В практике нефтяных, промыслов наблюдается, что песок,, изелекаемы@ из скважины вместё с жидкостью, способствует износу,, касоса глубокого бурения труб, а также засаривает сборники л коллекторы; для предупреждения неприятных последсрий попадания песка в трубы; насос и т. п. песок задерживаете фильтрами, устроенными в виде узких продольных щелей в стенках самих обсадных труб.
Рредлагаемый станок предназначается для прорезания в обсадных трубах, при помощи Дисковых фрез, узких ,продольных щелей 0,1-0,3 мм и длиною 35-50 мм. Прорезание щелей производится снаружи трубы одновременно Двумя -фрезами, дающими относительно продольной оси трубы наклон линии прЪрезания в разные стороны путем поворота трубы на величину расстояния ыежду фрезами; при этом левая фреза производит первый прорез, а правая дополнительно прорезает предыдущую щель с уклоном в другую сторону, т. е. щель получается расходящейся внутрь трубы. Путем последовательного поворота трубы производится прорезание щелей на всей боковой иоверхности части трубы, отводимой под фильтр.: (50&) -.
Согласно изобретению, для поворота трубы в станке имеется зажимная обойма, снабженная хомутом и делительным ободом; при повороте трубы хомут зажимной обоййы освобождается, труба поворачивается на требуемый угол путем отсчета по делительному ободу и ее новое положение фиксируется пружинным стопором, имеющимся на обойме. Для подачи же фрез при прорезании щелей фрезерный щпиндель помещен в подщипниках, выполненных в виДе эксцентриковых втулок.
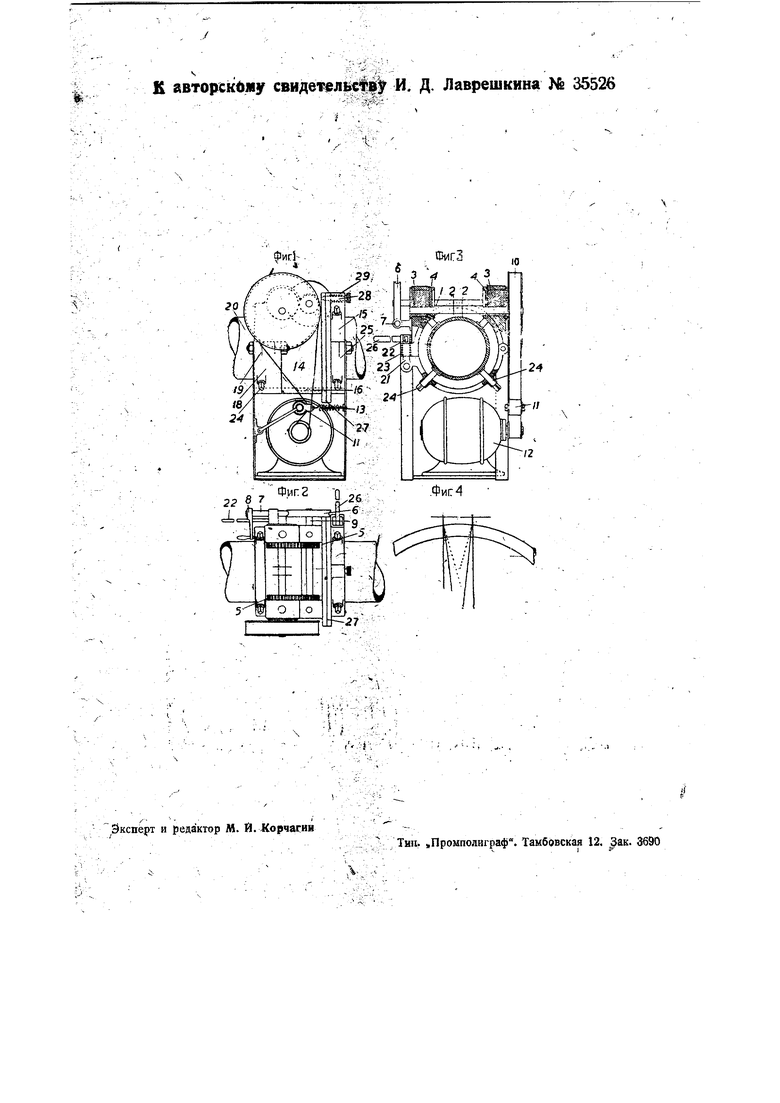
На чертеже фиг. 1 изображает боковой вид станка; фиг. 2-вид его сверху; фиг. 3-поперечный фиг. 4-схему процесса образования щели трубе.
Шпиндель 1 станка, несущий две дисковые фрезы 2, 2, лежит в подшипниках 3, 3, помещенных на стойка 29, 29, являющихся приливами зажимной для обрабатываемой трубы обоймы 14, 15.
Подшипники 3,3 по отношению к шпйнделю выполнены эксцентриковыми для того, чтобы иметь возможность перемещать шпиндель 1 как в продольном, так и поперечном направлении, благодаря чему и осуществлять подачу фрез. Для поворота подшипников 3, 3 на последних имеются шестерни 4, находящиеся в сцевдении С шестернями -5, на общей оси которых насажено червячное колесо 6, получающее вращение от червяка 7 при посредстве рукоятки 8. Для сообщения вращения шпинделю 1 служит шкив 10, соединенный ременной передачей со шкивом электромотора 12, а для обеспечения постоянного натяжения ременной печредачи, а с ней и вращения фрез 22 при
различных расположениях шпинделя 1, получаемых ,при повороте эксцентриковых подшипников 3, в станке применено натяжНое приспособление 11 Леникса с пружиной 13.
Укрепление обрабатываемой трубы 20 в стойке производится при помощи зажимной обоймы 14, 15, составленной из двух частей, из которых часть 15 заходит в выточку части 14 и удерживается с возможностью поворота при помощи кольца 16, также составленжого из двух частей, укрепленных на обойме 14, Ij
снаружи. У части 14 зажимной обоймы часть 18 нижней половины выполнена откидной на шарнире 19: и соединяется с частью 14 при помощи боЛта 21 и шарнирного рычага 22, снабженного упорным кулачком для натягивания. Пр. подъеме рычага 22 вверх, нижняя часть 18 под действием пружины 23 будет откинута, благодаря чему прижимные , болты 24 освободят трубу 20 дпя ее поворота. В части 15 зажимной обоймы такжеимеется откидная часть 25 на шарнире с аналогичным зажимным приспособлением, с той лишь разницей, что рычаг 26 расположен перпендикулярно к оси трубы, благодаря чему этот рычаг MokeT быть
испо;|ьзован также-й для поворота трубы. Наличие прижимных бюлтов 24 обеспечивает возможность работы станка на трубах различных диаметрой.
Для осуществления поворота трубы на угол, соответствующий, расстоянию между фрезами, к части 14 зажимной обоймы Прикреплен д&лительный обод 27 с отверстиями; в части же 15 зажиа ной обоймы имеется соответствующий пружинный стопор 28.. При повороте трубы рычаг 22 О пусйается, стопор 28 отводится из отверстия делительного обода 27, и рычагом 26 труба повертывается до того момента; когда стопор 28 западает в очередное отверстие делительного обода 27, и затем рычаг 22 закрепляет трубу вновь. После окончания выбиранием щелей- по окружности трубы весь станок перемещаетсй вдоль трубы для выбирания следующего ряда щелей.
П р е д м,е т и 3 о б р е т е н и я.
1.(Станок для выбирания продольных прорезов в труба : при посредстве дисковых (fрез, отличающийся тем, чтосцелью поворота трубы зажимная обойма 14 15i со ставлена из двух частей и снабжена делительным ободом 27, служащим яри ослаблении зажима в целях поворота трубы на определенный угрл, для фиксирования какового поворота предназначен пружинный стопор 28, имеющийся на части 15 обоймы
2.В станке по п. 1 применение эксцентриковых втулок ,3 для подачи дисковых фрез 22 путем поперечного пе- . ремец ения шпинделя 1.
| название | год | авторы | номер документа |
|---|---|---|---|
| Прецизионный станок для фрезерования пазов с точным шагом между ними | 1939 |
|
SU55497A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ РЕЗАНИЕМ ПАЗОВ В ОТВЕРСТИИ ДЕТАЛИ | 1992 |
|
RU2088385C1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ ПАРАЛЛЕЛЬНЫХ ПРОДОЛЬНЫХ ПАЗОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2092285C1 |
| Универсальный деревообрабатывающий станок | 1990 |
|
SU1797567A3 |
| СПОСОБ ВСКРЫТИЯ ПРОДУКТИВНЫХ ПЛАСТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2464411C2 |
| КРУГЛОПИЛЬНЫЙ СТАНОК ДЛЯ ПРОДОЛЬНОЙ РАСПИЛОВКИ ДРЕВЕСИНЫ | 2007 |
|
RU2365492C2 |
| Станок для нарезания зубчатых колес | 1987 |
|
SU1563871A1 |
| Индексирующий и транспортирующий механизм | 1988 |
|
SU1614752A3 |
| СПОСОБ ВСКРЫТИЯ ПРОДУКТИВНЫХ ПЛАСТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2254450C2 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ПУГОВИЦ | 1928 |
|
SU13389A1 |
:Ч , ,
Фиг1
/Ф.г2 -Q
22
ШмгЗ
12
.Фи1:4

