтальном направлениях, отличающееся тем, что, с целью упрощения переналадки устройства при переходе с одного типа теплообменного аппарата на другой и обеспечения возможности.его использования в аппаратах , имеющих количество труб, преимущественно равное 2-5 тыс., оно снабжено расположенными на штангах двумя связанными пружиной ползунами с защелками-фиксаторами двустороннего действия, расположенными со стороны одной штанги и входящими в зацепление с зубьями, предусмотренными на этой штанге, механизм горизонтального перемещения выполнен в виде закрепленного на одном из ползунов пневмоцилиндра со штоком, жестко связанным с другим ползуном, на котором закреплен механизм вертикального перемещения электрода, выполненный в виде пневмоцилиндра, на котором расположена направляющая для перемещения предусмотренной в устройстве зубчатой рейки, несущей электрод и взаимодействующей с фиксирующими ее положение защелками, закрепленными на корпусе и штоке пневмоцилиндра вертикального перемещения, а элемент, задающий шаг, выполнен в виде регулируемых упоров, установленных в обоих пневмоцилиндрах 2. Устройство по п.1, отличающее с я тем,что,с целью автоматизаЦии реверса горизонтального перемещения и вертикальной перестановки электрода, корпус снабжен концевыми упорами-переключателями, расположенными на штангах, закрепленных на корпусе параллельно упомянутым штангам, и взаимодействующими с защелками-фиксаторами ползунов, и концевыми упорами, закрепленными паралелльно штангам и взаимодействующими с золотником предусмотренным на корпусе пневмоцилиндра вертикального перемещения электрода.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для электроимпульсной развальцовки труб теплообменных аппаратов | 1976 |
|
SU721180A1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОИМПУЛЬСНОЙ РАЗВАЛЬЦОВКИ ТРУБ ТЕПЛООБМЕННЫХ АППАРАТОВ | 1977 |
|
SU653810A1 |
| Устройство для установки и развальцовки контактных штырей на печатных платах | 1989 |
|
SU1709574A1 |
| Устройство для установки труб в трубные решетки теплообменников | 1983 |
|
SU1186452A1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОИМПУЛЬСНОЙ РАЗВАЛЬЦОВКИ ТРУБ | 1978 |
|
SU729911A1 |
| Станок для сборки трубчатых теплообменников | 1977 |
|
SU657890A1 |
| Установка для электроимпульснойРАзВАльцОВКи ТРуб ТЕплООбМЕННыХАппАРАТОВ | 1977 |
|
SU844103A1 |
| Установка для многодуговой автоматической сварки | 1988 |
|
SU1722757A1 |
| Станок для заплетки канатов | 1976 |
|
SU614144A1 |
| Накопитель для цилиндрических деталей | 1981 |
|
SU996164A1 |
А А
22
fu2.2
