Изобретение относится к области гальванической обработки металлов и может быть использовано для нанесения гальванических покрытий с целью восстановления и упрочнения поверхностей деталей.
Наиболее близким к заявляемому устройству является установка для нанесения гальванических покрытий на изделия, содержащая гальваническую ванну, токоподводы, катодные подвески, П-образный анод, редукторную каретку и направляющую [Патент №354011 C23b 5/68, C23b 5/74, опубл. 31.10.1972].
Однако известная установка имеет ряд недостатков: 1. Для нанесения гальванических покрытий на длинномерные изделия требуется гальваническая ванна больших размеров, что увеличивает габариты самого устройства и уменьшает полезную площадь помещения. 2. Использование ванны большой длинны, требует большое количество химических компонентов для электролита, при необходимости наносить на детали разные электролитические покрытия возникают трудности с перекачиванием электролитов и их хранением. 3. Конструкция П-образного анода не предусматривает быстросъемного приспособления, для его замены, что усложняет загрузку выгрузку длинномерных изделий и снижает качество получаемого покрытия.
Технической задачей предлагаемого устройства является снижение габаритных размеров ванны, повышение качества получаемого покрытия, автоматизация процесса нанесения покрытия, повышение мобильности.
Для решения указанной технической задачи предлагается установка для нанесения гальванических покрытий, состоящая из гальванической ванны, откидной крышки, анода, резиновых изолирующих вставок в форме сдвоенного полумесяца, крепления анода к крышке ванны с встроенным контактором и поворотным механизмом, крепления детали со стойкой для перемещения влево/право, изолятора, электродвигателя, ходового вала, гайки ходового вала, патрубка перелива электролита, бака, насоса, соединительных проводов, клапанов расходомеров электролита, блока управления, источника питания, проводов питания анода и катода, бака для электролита, фильтра. Для снижения габаритных размеров гальваническая ванна состоит из двух одинаковых частей, при соединении которых образуется замкнутая емкость ванны, обе части корпуса ванны имеют двойные резиновые изолирующие вставки повторяющие форму детали (вставки установлены и в ванне, и в крышке), что позволяет надежно герметизировать цилиндрическую деталь в ванне. Для обеспечения быстрой установки и снятия П-образного неподвижного анода в верхней части корпуса (крышке) установлен поворотный механизм, имеющий так же встроенный контактор для подключения питания. Установка снабжена одним или несколькими баками для хранения и транспортирования электролита, что позволяет уменьшить его объем. Использование в качестве мобильной установки возможно за счет разборной конструкции, а так же небольших габаритных размеров всех элементов. Управление работой, предлагаемой установки для нанесения гальванических покрытий, осуществляется блоком управления, который позволяет управлять силой тока, характерной для данного электролита и процесса, а также регулировать подачу и слив электролита из бака, а так же управлять перемещением детали относительно П-образного анода, выбирая необходимую область нанесения.
Данная установка позволяет наносить качественные гальванические покрытия на цилиндрические детали, а так же снизить хрупкость получаемого покрытия за счет циркуляции электролита из бака в ванну, что позволяет уменьшить концентрацию водорода в поверхности детали и повысить ее прочность. Установка может быть использована при восстановлении и упрочнении деталей.
Общими признаками прототипа и заявляемой установки является то, что установка для нанесения гальванических покрытий на цилиндрические детали содержит гальваническую ванну, П-образный анод, источник питания.
Отличительными признаками является то, что установка для нанесения гальванических покрытий на цилиндрические детали снабжена стойками, фиксирующими цилиндрическую деталь по краям и выполненными с возможностью ее перемещения влево/право, одним или несколькими баками для электролита, выполненными с возможностью циркуляции электролита из бака в ванну, и блоком управления, выполненным с возможностью регулирования силы тока от источника питания, количества подаваемого в ванну электролита и его слива и управления перемещением детали относительно П-образного анода, при этом корпус ванны состоит из двух частей, которые при соединении образуют замкнутую емкость ванны, а верхняя часть корпуса является откидной крышкой ванны, в которой закреплен П-образный неподвижный анод с контактором и поворотным механизмом, обеспечивающим возможность отклонения анода при открывании крышки, причем обе части корпуса ванны имеют двойные резиновые изолирующие вставки, повторяющие габаритную форму цилиндрической детали для обеспечения ее герметизации в ванне, а изолирующие вставки установлены и в ванне, и в крышке.
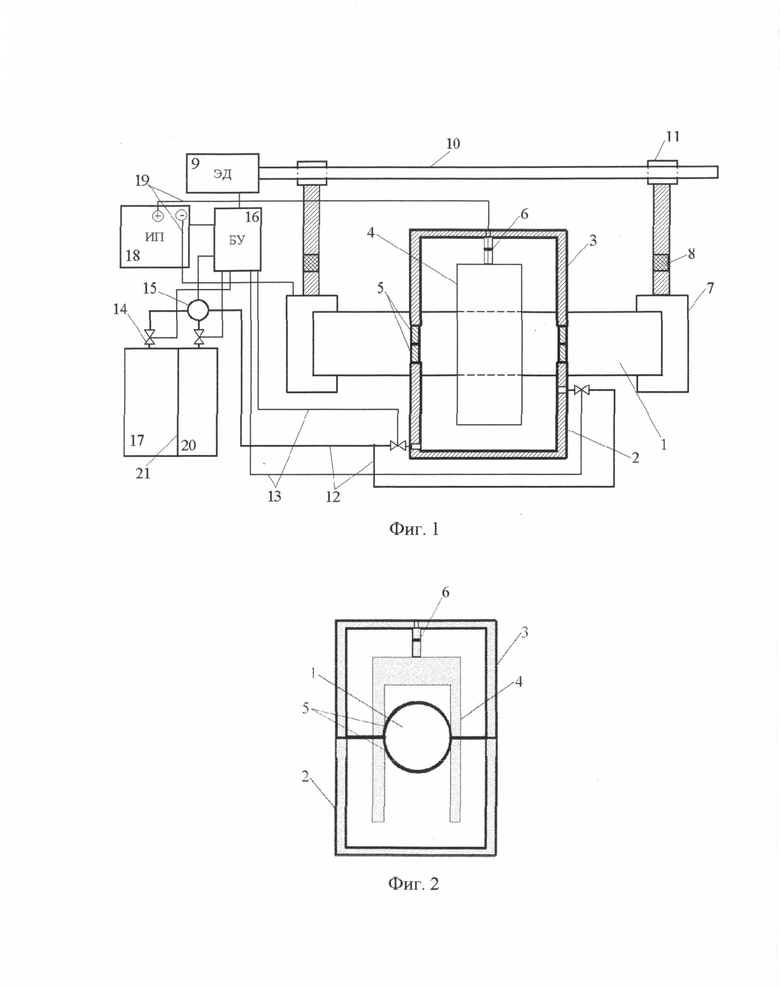
Предлагаемая установка проиллюстрирована чертежами, где на фиг. 1 показана схема конструкции установки, на фиг. 2 вид с боку ванны с П-образным анодом.
На фиг. 1 и фиг. 2 изображена установка для нанесения электролитических покрытий на цилиндрические детали содержащая: покрываемую деталь 1, гальваническую ванну 2, откидную крышку гальванической ванны 3, анод (например П-образной формой) 4, резиновые изолирующие вставки в форме сдвоенного полумесяца 5, крепление анода к крышке ванны с встроенным контактором и поворотным механизмом 6, крепление детали со стойкой для перемещения влево/право 7, изолятор 8, электродвигатель 9, ходовой вал 10, гайку ходового вала 11, патрубки перелива электролита 12, бак 17, насос 15, соединительные провода 13, клапаны расходомеры электролита 14, блок управления 16, источник питания 18, провода подачи питания на анод и катод 19, бак для сбора использованного электролита 20, фильтр 21 для очистки от примесей.
Принцип работы устройства заключается в следующем: деталь 1 помещается в гальваническую ванну 2, затем производится ее фиксация на края детали с помощью крепления со стойкой 7. После закрывается откидная крышка гальванической ванны 3, в которой закреплен П-образный анод, при этом герметизация детали в ванне обеспечивается резиновыми изолирующими вставками в форме сдвоенного полумесяца 5, вставки установлены и в ванне, и в крышке. После закрытия крышки ванны через насос 15 и клапан расходомер 14 подается электролит через патрубки 12 из бака 17. Количество подаваемого электролита регулируется блоком управления 16 через соединительные провода 13, при необходимости электролит из бака через нижний клапан сливается обратно в бак, так же через каждые 15-20 минут работы устройства происходит перемешивание электролита путем его слива в бак 20 и долива из бака 17. Так же блоком управления происходит регулировка силы тока подаваемого на электроды в ванну от источника питания 18. При необходимости нанести покрытие, с помощью данного приспособления, на другом участке детали через блок управления подается сигнал на электродвигатель 9, который проворачивая ходовой вал 10 траверсы-кантователя, смещает деталь в нужном направлении. Для перемещения в стойках крепления установлены гайки ходового винта 11. Так же в стойках установлены изоляторы 8 для безопасности оборудования и оператора. После завершения нанесения покрытия определенной толщины, блок управления отключает источник питания, и через нижний клапан расходомер электролит сливается в бак и с помощью встроенного фильтра 21 очищается от посторонних примесей.
Работа блока управления заключается в следующем: оператор на панели блока управления задает плотность тока для используемого электролита в зависимости от площади нанесения, а так же устанавливает таймер времени, который соответствует расчетной толщине нанесения покрытия. Затем нажимая кнопку «старт» включается насос и заполняется внутренний объем ванны электролитом, пока не сработает клапан расходомер электролита, сообщающий о том, что ванна заполнена и готова к работе. После срабатывания клапана происходит автоматическое включение питания на аноде и катоде, включается электродвигатель перемещения анода. А так, же происходит переключение насоса в режим рециркуляции электролита. По прошествии установленного на таймере времени происходит отключение питания от анода и катода. Затем отключается верхний клапан расходомер и насос через нижний клапан перекачивает электролит в бак и благодаря встроенному фильтру очищается от посторонних примесей. После осушения ванны насос отключается и загорается сигнальная лампа, на панели блока управления сигнализирующая оператору об окончании процесса нанесения.
Изготовление устройства может быть осуществлено из деталей, серийно выпускаемых промышленностью.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для электролитического нанесения покрытий на длинномерные цилиндрические изделия | 2024 |
|
RU2840882C1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ НА НАРУЖНУЮ ПОВЕРХНОСТЬ ДЕТАЛЕЙ | 1994 |
|
RU2063485C1 |
| СПОСОБ ЛОКАЛЬНОГО ХРОМИРОВАНИЯ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ | 2009 |
|
RU2430197C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ЭЛЕКТРОЛИТИЧЕСКОГО ПОКРЫТИЯ НА ИНСТРУМЕНТ СО СЛОЖНОПРОФИЛЬНЫМИ РАБОЧИМИ УЧАСТКАМИ ПОВЕРХНОСТЕЙ | 2013 |
|
RU2557406C2 |
| Установка для восстановления и упрочнения валов | 1989 |
|
SU1673647A1 |
| СПОСОБ ХИМИЧЕСКОЙ ОБРАБОТКИ И ГАЛЬВАНИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЯ НА ДЕТАЛИ И АВТОМАТИЧЕСКАЯ КАМЕРА ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2021 |
|
RU2771126C1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ КОМБИНИРОВАННЫХ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ ЭЛЕКТРОЛИТИЧЕСКИМ НАТИРАНИЕМ | 2009 |
|
RU2430199C2 |
| Установка для гальванической обработки | 1981 |
|
SU950805A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ХИМИЧЕСКИХ И ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ | 2008 |
|
RU2379382C2 |
| Установка для нанесения гальванических покрытий на внутренние поверхности цилиндрических изделий | 1980 |
|
SU899732A1 |
Изобретение относится к области гальванической обработки металлов. Установка содержит гальваническую ванну, П-образный анод, источник питания и снабжена стойками, фиксирующими цилиндрическую деталь по краям и выполненными с возможностью ее перемещения влево/право, одним или несколькими баками для электролита, выполненными с возможностью циркуляции электролита из бака в ванну, и блоком управления. Корпус ванны состоит из двух частей, которые при соединении образуют замкнутую емкость ванны. Верхняя часть корпуса является откидной крышкой ванны, в которой закреплен П-образный неподвижный анод с контактором и поворотным механизмом, обеспечивающим возможность отклонения анода при открывании крышки. Обе части корпуса ванны имеют двойные резиновые изолирующие вставки, повторяющие габаритную форму цилиндрической детали для обеспечения ее герметизации в ванне, а изолирующие вставки установлены и в ванне, и в крышке. Обеспечивается снижение габаритных размеров ванны, повышение качества получаемого покрытия, автоматизация процесса нанесения покрытия, повышение мобильности. 2 ил.
Установка для нанесения гальванических покрытий на цилиндрическую деталь, содержащая гальваническую ванну, П-образный анод, источник питания, отличающаяся тем, что она снабжена стойками, фиксирующими цилиндрическую деталь по краям и выполненными с возможностью ее перемещения влево/право, одним или несколькими баками для электролита, выполненными с возможностью циркуляции электролита из бака в ванну, и блоком управления, выполненным с возможностью регулирования силы тока от источника питания, количества подаваемого в ванну электролита и его слива и управления перемещением детали относительно П-образного анода, при этом корпус ванны состоит из двух частей, которые при соединении образуют замкнутую емкость ванны, а верхняя часть корпуса является откидной крышкой ванны, в которой закреплен П-образный неподвижный анод с контактором и поворотным механизмом, обеспечивающим возможность отклонения анода при открывании крышки, причем обе части корпуса ванны имеют двойные резиновые изолирующие вставки, повторяющие габаритную форму цилиндрической детали для обеспечения ее герметизации в ванне, а изолирующие вставки установлены и в ванне, и в крышке.
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХПОКРЫТИЙ | 0 |
|
SU354011A1 |
| УСТРОЙСТВО ДЛЯ ЛОКАЛЬНОГО НАНЕСЕНИЯ МЕТАЛЛИЧЕСКИХ ПОКРЫТИЙ ЭЛЕКТРОЛИТИЧЕСКИМ МЕТОДОМ | 2009 |
|
RU2402644C1 |
| УСТРОЙСТВО И СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ЦИЛИНДРЫ | 2015 |
|
RU2637460C1 |
| Ванна для гальванической обработки длинномерных цилиндрических изделий | 1984 |
|
SU1217931A1 |
| Устройство для модулирования сварочного тока | 1954 |
|
SU102009A1 |
| УСТАНОВКА ДЛЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ ДЕТАЛЕЙ ТИПА "ВАЛ" | 2002 |
|
RU2241077C2 |
| KR 20020024650 A, 01.04.2002 | |||
| Устройство для допускового контроля параметров объектов | 1982 |
|
SU1056134A1 |

