Изобретение относится к металлообработке и может быть использовано при закреплении кольцевых деталей, например колец подшипников, при токарной обработке.
Цель изобретения - повышение точности закрепления посредством повьпяе ния точности базирования кольцевых деталей.
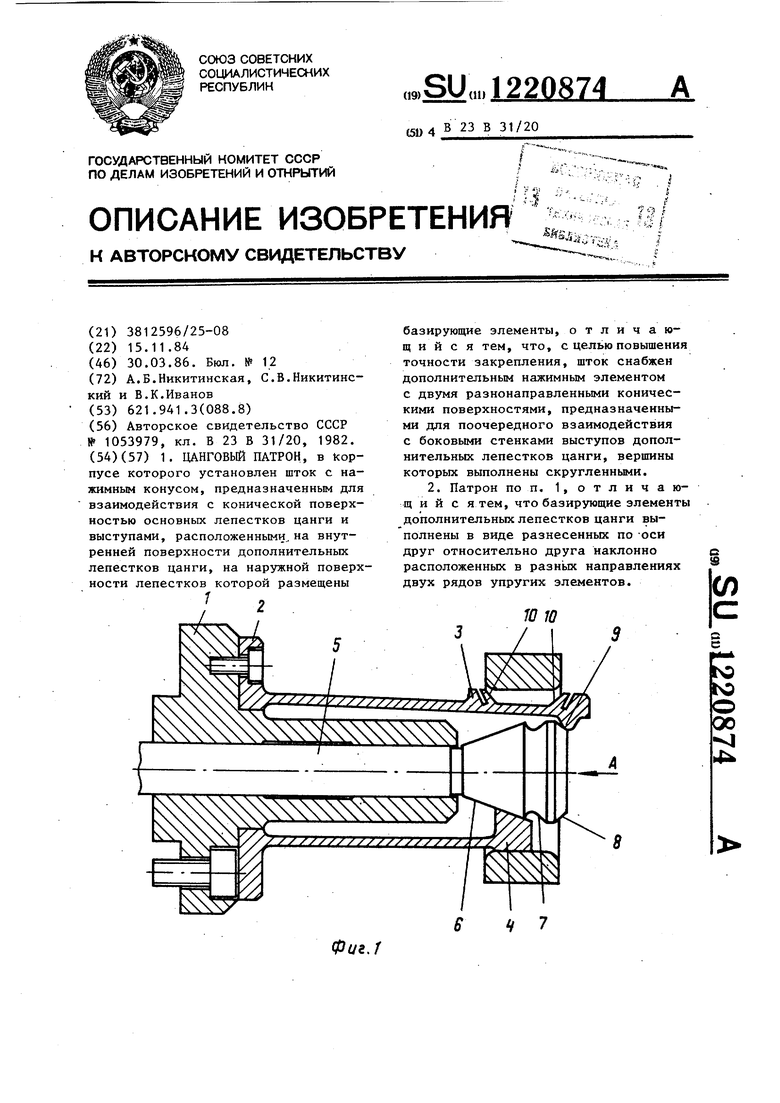
На фиг. 1 представлен цанговый патрон, продольньй разрез (деталь в зажатом состоянии); на фиг. 2 - вид А на фиг. 1.
Цанговый патрон содержит корпус 1, на котором закреплена цанга 2, три дополнительных лепестка 3 которой предназначены для базирования детали по двум фаскам, три других (основных) лепестка 4 - для зажима Детали по отверстию. Со всеми лепестками взаимодействует шток 5, которьй имеет коническую рабочую поверхность 6. Конической поверхностью 6 шток 5 взаимодействует с основными лепестками 4 цанги 2, а дополнительным нажимным элементом 7 с разнонаправленными коническими поверхностями 8 - с дополнительными лепестками 3 цанги 2, которые имеют на внутренней поверхности рабочий элемент в виде кольцевого выступа 9 со скругленной вершиной, форма которого выбирается из соображений обеспечения надежной работы патрона. Упругие базирзпощие элементы 10 расположены на наружной поверхности дополнительных лепестков 3 и предназначены для базирования детали по двум фаскам. Базирующие элементы 10 вьшолнены в виде наклонно расположенных в разных направлениях двух рядов упругих элементов.
Патрон работает следующим образом
В исходном положении шток 5 находится справа. Обрабатываемая деталь устанавливается автооператором в
5
0
зону базирования, где находятся упругие наклонные базирующие, элементы 10 на концах дополнительных лепестков 3 цанги 2 (деталь находится в свободно висящем положении на них). Далее автооператор сразу же отводится от патрона, независимо зажат патрон или нет. После включения гидросистемы шток 5, перемещаясь влево, раздвигает лепестки цанги 2. Вследствие большего угла конусности поверхности 8 по сравнению с конусностью поверхности 6 дополнительные лепестки 3 цанги 2 имеют большее радиальное перемещение в единицу времени и, вступая в контакт с деталью, фиксируют ее в осевом положении упругими наклонными базирующими элементами 10 относительно торца шпинделя (не показан), при этом деталь самоустанавливается. Одновременно с дополнительными лепестками 3 в радиальном направлении перемещаются основные лепестки 4 цанги 2. В тот момент, когда последние надежно зафиксируют деталь, кольцевой выступ 9 дополнительных лепестков 3 цанги 2 начинает контактировать с конической поверхностью 8 штока. В то же 0 время базирукицие элементы 10 упруго раздвигаются в разные противоположные стороны для предотвращения деформации детали. С этого момента радиальное направление перемещения всех лепестков цанги 2 различное. В крайнем левом положении штока 5 деталь жестко закреплена основными лепестками 4, а дополнительные лепестки 3 отведены от детали (фиг. 1).
При разжиме шток 5 перемещается вправо. При этом дополнительные лепестки 3 сначала расходятся, а потом сходятся в радиальном направлении. Основные лепестки 4 сжимаются и деталь раскрепляется.
5
5
0
5
В ид А
Фиг. 2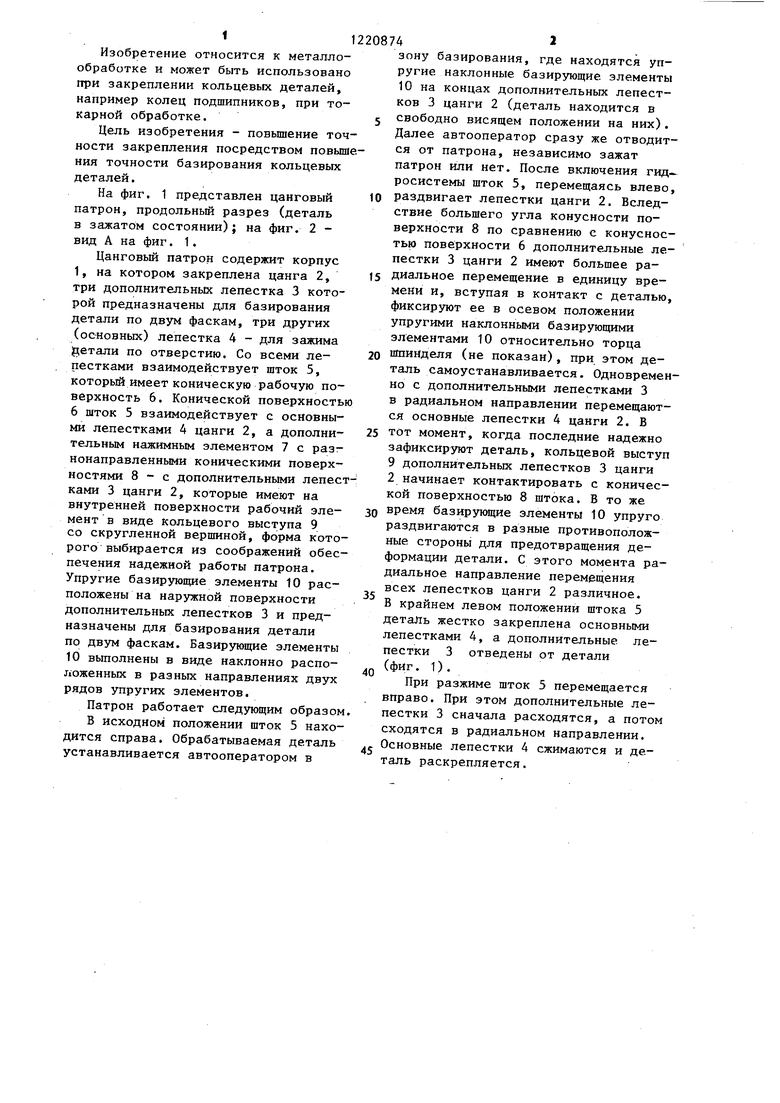
| название | год | авторы | номер документа |
|---|---|---|---|
| Цанговый патрон для зажима кольцевых деталей | 1981 |
|
SU992130A1 |
| СПОСОБ УСТАНОВКИ ДЕТАЛИ ПО ПЛОСКОСТИ И ОТВЕРСТИЯМ | 2000 |
|
RU2201322C2 |
| Способ установки детали и устройство для его осуществления (варианты) | 2015 |
|
RU2639589C2 |
| ЦАНГОВЫЙ ТОКАРНЫЙ ПАТРОН | 2023 |
|
RU2812811C1 |
| Разжимной цанговый патрон | 1975 |
|
SU550241A2 |
| Цанговый патрон | 1980 |
|
SU921698A1 |
| СПОСОБ УСТАНОВКИ ДЕТАЛЕЙ ТИПА ВТУЛКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2288077C1 |
| ЦАНГОВЫЙ ПАТРОН ДЛЯ ЗАЖИМА ФАСОННЫХ ДЕТАЛЕЙ | 1995 |
|
RU2109600C1 |
| БИБЛИОТЕКА f | 1972 |
|
SU352714A1 |
| Цанговый патрон | 1984 |
|
SU1220873A1 |
| Цанговый патрон | 1982 |
|
SU1053979A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
