Изобретение относится к области станкостроения и может быть использовано в станках для зажима деталей за обработанную наружную цилиндрическую поверхность.
Известны цанговые патроны, в корпусе которых размещены упорный базирующий диск и цанга колокольного типа.
Предлагаемый патрон позволяет обеспечить надежное базирование деталей н исключить их перекос при зажиме. С этой целью рабочая поверхность цанги выполнена конической с конусом, расходящимся в сторону упорного диска.
Параметры конуса определяются условием надежного контакта детали и цанги, контактной податливостью и точностью обработки закрепляемой поверхности.
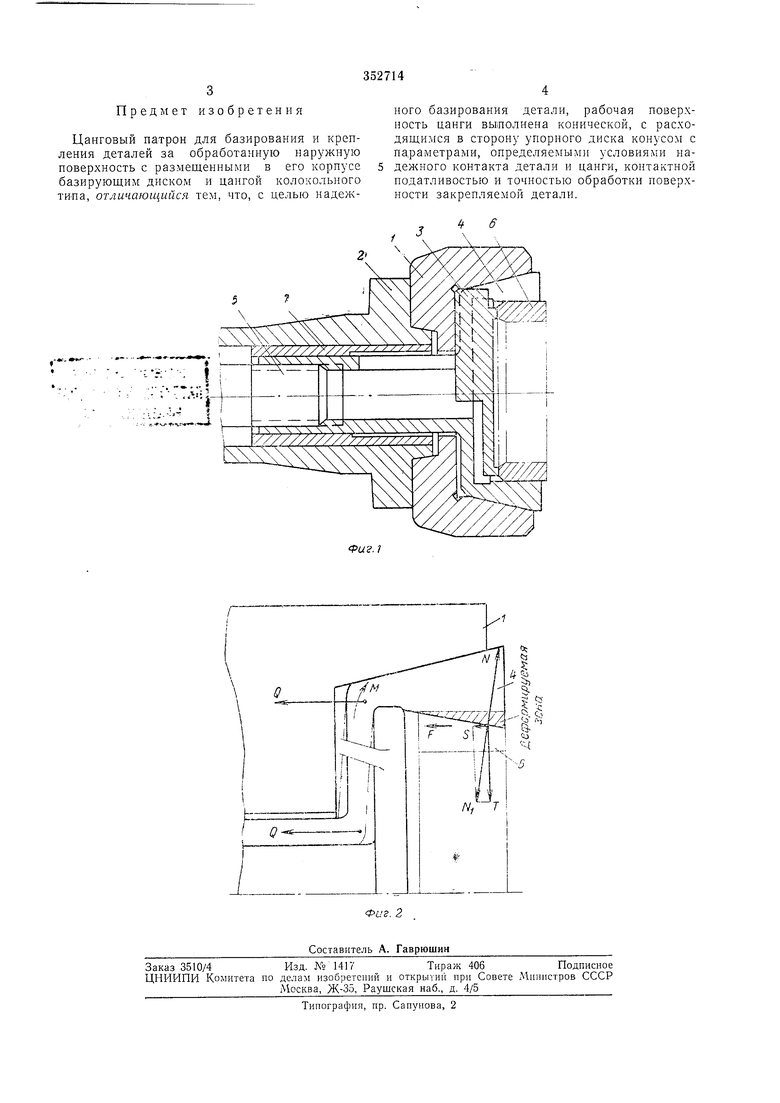
На фиг. 1 изображен предлагаемый патрон; на фиг. 2 показала схема работы цалги.
Цанговый патрон содержит корпус 1, закрепленный на конце шпинделя 2; упорный диск 3, закрепленный в .корпусе /; цанг-у 4 колокольного типа. При осевом перемещении цанги с помощью жестко связанной с ней тяги 5 происходит зажим детали 6. Для снижения трения и предохранения отверстия шпинделя от износа цанга перемещается е неподвилшой втулке 7. Зажимающая поверхность
цанги выполнена конической, расходящейся в сторону диска 3.
При залшме под действие1М тягового усилия Q цанга изгибается, как показано на фиг. 2,
цри этом происходит контактная деформация наружной поверхности зажатой детали 6. При рассмотрении отдельно лепестка цанги в равновесии видно, что на него действуют тяговое усилие Q и изгибающий момент М, который
вызывает ответную силу реакции N стороны зажатой детали, направлен1 ую перпендикулярно к образующей зажимающей поверхности цанги. Сила NI, равная по величине силе N и приложенная к детали 6, создает дополнительную осевую силу S, которая сов.местно с силой F трения обеспечивает надежный прижим детали 6 к торцу диска 3.
Таким образом, при выполнении захватывающей поверхности цанги конической, с конусом, расходящимся в сторону упорного диска, происходит деформация нарулсной поверхности зажатой детали и возникает дополнительная осевая сила, прил имающая деталь к торцовой базе. Угол уклона конической поверхности выбирается в зависимости от допускаемых отклонений диаметра обработанной наружной цилиндрической поверхности детали и от ее контактной податливости так, чтобы обеспечить при зажиме контакт по длине обПредмет изобретения
Цанговый патрон для базирования и крепления деталей за обработанную наружную поверхность с размещенными в его корпусе базирующим диском и цангой колокольного типа, отличающийся тем, что, с целью надеж-.... :. :- ;-. .
ного базирования детали, рабочая поверхность цанги выполнена конической, с расходящимся в сторону упорного диска конусом с параметрами, определяемыми условиями надежного контакта детали и цанги, контактной податливостью и точностью обработки поверхности закрепляемой детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| Цанговый патрон | 1984 |
|
SU1220873A1 |
| Способ обработки деталей и устройство для его осуществления | 1989 |
|
SU1683868A1 |
| Цанговый патрон | 1990 |
|
SU1773576A1 |
| СПОСОБ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ТОРЦОВ КОНИЧЕСКИХ РОЛИКОВ | 2012 |
|
RU2521180C2 |
| Цанговый патрон | 1984 |
|
SU1220874A1 |
| РАЗЖИМНАЯ ОПРАВКА | 2013 |
|
RU2519708C1 |
| ЦАНГОВЫЙ ТОКАРНЫЙ ПАТРОН | 2023 |
|
RU2812811C1 |
| ЗАЖИМНОЕ УСТРОЙСТВО | 2003 |
|
RU2265500C2 |
| Токарный самоцентрирующий патрон | 1986 |
|
SU1423294A1 |
| ОПРАВКА С РАЗРЕЗНОЙ ЦАНГОЙ | 2009 |
|
RU2412787C1 |