Станок предназначен для прорезания фрезой особо узких, имеющих ширину от 0,1 мм пазов, отстоящих друг от друга на расстоянии, могущем колебаться не свыше + 0,005 мм.
Весьма часто в деталях трикотажных машин встречаются пазы, служащие ложами, в которых движутся петлеобразующие пластинки, так называемые платины и иглы.
Являясь, таким образом, специально предназначенными для обработки деталей вязальных (трикотажных) машин, станок может найти, однако, применение во всех случаях, когда представляется необходимым прорезать пазы, расположенные на плоскости параллельно друг другу и характеризующиеся размерами и точностью, указанными выще. Для этого, согласно изобретению, в предложенном станке с использованием коррекционной линейки коррекционное устройство сочленено с гайкой ходового винта стола с целью использования для перемещения стола неподвижного делительного диска. При этом, для выборки мертвого хода стола, ходовой винт последнего состоит из двух частей, распираемых пружиной, расположенной в приливе стола на второй гайкей, могущей
смещаться в осевом направлении относительно стола.
Для передачи вращения шпинделя в станке применены винтовые шестерни, с целью использования фрез малого диаметра.
Под основание двигателя, монтированного на движущейся части станины, с целью устранения передачи вибраций режущему инструменту, подложены эластичные, например, резиновые прокладки.
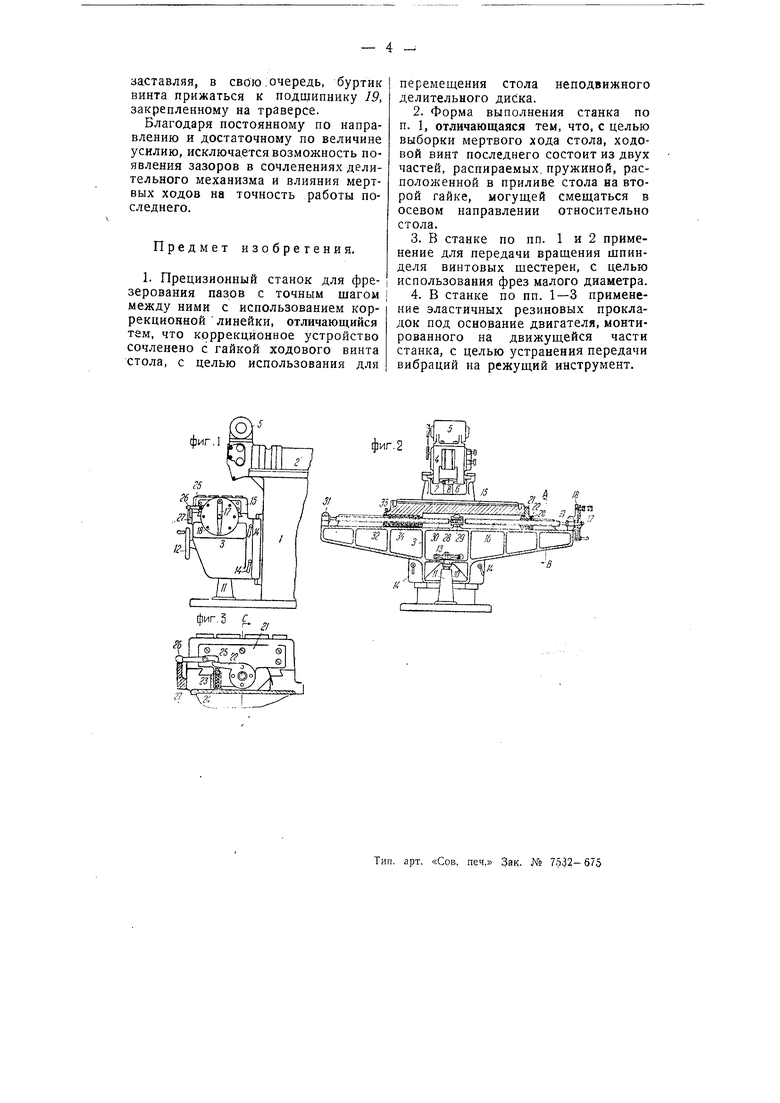
На чертеже фиг. 1 изображает вид прецизионного станка сбоку, фиг. 2- разрез по CD на фиг. 3, фиг. 3- разрез по АВ на фиг. 2. S
Основными частями станка являются: станина с ползуном и механизмом подачи, фрезерная головка и траверса со столом, снабженная делительным механизмом и устройством для выборки мертвых ходов.
Станина / станка имеет направляющие, в которых передвигается ползун 2. Движение ползуну сообщается механизмом подачи не (показанным на чертеже), представляющим собой либо общеизвестную кулису с приводом, либо устройство с реверсирующимся автоматически винтом, либо, наконец, гидравлическоэ устройство.
Ползун 2 несет на конце фрезерную головку 4.
Помимо горизонтальных направляющих для ползуна 2, станина 1 имеет также вертикальные направляющие, по которым перемещается траверса 6.
Фрезерная головка 4 представляет собой картер, внутри которого заключен механизм изменения скорости шпинделя. Последний выполнен в виде многоступенчатой коробки скоростей и сообщает вращение шпинделю с числом оборотов, соответствующим необходимому режиму резания.
Движение, трансформируемое коробкой скоростей, заимствуется от электродвигателя 5, расположенного на головке и отделенного от последней эластичной прокладкой, поглощающей вибрации электродвигателя.
В нижней своей части головка имеет два выступа, в одном из которых установлены подшипники. В последних вращается шпиндель 6, заканчивающийся центром (фиг. 2). Противоположный выступ головки несет в себе второй неподвижный центр 7.
Между подвижным центром и центром шпинделя устанавливается оправка 8, связанная пальцем с фланцем шпинделя и вращающаяся вместе с последним. На оправке при помощи гайки и прокладных колец зажимается фреза. Расположение указанных органов таково, что плоскость фрезы совпадает с направлением движения ползуна.
Шпинделю 6 сообщается вращение посредством пары шестерен, одна из которых располол ена на шпинделе, а вторая - на вертикальном валике, связанном с коробкой скоростей. Такое устройство позволяет выполнить шпиндель и его привод в весьма малых размерах, разрешая, тем самым, применение фрез также малого диаметра, начиная от 25 мм.
Последнее обстоятельство представляет собой одну из отличительных особенностей станка, очень существенную, так как биение фрез при таком диаметре незначительно; изготовление же таких фрез толщиной от 0,1 мм несравненно проще, чем фрез большего диаметра.
Отмеченное уже незначительное биение фрез является существенным фактором успешного прорезания пазов, равно как и относительно легкое их изготовление определяет собой экономическую сторону дела.
Траверса 3 представляет жесткую форму, могущую передвигаться вдоль вертикальных направляющих станины, с целью установки глубины фрезеруемого паза. Для перемещения траверсы служит винт 10 (фиг. 2), входящий в гайку колонки //, закрепленной на цоколе станины. Винту сообщается вращение маховиком 12 (фиг. 1) через посредство червяка и червячного колеса /5. Поднятая траверса закрепляется зажимными рукоятками 14.
На верхней горизонтальной поверхности траверса снабжена направляющими, расположенными перпендикулярно к направляющим ползуна и служаш,ими для направления стола 15, скользящего в них. Стол предназначен для установки на нем изделия или зажимного приспособления; с этой целью стол снабжен Г-образными пазами.
Перемещение стола па расстояние, равное шагу пазов, достигается поворотом делительного винта 16 (фиг. 2), несущего на своем конце делительную рукоятку 17, штифт которой может быть введен в одно из отверстий делительного диска 18 (фиг. 1, 2). Последний закреплен неподвижно на головном подшипнике 19, установленном на траверсе и несущем в себе цапфу делительного винта.
С целью повышения точности работы описанного делительного устройства и исключения влияния погрешностей делительного винта, в устройство введен коррекционный механизм, заключающийся в следующем. Гайка 20 делительного винта /((фиг. 2) имеет возможность вращаться внутри обоймы 21, прикрепленной к торцу стола и опирающейся на буртик гайки. На гайку насажена коронка 22 (фиг. 3, имеющая отросток, на который действует упор 28, находящийся под давлением пружины 24. Упор стремится повернуть гайку по часовой стрелке. Этому препятствует правый конец рычага 25, вращающегося вокруг оси, закрепленной в обойме. На левом конце рычага 25 установлен ролик 26, могущий катиться при движении стола по поверхности коррекционной линейки 27, закрепленной на траверсе.
Рабочая поверхность коррекционной линейки криволинейна и в каждом поперечном сечении имеет ту или иную высоту, в зависимости от величины погрешности делительного винта в данном месте.
Действие описанного механизма таково, что перемещение стола является результатом совместного воздействия на него делительного винта и коррекционной линейки. Величина же этого перемещения определяется углом поворота винта, в зависимости от числа отверстий делительного диска, и углом дополнительного поворота гайки, совершающегося автоматически и зависящего от высоты коррекционной линейки в данном поперечном сечении.
Алгебраическое суммирование этих двух перемещений может обеспечить перемещение стола с точностью, лежащей за пределами требований, предъявляемых к пазам, и определяющейся лишь тщательностью изготовления механизма и относительными размерами его деталей.
Будучи по своей идее аналогичным устройствам, применяющимся с той же целью в прецизионных разметочно-сверлильных станках „СИП, представленный на чертеже механизм имеет принципиальное от них отличие, заключающееся в том, что указанные устройства воздействуют на нониус станка, не сообщая непосредственно столу дополнительного перемещения. Описанный же механизм, воздействуя на гайку делительного винта, сообщает дополнительное перемещение непосредственно столу станка.
Помимо коррекционного механизма, в делительное устройство введен также механизм выборки мертвых ходов, исключающий влияние последних на точность деления. Механизм этот заключается в следующем. Делительный винт 16 заканчивается цапфой, снабженной призматической шпонкой и входящей во втулку 28 (фиг. 2), вращающуюся вместе с винтом в среднем подщипнике 29, закрепленном на траверсе 3. В ту же втулку входит также снабженная призматической шпонкой цапфа вспомогательного винта 30, имеющего тот же шаг резьбы, что и делительный винт. Вращаясь вместе с делительным винтом, вспомогательный винт 30 сохраняет возможность осевого перемещения, так как призматические щпонки не препятствуют последнему. Второй конец вспомогательного винта находится в подшипнике 31, упираясь в последний буртиком. На вспомогательный винт надета гайка 32, имеющая прощлицованный буртик.
Стол снабжен приливом, расточенным концентрично вспомогательному винту.
Буртик гайки 32 входит в расточку прилива свободно, однако гайка предохранена от вращения стопорным винтом 55, ввинченным в тело стола так, что входя в шлиц буртика гайки, винт оставляет гайке возможность осевого перемещения.
Между буртиком гайки и дном прилива заключена сильная пружина 34, сжатая настолько, что способна преодолеть как инерцию стола, так и сопротивления сил трения.
Степень сжатия пружины остается неизменной и, следовательно, давление, оказываемое пружиной на стол, постоянным и не зависящим от положения стола, так как равенством шагов делительного и вспомогательного винтов обеспечивается равенство путей, проходимых столом и гайкой 32, являющейся опорой пружине 34. Вместе с тем давление, развиваемое пружиной, обеспечивает выборку всех возможных зазоров в сочленениях делительного механизма, так как под давлением пружины стол через обойму 21 прижимается к буртику гайки 20. Последняя через витки резьбы прижимается односторонне к резьбе делительного винта 16,
заставляя, в свою .очередь, буртик винта прижаться к подшипнику 19, закрепленному на траверсе.
Благодаря постоянному по направлению и достаточному по величине усилию, исключается возможность появления зазоров в сочленениях делительного механизма и влияния мертвых ходов на точность работы последнего.
Предмет изобретения.
1. Прецизионный станок для фрезерования пазов с точным шагом между ними с использованием коррекционной линейки, отличающийся тем, что коррекционное устройство сочленено с гайкой ходового винта стола, с целью использования для
перемепдения стола неподвижного делительного диска.
2.Форма выполнения станка по п. 1, отличающаяся тем, что, с целью выборки мертвого хода стола, ходовой винт последнего состоит из двух частей, распираемых, пружиной, расположенной в приливе стола на второй гайке, могущей смещаться в осевом направлении относительно стола.
3.В станке по пп. 1 и 2 применение для передачи вращения шпинделя винтовых шестерен, с целью использования фрез малого диаметра.
4.В станке по пп. 1-3 применение эластичных резиновых прокладок под основание двигателя, монтированного на движущейся части станка, с целью устранения передачи вибраций на режущий инструмент.

| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для заточки мелкомодульного многолезвийного инструмента | 1968 |
|
SU301030A1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ НАСТОЛЬНЫЙ КОМБИНИРОВАННЫЙ СТАНОК | 1992 |
|
RU2015877C1 |
| Универсальный деревообрабатывающий станок | 1990 |
|
SU1797567A3 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 2000 |
|
RU2171742C1 |
| Стенд для слесарно-доводочных работ | 1989 |
|
SU1660804A1 |
| Резьбофрезерный станок | 1990 |
|
SU1798065A1 |
| ГИДРОФИЦИРОВАННЫЙ СТАНОК ДЛЯ ЗАТОЧКИ ПРОТЯЖЕК | 1971 |
|
SU310783A1 |
| Заточный станок для заточки дереворежущих насадных фрез | 1989 |
|
SU1673402A1 |
| Станок для обработки блочных зубчатых колес | 1984 |
|
SU1284743A1 |
| Станок универсальный малогабаритный | 2017 |
|
RU2644017C1 |
