Изобретение относится к области гальванической обработки металлов.
Известна установка для нанесения гальванических покрытий на изделия, содержащая гальваническую ванну, токоподводы, анод, пе|ремещаюгцийся вдоль обрабатываемого изделия, и механизм перемещения анода.
Однако известная установка не позволяет наносить гальванические покрытия на длинномерные тонкостенные изделия, так как высокие ПЛОТНОСТ1И тока, используемые в ней, приводят к Прожогу этих изделий, а верти:кальное перемещение анода ограничивает длину обрабатываемых изделий.
Предлагаемая установка отличается тем, что анод выполнен П-образным с возможностью перемещения в горизонтальном направлении.
Это обеспечивает возможность нанесения гальванических покрытий на длинномерные тонкостенные изделия.
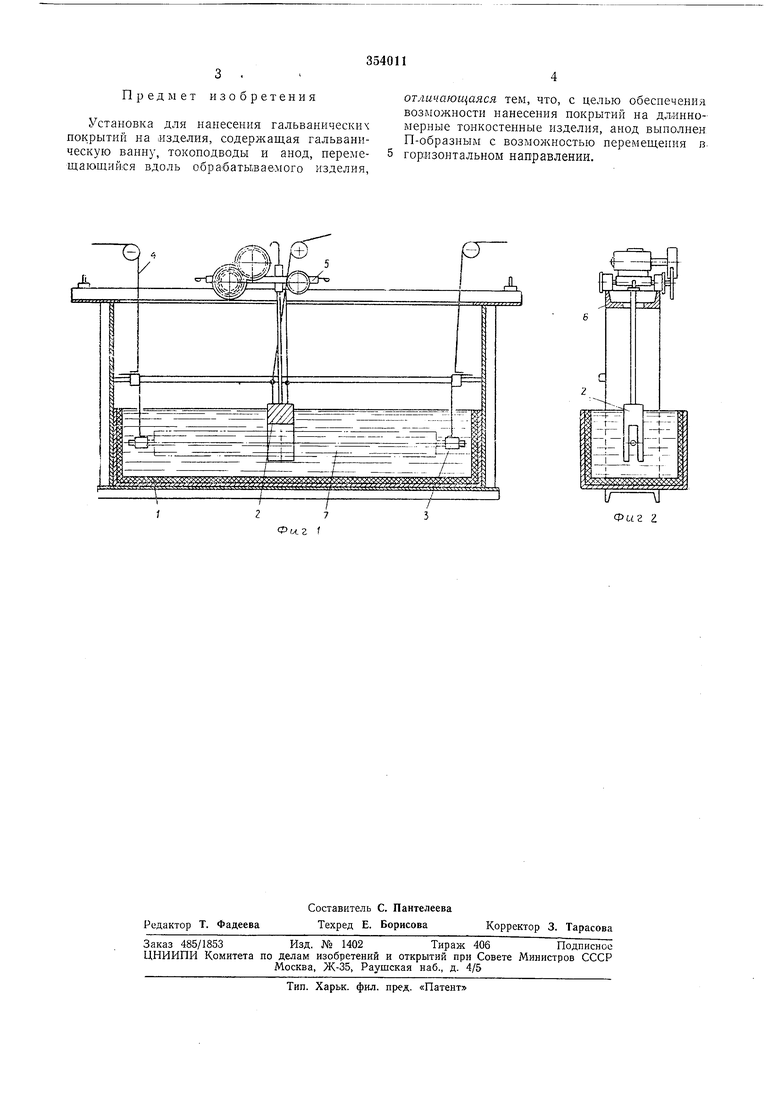
На фиг. 1 схемат1ически показана описываемая установка, вид спереди; на фиг. 2 - то же, вид сбоку.
Установка дл,я нанесения гальванических покрытий состоит из гальванической ванны /, П-образного анода 2, катодных подвесок 3, токоподводов 4, представляющих собой гибкие кабели, редукторной каретки 5 и направляющей 6,
В гальваническую ванну / на катодных подвесках 3 помещают, например, пластину 7, после чего устанавливают по высоте пластины П-образный анод 2. При этом промежутки между пластиной и внутренними поверхностями анода выдерживают одинаковыми и анод укрепляют в редукторной каретке 5.
При определении готовности установки включают электрический ток. Сила тока устанавливается в зависимости от рабочей поверхности анода и плотности тока, характерной для данного электролита и процесса.
Анод движется возвратно-поступательно в горизонтальном направлении вдоль покрываемой пластины посредством редукторной каретки, перемещающейся по направляющей 6 со скоростью, исключающей окисление пластины в электролите. При этом покрытию подвергаются последовательно лишь те участки пластины, которые в данный момент находятся в зоне действия анода.
Время покрытия определяется плотностью тока, заданной толщиной покрытия, скоростью перемещения анода и длиной пластины. При необходимости толщину покрытия можно изменять на отдельных участках путем остановки анода до получения заданной толщины. 3 .Предмет изобретения Установка для нанесения гальванических покрытий на изделия, содержащая гальваническую ванну, токонодводы и анод, нереме- 5 щающий|Ся вдоль обра батываемого изделия, 4 отличающаяся тем, что, с целью обеспечения возможности нанесения покрытий на длинномерные тонкостенные изделия, анод выполнен П-образным с возмол ностью перемещения в горизонтальном направлении. 
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ НА ЦИЛИНДРИЧЕСКИЕ ДЕТАЛИ | 2024 |
|
RU2835977C1 |
| Установка для горизонтального внутреннего хромирования | 2023 |
|
RU2811352C1 |
| Способ нанесения гальванических покрытий на поверхность длинномерных изделий | 1986 |
|
SU1633026A1 |
| Устройство для электрохимической обработки деталей | 1981 |
|
SU996526A1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ НА НАРУЖНУЮ ПОВЕРХНОСТЬ ДЕТАЛЕЙ | 1994 |
|
RU2063485C1 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО ХРОМИРОВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2275446C2 |
| Установка рельефного электрохимического хромирования прокатного валка | 2023 |
|
RU2807973C1 |
| УСТАНОВКА ДЛЯ ХРОМИРОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 2020 |
|
RU2747261C1 |
| Станок вертикального наружного хромирования | 2021 |
|
RU2782942C1 |
| УСТАНОВКА ДЛЯ ХРОМИРОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 2017 |
|
RU2643295C1 |
rJ
27
Г
Фиг 2
