Изобретение относится к устройствам для механической обработки-металлов, точнее к цанговым патронам, например, шестишпиндельных автоматических токарных станков, и предназ- начено для автоматического обеспечения удержания стаканообразной формы детали.
Целью изобретения является повышение производительности станка за счет автоматизации операций установки и съема обрабатываемой стаканообразной формы цилиндрической детали, например стакана погружного электронасоса, при ее базировании по внутренней цилиндрической поверхности для обработки наружной цилиндрической поверхности.
На фиг. 1 изображен цанговый патрон, продольный разрез; на фиг. 2 - вид А на фиг. 1.
Цанговый патрон содержит установленную неподвижно в осевом направлении разжимную цангу 1, которая служит для базирования по внутренней цилиндрической стаканообразной формы поверхности обрабатываемой детали 2, преимущественно стакана погружного насоса, для обработки по наружной цилиндрической поверхности. Раз- жимная цанга выполнена с внутренней конической поверхностью 3, взаимодействующей с наружной конической поверхностью 4 полого штока 5. Последний также имеет внутреннюю рабочую цилиндрическую поверхность 6 для взаимодействия с цилиндрической наружной поверхностью 7 полого выталкивателя 8, контактирующего с жестко установленным в полом штоке 5 ограничительным винтом 9. Последний имеет контактную головку 10 для взаимодействия с профильным упорным выступом 11, выполненным со стороны установочной позиции в полости выталкивателя 8. Пружина 12 надета на ограничительный винт 9 и обеспечивает возможность возвратно-поступательного перемещения полого выталкивателя 8, постоянно контактирукице- го своим торцом 13, обращенным к суппорту станка, с пружиной 12 для восприятия ее усилия 1
Шток 5 выполнен полым и имеет радиальные пазы 14 для установления в них пластин 15, образующих в своей совокупности ориентирующий конус 16 и цилиндрическую установочную
0
5 о
5
5
0
5
0
поверхность 17. Причем число пазов 14 и пластин 15 в ориентирующем конусе 16 соответственно равно шести.
Цанговый патрон работает следующим образом.
Обрабатываемая деталь 2 загружается в патрон посредством подпружиненной механической руки автооператора (не показаны), которая вьщви- гает ее на линию центров шпинделя 18 станка. Толкатель, установленньш на продольном суппорте станка досылает обрабатываемую деталь 2, которая по ориентирующему конусу 16 и цилиндрической установочной поверхности 17 пластины 1,5 воздействует на полый выталкиватель 8, упирающийся со стороны установочной позиции в торец 19 обрабатываемой детали 2, при этом последняя займет положение, соответствующее показанной позиции I, где она по конусу 16 пластин 15
центрируется и упирается в торец этих же пластин.
При дальнейшем движении толкателя пружина 12, сжимаясь, воздействует на полый выталкиватель 8 через то- ре.ц 13, тем самым на обрабатываемую деталь 2. При этом их движение продолжается до тех пор, пока обрабатываемая деталь 2 не упрется в торец разжимной цанги 1 и не займет положение, соответствующее позиции II, т.е. положение, при котором осуществляется зажим обрабатываемой детали 2, После этого дается команда через пульт управления станком на зажим детали 2. При дальнейшем перемещении обрабатываемой детали 2 польй шток 5 идет влево и конической наружной поверхностью 4 разжимает цангу 1, при этом обрабатываемая деталь 2 окажется зажатой по внутренней ее цилиндрической поверхности, а полый шток 5 внутренней рабочей цилиндрической поверхностью 6 зажимает полый выталкиватель 8. По окончании операции обработки деталь 2 переводится на разгрузочную позицию, для чего от пульта управления станков подается команда на разжим обработанной детали 2. При этом полый шток 5 перемещается вправо, ос- вобояадая тем самым обработанную деталь 2, а полый выталкиватель 8 срабатывает под воздействием пружины 12, выбрасывая деталь 2 за пределы цангового патрона, и своим профильным упорным выступом 11 упрется
в контактную головку 10 ограничительного винта 9.
ВидА
Цанговый патрон таким образом готов для установки следующей детали.
fput.2
Редактор Н.Слободяник
Составитель Л.Ярко
Техред И.Верес Корректор В.Бутяга
1525/15 Тираж 1001 Подписное ВНИИГШ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП Патент, г.Ужгород, ул.Проектная, А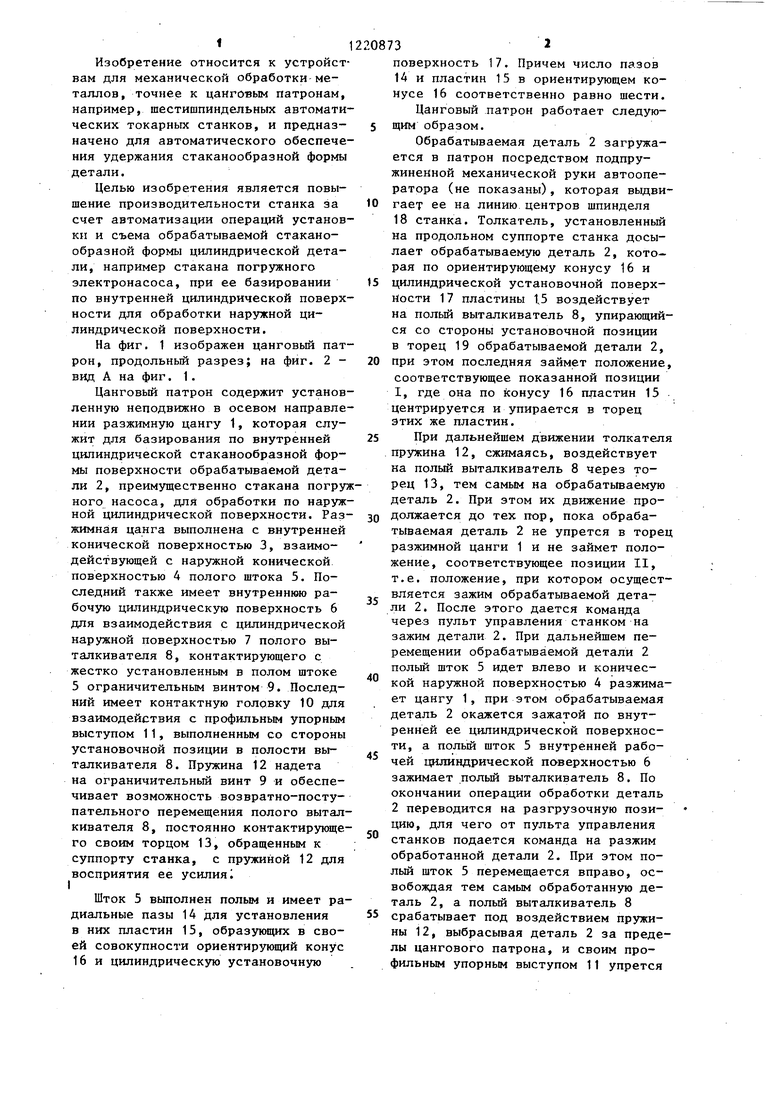

| название | год | авторы | номер документа |
|---|---|---|---|
| ЦАНГОВЫЙ ТОКАРНЫЙ ПАТРОН | 2023 |
|
RU2812811C1 |
| Оправка разжимная | 2021 |
|
RU2765419C1 |
| Способ установки детали и устройство для его осуществления (варианты) | 2015 |
|
RU2639589C2 |
| СПОСОБ УСТАНОВКИ ДЕТАЛИ ПО ПЛОСКОСТИ И ОТВЕРСТИЯМ | 2000 |
|
RU2201322C2 |
| СПОСОБ УСТАНОВКИ ДЕТАЛЕЙ ТИПА ВТУЛКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2288077C1 |
| СПОСОБ УСТАНОВКИ ЗАГОТОВКИ ЛАПЫ БУРОВОГО ДОЛОТА ПРИ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ | 2009 |
|
RU2423215C2 |
| Устройство для пробивки отверстий в полых цилиндрических деталях | 1973 |
|
SU454074A1 |
| СПОСОБ УСТАНОВКИ ЗАГОТОВКИ ЛАПЫ БУРОВОГО ДОЛОТА | 2008 |
|
RU2390400C2 |
| Цанговый патрон | 1990 |
|
SU1787700A1 |
| СПОСОБ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ТОРЦОВ КОНИЧЕСКИХ РОЛИКОВ | 2012 |
|
RU2521180C2 |

| ЦАНГОВЫЙ ПАТРОН | 1971 |
|
SU419325A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| 0 |
|
SU171242A1 | |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
