Изобретение относится к области измерительной техники.
Известеи резьбовой проходной калибр, содержащий кориус и резьбовую ироходиуго иробку. Известный нроходиой калибр не иозволяет оиределять глубину завинчивания иробок в труднодостуиных местах, иоскольку глубина завинчивания его в резьбовое гнездо определяется визуально.
В иредлагаемом резьбовом ороходиом калибре корнус и иробка выполнены полыми, корпус снабжен установлеииым внутри него иоднружинеииым вдоль своей оси штоком, соосным с иробкой, состоящим из резьбовой втулки и устаиовлеииых внутри иее соосио с ией упорного и измерительного щтырей, один из которых выстуиает из корпуса со стороны иробки, а измерительный штырь - с противоположного его конца. Это повышает точность ири контроле в трудиодостуииых местах.
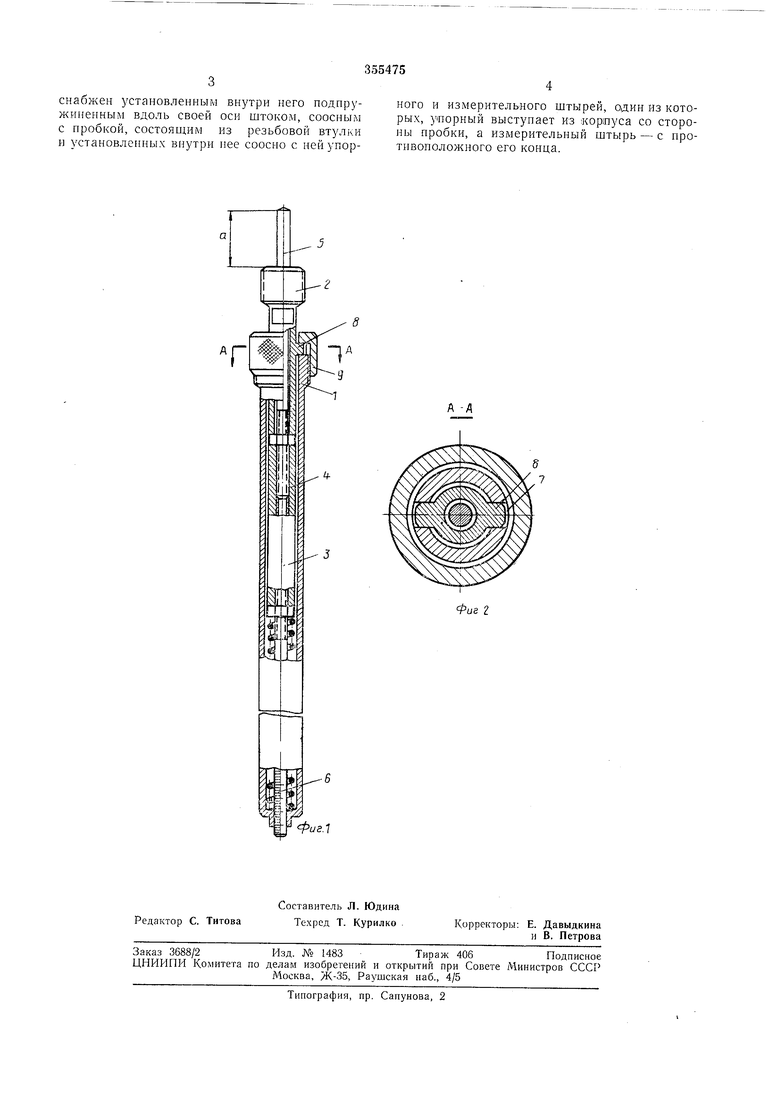
На фиг. 1 - изображен предлагаемый резьбовой проходной калибр; на фиг. 2 - разрез по линии А-А и а фиг. 1.
Устройство состоит из корпуса /, резьбовой проходиой пробки 2, подиружииенного вдоль своей оси штока 3, выиолнеиного в виде резьбовой втулки 4 и установлепного внутри нее соосно с ней унорного штыря 5, выстуиающего из корнуса на величину а, и измерительного штыря 6. Резьбовая пробка 2 в прорези
7 корпуса / зафиксирована выступами 8 и закреилеиа накидной гайкой 9.
Резьбовой ироходной калибр работает следующим образом.
Сиачала регулируют величину а на упорном штыре 5 и О на измерительиом штыре 6. Затем конец упорного штыря 5 вводят в контролируемое резьбовое гиездо и поджав, если в этом есть иеобходимость, замечают первое иеремещеиие корпуса от иулевого деления измерительного штыря 6. После этого резьбовой проходной калибр завертывают в резьбовое гиездо до отказа, замечают второе иеремеп;еиие кориуеа / от иулевого деления измерительного штыря 6. Разность иолхазаошй иа шкале измерительного штыря между первым и вторым перемещеиием корпуса составляет действительную длииу резьбы в коитролируемом резьбовом гнезде, а разность между велнчииой а и иервым перемещением корпуса относительно измерительного штыря 6 составляет глубину контролируемого гнезда.
Предмет изобретения
Резьбовой ироходиой калибр, содержащий корпус и резьбовую проходную пробку, отличающийся тем, что, с цельго повышения точности при контроле в труднодостуиных местах, корпус и пробка выполпеиы полыми, корпус
снабжен установленным внутри него поднружиненным вдоль своей оси штоком, соосныы с нробкой, состоящим из резьбовой втулки и установленных внутри нее соосно с ней упорного и измерительного штырей, один из которых, унорный выступает из «ороуса со стороны пробки, а измерительный штырь - с противоположного его конца.
| название | год | авторы | номер документа |
|---|---|---|---|
| Гидравлическая тормозная система транспортного средства | 1970 |
|
SU547172A3 |
| СПОСОБ КОНТРОЛЯ ГЕОМЕТРИЧЕСКИХ РАЗМЕРОВ И ПАРАМЕТРОВ ТРУБ И МУФТ К НИМ И УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ЭЛЕМЕНТОВ ТРУБНЫХ РЕЗЬБОВЫХ СОЕДИНЕНИЙ, А ТАКЖЕ КАЛИБР-КОЛЬЦО И КАЛИБР-ПРОБКА | 2010 |
|
RU2434200C1 |
| Калибр-пробка для контроля резьбовых отверстий | 1990 |
|
SU1758402A1 |
| ПРИБОР ДЛЯ КОНТРОЛЯ ПАРАМЕТРОВ ОТВЕРСТИЙ БУКС КОЛЕСНЫХ ПАР ЖЕЛЕЗНОДОРОЖНЫХ ВАГОНОВ | 2003 |
|
RU2247315C1 |
| СПОСОБ МЕХАНИЧЕСКОГО УШИВАНИЯ КОРНЯ ЛЕГКОГО, БЛОКА КРОВЕНОСНЫХ СОСУДОВ КОРНЯ ЛЕГКОГО, ТКАНЕЙ | 1960 |
|
SU125523A1 |
| АВТОМАТ ДЛЯ ИЗМЕРЕНИЯ И СОРТИРОВКИ ДЕТАЛЕЙ | 1938 |
|
SU57760A1 |
| "ОСНАСТКА ПРЯМОГО ЦЕМЕНТИРОВАНИЯ ОБСАДНОЙ КОЛОННЫ С ОБРАТНЫМ КЛАПАНОМ" | 2014 |
|
RU2571469C1 |
| Роторно-конвейерная машина для сортировки изделий | 1988 |
|
SU1632523A1 |
| ШАХТНАЯ ГИДРАВЛИЧЕСКАЯ СТОЙКА | 1973 |
|
SU407052A1 |
| Предохранительный клапан | 1981 |
|
SU987250A2 |