Изобретение относится к контролю внутренней и наружной резьбы и уплотнительных поверхностей соединений насосно-компрессорных, обсадных труб и муфт к ним по ГОСТ 632-80, 633-80 и др. элементов, преимущественно высокогерметичных резьбовых трубных соединений.
Известны сложные приборы, предназначенные для контроля параметров резьбы. Например, известно устройство для контроля параметров наружной резьбы с помощью оптических приборов, содержащее источник и приемник лазерного излучения, расположенные по разные стороны от контролируемого резьбового участка, и электромеханическую систему, обеспечивающую перемещение и поворот контролируемой детали, а также средства для снятия информации и ее обработки (патент РФ №2151999, заявка 98123514 от 25.12.1998 г., МПК G01B 11/30, G01B 3/40).
Недостатком данного аналога и других оптико-механических устройств является их высокая стоимость.
Известно устройство для контроля натяга конической резьбы труб на бурильных, обсадных и насосно-компрессорных трубах, включающее узел для базирования контролируемой трубы, измерительный узел с контрольным калибром и контактным датчиком, механизмом поворота и отворота контрольного калибра, установленным с возможностью перемещения в направлении узла базирования и обратно. Это устройство снабжено двумя неподвижно закрепленными датчиками положения, а контактный датчик измерительного узла выполнен в виде регулируемых измерительных щупов (патент РФ №2029222, заявка 5024408 от 29.01.1992 г., МПК G01B 3/40).
Недостатками данного устройства, а также использованного в этом устройстве способа контроля являются сложность и нестабильность результатов из-за использования многозвенной схемы измерения.
Известен шаблон для контроля конуса и конусного профиля резьбы насосно-компрессорных, обсадных труб и муфт, а также конических замков соединений нефтегазовых труб (патент РФ №82836, заявка 2008150287 от 18.12.2008 г., МПК G01B 3/36). Указанный шаблон содержит корпус в виде крестообразной пластины с поперечными элементами, снабженными двухсторонними резьбовыми конусными измерительными поверхностями и гладкими конусными измерительными поверхностями соответственно. Боковые продольные стороны корпуса являются базовыми поверхностями для измерения наружной резьбы и наружного конуса или для измерения внутренней резьбы или внутреннего конуса соответственно.
Данный аналог характеризуется простотой, однако отличается низкой точностью и нестабильностью контроля. Таким шаблоном невозможно точно проконтролировать внутреннюю конусность; технологически трудно выполнить нарезку резьбы в привязке к базовым поверхностям.
Известен также комплект калибров для контроля наружной конической резьбы (авторское свидетельство СССР №1511576, заявка 4244500 от 23.03.1987 г., МКИ-4 G01B 3/00). Каждый из рабочих калибров выполнен с двумя измерительными плоскостями, первая из которых для обоих калибров равноудалена от основной плоскости, а вторая удалена от нее на различное расстояние, зависящее для резьбового рабочего калибра от поля допуска на расположение основной плоскости резьбы относительно торца изделия, а для гладкого рабочего калибра от поля допуска на высоту вершин резьбы. Комплект дополнен специальным щупом, выполненным в виде подпружиненного фиксируемого штыря и корпуса с базовой поверхностью.
Контроль осуществляется следующим образом:
- контролируемое резьбовое изделие ввинчивается до отказа в резьбовой рабочий калибр;
- визуально проверяется соответствие и правильность взаимного расположения торца изделия, основной первой и второй измерительных плоскостей резьбового рабочего калибра; при этом расположение торца изделия между первой и второй измерительными плоскостями резьбового рабочего калибра свидетельствует о правильности взаимного расположения этих трех плоскостей;
- корпус щупа своей базовой поверхностью накладывается на торец контролируемого изделия, при этом штырь должен упираться своим торцом в первую измерительную плоскость резьбового рабочего калибра; в таком положении штырь фиксируется;
- резьбовое изделие вывинчивается из резьбового рабочего калибра и сопрягается с гладким рабочим калибром;
- корпус щупа базовой поверхностью накладывается на торец изделия, при этом торец штыря в зафиксированном ранее положении должен располагаться между первой и второй измерительными плоскостями рабочего гладкого калибра; это проверяется путем поворачивания щупа на торце изделия вокруг его оси. Свободный поворот щупа вокруг оси изделия означает расположение его торца над первой измерительной плоскостью, изделие пригодно. Если же торец штыря проходит над второй измерительной плоскостью или упирается в первую измерительную плоскость гладкого рабочего калибра, то резьба изделия непригодна.
К недостаткам данных калибров и способа контроля можно отнести низкую точность, обусловленную визуальным контролем расположения торца изделия между основной первой и второй измерительной плоскостями резьбового рабочего калибра, расстояния от торца штыря до второй измерительной плоскости гладкого рабочего калибра, а также расположения торца штыря между первой и второй измерительными плоскостями рабочего гладкого калибра.
В соответствии с ГОСТ 632-80 «Трубы обсадные и муфты к ним. Технические условия», распространяющимся на стальные бесшовные трубы с треугольной и трапецеидальной резьбой и муфты к ним, трубы с высокогерметичными соединениями и муфты к ним, а также безмуфтовые раструбные трубы, применяемые для крепления нефтяных и газовых скважин, за счет использования резьбовых и гладких калибров-пробок и резьбовых и гладких калибров-колец, а также пластинчатых щупов.
При этом конусность по наружному диаметру резьбы труб и ниппельных концов труб для безмуфтовых соединений и по внутреннему диаметру резьбы муфт и раструбных концов труб для безмуфтовых соединений, а также конусность уплотнительных конических поверхностей труб и муфт для высокогерметичных соединений и труб для безмуфтовых соединений должна проверяться гладкими коническими калибрами (кольцами и пробками полными или неполными) или специальными приборами (п.4.6). Натяг резьбы труб с трапецеидальной резьбой, труб для высокогерметичных соединений и ниппельных концов безмуфтовых раструбных труб должен проверяться гладким и резьбовым калибрами-кольцами (п.4.11). Натяг резьбы муфт к таким трубам должен проверяться гладким и резьбовым калибрами-пробками (п.4.12). Величина диаметра уплотнительных конических поверхностей высокогерметичных соединений труб и муфт к ним, а также труб для безмуфтовых соединений должна проверяться гладкими коническими калибрами (пробками и кольцами) (п.4.13). При проверке сопряжения торца трубы для высокогерметичных соединений с упорным уступом муфты пластинчатый щуп заданной толщиной не должен проходить по всему периметру стыка (п.4.14).
Таким образом, известный из ГОСТ 632-80 «Трубы обсадные и муфты к ним. Технические условия» и выбранный в качестве прототипа способ контроля параметров элементов резьбовых муфтовых и безмуфтовых соединений труб с использованием резьбовых и гладких калибров-колец и/или резьбовых и гладких калибров-пробок, а также средств для контроля линейных расстояний, путем последовательного соединения контролируемого изделия сначала с резьбовым калибром и измерения расстояния от торца контролируемого изделия до измерительной плоскости резьбового калибра, затем сопряжения контролируемого изделия с гладким калибром и определения правильности расположения торца контролируемого изделия относительно измерительной плоскости гладкого калибра и суждения о годности каждого из элементов резьбового трубного соединения по результатам контроля.
Недостатками способа являются высокая трудоемкость и низкая точность контроля, что обусловлено многооперационным процессом контроля.
Применяемое при осуществлении данного способа и выбранное в качестве прототипа устройство для контроля элементов трубных резьбовых соединений включает резьбовой калибр-кольцо и гладкий калибр-кольцо и/или резьбовой калибр-пробку и гладкий калибр-пробку, а также средство для контроля линейных расстояний и пластинчатый щуп (см. ГОСТ 632-80 «Трубы обсадные и муфты к ним. Технические условия», раздел 4).
В качестве прототипов для входящих в состав устройства для контроля элементов трубных резьбовых соединений калибров-колец и калибров-пробок выбраны традиционные калибры, снабженные измерительными плоскостями, относительно которых производят замеры контролируемых параметров (см. ГОСТ 632-80 «Трубы обсадные и муфты к ним. Технические условия», черт.13).
Недостатками традиционных калибров, дополненных универсальными щупами, являются высокая трудоемкость процесса контроля и его низкая точность.
Задачей настоящего изобретения в отношении способа является упрощение процедуры контроля и повышение его точности за счет исключения субъективности оценки контролируемых параметров,
Кроме того, задачей изобретения-устройства является создание достаточно простой конструкции, обеспечивающей контроль не только параметров резьбы, но одновременный контроль уплотнительного элемента и его расположения относительно резьбы.
Указанная задача решается за счет того, что в способе контроля параметров элементов резьбовых муфтовых и безмуфтовых соединений труб с использованием резьбовых и гладких калибров-колец и/или резьбовых и гладких калибров-пробок, а также средств для контроля линейных расстояний путем соединения контролируемого изделия с резьбовым калибром, сопряжения контролируемого изделия с гладким калибром и определения правильности расположения торца контролируемого изделия относительно измерительных плоскостей резьбового калибра и гладкого калибра, согласно предлагаемому способу контроль осуществляют за одну установку контролируемого изделия одновременно в резьбовой и связанный с ним гладкий рабочий калибр, при этом после соединения контролируемого изделия с резьбовым калибром осуществляют поступательное и вращательное перемещение гладкого рабочего калибра по отношению к резьбовому калибру до обеспечения плотного прилегания гладкого калибра к уплотнительной поверхности контролируемого изделия, а о годности контролируемого изделия судят по расстояниям от торца контролируемого изделия до измерительной плоскости резьбового калибра и измерительной плоскости гладкого калибра при одновременном плотном контакте контролируемого изделия с резьбовым и гладким калибром.
Указанная задача также решается за счет того, что в устройстве для контроля элементов трубных резьбовых соединений, включающем резьбовые калибр-кольцо и калибр-пробку, гладкие калибр-кольцо и калибр-пробку, а также средство для контроля линейных расстояний, согласно предлагаемому изобретению калибр-кольцо и/или калибр-пробка выполнены составными, при этом резьбовой калибр снабжен направляющей цилиндрической поверхностью, выполненной соосно с резьбой, а соответствующий гладкий калибр снабжен жестко связанным с ним направляющим элементом, взаимодействующим с направляющей поверхностью резьбового калибра с возможностью поступательного осевого и вращательного перемещения гладкого калибра относительно резьбового калибра для обеспечения плотного прилегания рабочей поверхности гладкого калибра к уплотнительной поверхности контролируемого изделия, причем о годности контролируемого изделия судят по расстоянию от торца контролируемого изделия до измерительной плоскости резьбового калибра и измерительной плоскости гладкого калибра при одновременном плотном контакте контролируемого изделия с резьбовым и гладким калибрами.
Указанная задача в калибре-кольце решается за счет того, что калибр-кольцо выполнено составным из резьбового калибра-кольца и гладкого калибра-кольца, при этом наружная цилиндрическая поверхность резьбового калибра выполнена соосной с резьбой, гладкий калибр снабжен жестко связанным с ним направляющим кольцом, установленным на наружной цилиндрической поверхности резьбового калибра с возможностью поступательного перемещения и вращения для обеспечения плотного прилегания рабочей поверхности гладкого калибра к уплотнительной поверхности контролируемого изделия, при этом о годности контролируемого изделия судят по расстояниям от его торца до измерительной плоскости резьбового калибра и до измерительной плоскости гладкого калибра при одновременном плотном контакте контролируемого изделия как с резьбовым, так и с гладким калибром, причем в гладком калибре предусмотрены окна для обеспечения возможности измерения расстояния от торца контролируемого изделия до измерительной плоскости резьбового калибра.
Измерительной плоскостью резьбового калибра является плоскость торца калибра, примыкающего к гладкому калибру, а измерительной плоскостью гладкого калибра является плоскость противоположного торца.
Указанная задача в калибре-пробке решается за счет того, что калибр-пробка выполнен составным из резьбового калибра-пробки и гладкого калибра-пробки, при этом резьбовой калибр снабжен внутренней цилиндрической поверхностью, выполненной соосно с резьбой, гладкий калибр снабжен жестко связанным с ним направляющим элементом, установленным во внутренней цилиндрической поверхности резьбового калибра с возможностью поступательного перемещения и вращения для обеспечения плотного прилегания рабочей поверхности гладкого калибра к уплотнительной поверхности контролируемого изделия, причем о годности контролируемого изделия судят по расстоянию от его торца до измерительной плоскости резьбового калибра и измерительной плоскости гладкого калибра при одновременном плотном контакте контролируемого изделия как с резьбовым, так и с гладким калибрами.
Измерительной плоскостью гладкого калибра-пробки является ее плоскость его свободного торца, а измерительной плоскостью резьбового калибра-пробки является плоскость торца, расположенного с противоположной стороны относительно измерительной плоскости гладкого калибра-пробки.
Направляющий элемент снабжен ограничительной пластиной.
Таким образом, способ контроля параметров элементов резьбовых муфтовых и безмуфтовых соединений труб, характеризующийся заявленной совокупностью признаков, за счет объединения операций контроля резьбовьм и гладким калибром, а также за счет обеспечения при этом плотного контакта между уплотнительной поверхностью контролируемого изделия и соответствующей поверхностью гладкого калибра обеспечивает значительное упрощение и ускорение процедуры контроля и повышение точности за счет исключения влияния допусков (замер за одну установку), а также отказа от использования щупа.
Изготовление калибров в соответствии с указанной совокупностью признаков позволяет изготовить комплексный (составной) калибр, обеспечивающий одновременный контроль как параметров резьбы, так и параметров уплотнительного элемента.
Размещение направляющих элементов, жестко связанных с гладким калибром, на направляющих поверхностях, выполненных на резьбовом калибре, резьба и направляющая поверхность в котором выполнены соосными, например обработанными за одну установку, обеспечивает повышение точности измерения от торца контролируемого изделия до измерительных плоскостей контроля за счет исключения влияния допусков и перехода к контрольным операциям по открытым измерительным плоскостям.
Сущность заявляемого комплексного изобретения, включающего способ контроля, устройство для контроля в целом (комплект), а также отдельные самостоятельные части данного устройства (составной калибр-кольцо и составной калибр-пробка) поясняется чертежами, где на фиг.1 представлен калибр-кольцо, а на фиг.2 - калибр-пробка.
Заявляемый способ осуществляется следующим образом.
Контролируют параметры двух соединяемых изделий: трубы и муфты или двух труб (при безмуфтовом соединении).
Контроль параметров резьбы и уплотнительной поверхности, а также их взаимного расположения трубы муфтового соединения или ниппельной части безмуфтового соединения осуществляется в следующей последовательности:
1. контролируемые изделия и калибры должны быть чистыми; рабочие поверхности калибров смазать тонким минеральным маслом;
2. резьбовой калибр-кольцо навернуть на резьбу до упора вручную с помощью рукояток, предусмотренных на резьбовой части составного калибра;
3. гладкий калибр-кольцо посредством вращения и поступательного перемещения относительно направляющей поверхности резьбового калибра ввести в плотный контакт с уплотнительной поверхностью контролируемого изделия;
Операции по пп.2 и 3 провести два-три раза (для равномерного распределения смазки и устранения случайных забоин, заусенцев и т.д.);
4. измерить контролируемые параметры: расстояние от торца трубы до измерительных плоскостей резьбового калибра-кольца и гладкого калибра-кольца;
5. по результатам измерения судят о годности контролируемого изделия. Если размеры удовлетворяют требованиям, то и взаимное расположение уплотнительной поверхности трубы и резьбовой части трубы является соосным.
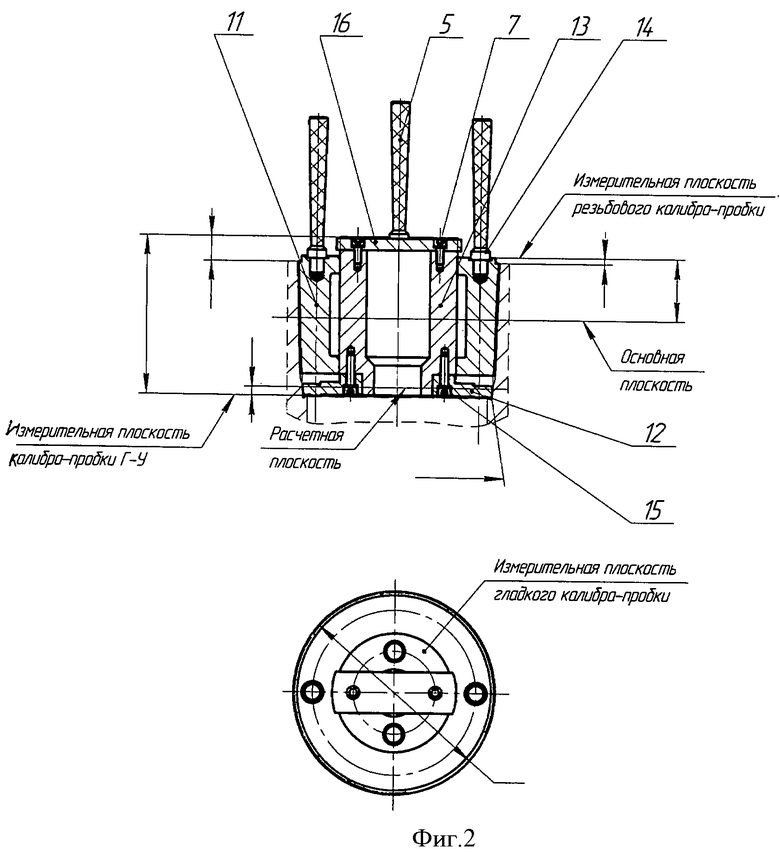
Комплект устройства для контроля элементов трубных резьбовых соединений включает составные калибр-кольцо 1 и калибр-пробку 11, причем каждый из составных калибров включает соответствующие резьбовой и гладкие калибр (составной калибр-кольцо и составной калибр-пробка), а также средство для контроля линейных расстояний. При этом резьбовой калибр снабжен направляющей цилиндрической поверхностью, выполненной соосно с резьбой, а соответствующий гладкий калибр снабжен жестко связанным с ним направляющим элементом, взаимодействующим с направляющей поверхностью резьбового калибра с возможностью поступательного осевого и вращательного перемещения гладкого калибра относительно резьбового калибра для обеспечения плотного прилегания рабочей поверхности гладкого калибра к уплотнительной поверхности контролируемого изделия. О годности контролируемого изделия судят по расстоянию от торца контролируемого изделия до измерительной плоскости резьбового калибра и измерительной плоскости гладкого калибра при одновременном плотном контакте контролируемого изделия с резьбовым и гладким калибрами.
Составной калибр-кольцо включает:
- резьбовой калибр-кольцо 1;
- гладкий калибр-кольцо 2;
- направляющий элемент 3.
Резьбовой калибр-кольцо 1 представляет собой втулку с внутренней резьбой. На наружной поверхности втулки резьбового калибра 1 под фланцем, снабженным ручками 4, выполнена направляющая цилиндрическая поверхность. Причем эта направляющая цилиндрическая поверхность выполнена соосной резьбовой поверхности калибра 1 для исключения биения. На наружной направляющей поверхности резьбового калибра 1 выполнена кольцевая канавка 5. Измерительной плоскостью резьбового калибра 1 является плоскость торца со стороны гладкого калибра 2.
Гладкий калибр 2 выполнен в виде плоского кольца, внутренняя поверхность которого предназначена для контакта с наружной уплотнительной поверхностью упорного уступа контролируемой трубы. Кольцо снабжено сквозными окнами 6, расположенными в зоне торца резьбового калибра 1. Указанные окна обеспечивают доступ для измерения расстояния между торцом контролируемой трубы и измерительной плоскостью резьбового калибра 1. Измерительной плоскостью гладкого калибра 2 служит плоскость его свободного торца. С противоположной стороны кольца выполнена кольцевая проточка, при этом оставшаяся торцовая поверхность служит для контакта с направляющим элементом 3.
Направляющий элемент 3 выполнен в виде втулки, точно зафиксированной относительно гладкого калибра 2 штифтами 7 и жестко связанной с калибром 2 посредством винтов 8 с шайбами 9. Направляющий элемент 3 гладкого калибра 2 установлен на наружной направляющей поверхности резьбового калибра 1 с возможностью осевого перемещения и вращения, ограниченных габаритами кольцевой канавки 5, в которую входят свободные концы трех винтов 8, равномерно установленных в направляющем элементе 3.
Работа составного калибра-кольца осуществляется следующим образом, аналогичным вышеописанному: резьбовой калибр-кольцо устанавливается на резьбе контролируемой трубы до упора. Затем вращением и поступательным перемещением направляющего элемента 3 относительно резьбового калибра-кольца 1 доводят гладкий калибр-кольцо 2 до плотного контакта с уплотнительной поверхностью упорного уступа контролируемого изделия. Составной калибр-кольцо готов к измерению расстояний от торца контролируемого изделия до измерительных плоскостей резьбового 1 и гладкого 2 калибров. Измерение указанных расстояний производят с помощью универсальных измерительных устройств, например индикаторного глубиномера.
По результатам контроля судят о годности изделия.
Составной калибр-пробка включает:
- резьбовой калибр-пробку 11;
- гладкий калибр-пробку 12;
- направляющий элемент 13.
Резьбовой калибр-пробка 11 представляет собой втулку с наружной резьбовой поверхностью. Внутри втулки 11 предусмотрена направляющая поверхность, выполненная соосно с резьбовой поверхностью. Для повышения точности направления внутренняя поверхность втулки снабжена проточкой. На свободном торце резьбового калибра-пробки 11 установлены ручки 14, посредством которых осуществляется его перемещение. Измерительной плоскостью резьбового калибра-пробки 11 служит плоскость торца, расположенного с противоположной от гладкого калибра 12 стороны.
Гладкий калибр 12 выполнен в виде плоского кольца. Измерительной плоскостью гладкого калибра 12 служит плоскость его свободного торца.
Направляющий элемент 13 выполнен в виде втулки, жестко зафиксированной относительно гладкого калибра 12 посредством винтов 15. Направляющий элемент 13 гладкого калибра 12 установлен на внутренней направляющей поверхности резьбового калибра 11 с возможностью осевого перемещения и вращения, ограниченных пластиной 16, жестко связанной с направляющим элементом 13. Диаметр пластины 16 превышает диаметр направляющей поверхности резьбового калибра 11, что предотвращает возможность выпадения направляющего элемента 13. На наружной поверхности пластины 16 закреплен узел 17 транспортировки, например рукоятка или рым-болт.
Работа составного калибра-пробки осуществляется следующим образом, аналогичным вышеописанному: резьбовой калибр-пробка 11 вкручивается в контролируемое изделие (трубу или муфту) до упора. Затем вращением и поступательным перемещением направляющего элемента 13 относительно резьбового калибра-пробки 11 доводят гладкий калибр-пробку 12 до плотного контакта с уплотнительной поверхностью упорного уступа контролируемого изделия. Составной калибр-пробка готов к измерению расстояний от торца контролируемого изделия до измерительных плоскостей резьбового 11 и гладкого 12 калибров. Измерение указанных расстояний производят с помощью универсальных измерительных устройств, например индикаторного глубиномера.
По результатам контроля судят о годности изделия.
Важной особенностью составных калибров (калибра-кольца и калибра-пробки) является то, что резьбовая часть калибра и гладкая часть калибра связаны между собой посредством промежуточного направляющего элемента. Изготовление составного калибра без такой промежуточной детали в принципе возможно, например гладкий калибр можно выполнить с хвостовиком, входящим в контакт с направляющей поверхностью резьбового калибра. Однако в таком исполнении невозможно обеспечить проверку точности изготовления гладкого калибра без использования специальной дополнительной оснастки, например, в виде призмы с заданным углом, что внесет дополнительную погрешность. Кроме того, при этом увеличивается металлоемкость изделия и трудоемкость контроля.
Заявляемая конструкция, включающая промежуточный направляющий элемент, жестко связанный с предварительно проверенным гладким калибром и взаимодействующий со специальной направляющей поверхностью резьбового калибра, позволяет эффективно решить эту проблему. Контроль гладкого калибра (кольца или пробки) обеспечивается обычным высокоточным измерительным инструментом, в частности синусной линейкой (контроль диаметра и конусности с точностью не менее 0,01 мкм). А последующее соединение с направляющим элементом не оказывает влияния на точность калибра.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРИПАСОВКИ РАБОЧИХ РЕЗЬБОВЫХ КАЛИБРОВ | 2010 |
|
RU2450116C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ НАТЯГА КОНИЧЕСКОЙ РЕЗЬБЫ ТРУБ | 1992 |
|
RU2029222C1 |
| Комплект калибров для контроля наружной конической резьбы | 1987 |
|
SU1511576A1 |
| ВЫСОКОГЕРМЕТИЧНОЕ РЕЗЬБОВОЕ СОЕДИНЕНИЕ НЕФТЕПРОМЫСЛОВЫХ ТРУБ (ВАРИАНТЫ) И СПОСОБЫ ИЗГОТОВЛЕНИЯ РЕЗЬБОВОГО СОЕДИНЕНИЯ ЭТИХ ТРУБ (ВАРИАНТЫ) | 2004 |
|
RU2256767C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ РЕЗЬБ | 1993 |
|
RU2032141C1 |
| СПОСОБ КОНТРОЛЯ ПАРАМЕТРОВ ВНУТРЕННЕЙ РЕЗЬБЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2377494C2 |
| Устройство для контроля внутренней резьбы калибром | 1985 |
|
SU1357687A2 |
| СПОСОБ ИЗМЕРЕНИЯ НАТЯГА КОНИЧЕСКОЙ РЕЗЬБЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2272986C1 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ НАРЕЗНЫХ НЕФТЕГАЗОПРОМЫСЛОВЫХ ТРУБ И КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2312201C1 |
| СПОСОБ КОНТРОЛЯ СТЕПЕНИ ИЗНОСА РЕЗЬБЫ ДЕТАЛЕЙ КОНИЧЕСКОГО СОЕДИНЕНИЯ (ВАРИАНТЫ) | 2004 |
|
RU2270977C1 |
Изобретение относится к контролю внутренней и наружной резьбы и уплотнительных поверхностей соединений насосно-компрессорных, обсадных труб и муфт к ним. Сущность: в способе контроля параметров элементов резьбовых муфтовых и безмуфтовых соединений труб с использованием резьбовых и гладких калибров-колец и/или резьбовых и гладких калибров-пробок, а также средств для контроля линейных расстояний путем соединения контролируемого изделия с резьбовым калибром, сопряжения контролируемого изделия с гладким калибром и определения правильности расположения торца контролируемого изделия относительно измерительных плоскостей резьбового калибра и гладкого калибра. Устройство включает резьбовые калибр-кольцо и калибр-пробку, гладкие калибр-кольцо и калибр-пробку, а также средство для контроля линейных расстояний. Калибр-кольцо и/или калибр-пробка выполнены составными, при этом резьбовой калибр снабжен направляющей цилиндрической поверхностью, выполненной соосно с резьбой, а соответствующий гладкий калибр снабжен жестко связанным с ним направляющим элементом, взаимодействующим с направляющей поверхностью резьбового калибра с возможностью поступательного осевого и вращательного перемещения гладкого калибра относительно резьбового калибра. Технический результат - упрощение процедуры контроля и повышение его точности за счет исключения субъективности оценки контролируемых параметров, а также создание достаточно простой конструкции, обеспечивающей контроль не только параметров резьбы, но одновременный контроль уплотнительного элемента и его расположения относительно резьбы. 4 н. и 3 з.п. ф-лы, 2 ил.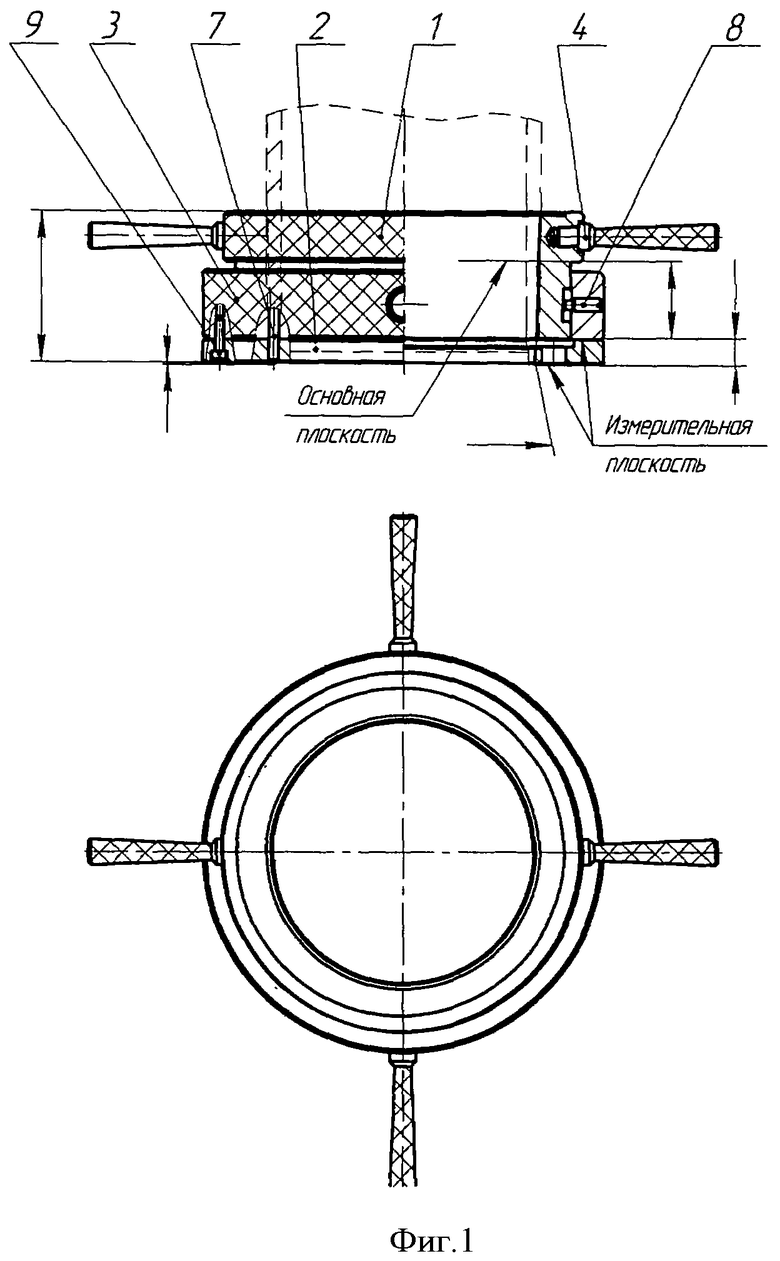
1. Способ контроля параметров элементов резьбовых муфтовых и безмуфтовых соединений труб с использованием резьбовых и гладких калибров-колец и/или резьбовых и гладких калибров-пробок, а также средств для контроля линейных расстояний, путем соединения контролируемого изделия с резьбовым калибром, соединения контролируемого изделия с гладким калибром и определения правильности расположения торца контролируемого изделия относительно измерительных плоскостей резьбового калибра и гладкого калибра, отличающийся тем, что контроль осуществляют за одну установку контролируемого изделия одновременно в резьбовой и связанный с ним гладкий рабочий калибр, при этом после соединения контролируемого изделия с резьбовым калибром осуществляют перемещение гладкого рабочего калибра по отношению к резьбовому калибру до обеспечения плотного прилегания гладкого калибра к уплотнительной поверхности контролируемого изделия, а о годности контролируемого изделия судят по расстояниям от торца контролируемого изделия до измерительной плоскости резьбового калибра и измерительной плоскости гладкого калибра при одновременном плотном контакте контролируемого изделия с резьбовым и гладким калибрами.
2. Устройство для контроля элементов трубных резьбовых соединений, включающее резьбовые калибр-кольцо и калибр-пробку, гладкие калибр-кольцо и калибр-пробку, а также средство для контроля линейных расстояний, отличающееся тем, что калибр-кольцо и/или калибр-пробка выполнены составными, при этом резьбовой калибр снабжен направляющей цилиндрической поверхностью, выполненной соосно с резьбой, а соответствующий гладкий калибр снабжен жестко связанным с ним направляющим элементом, взаимодействующим с направляющей поверхностью резьбового калибра с возможностью поступательного осевого перемещения гладкого калибра относительно резьбового калибра для обеспечения плотного прилегания рабочей поверхности гладкого калибра к уплотнительной поверхности контролируемого изделия, причем о годности контролируемого изделия судят по расстоянию от торца контролируемого изделия до измерительной плоскости резьбового калибра и измерительной плоскости гладкого калибра при одновременном плотном контакте контролируемого изделия с резьбовым и гладким калибрами.
3. Калибр-кольцо, включающий резьбовой калибр-кольцо и гладкий калибр-кольцо, отличающийся тем, что он выполнен составным из резьбового калибра-кольца и гладкого калибра-кольца, при этом наружная цилиндрическая поверхность резьбового калибра выполнена соосной с резьбой, гладкий калибр снабжен жестко связанным с ним направляющим кольцом, установленным на наружной цилиндрической поверхности резьбового калибра с возможностью поступательного перемещения и вращения для обеспечения плотного прилегания рабочей поверхности гладкого калибра к уплотнительной поверхности контролируемого изделия, при этом о годности контролируемого изделия судят по расстояниям от его торца до измерительной плоскости резьбового калибра и до измерительной плоскости гладкого калибра при одновременном плотном контакте контролируемого изделия, как с резьбовым, так и с гладким калибром, причем в гладком калибре предусмотрены окна для обеспечения возможности измерения расстояния от торца контролируемого изделия до измерительной плоскости резьбового калибра.
4. Калибр-кольцо по п.3, отличающийся тем, что измерительной плоскостью резьбового калибра является плоскость торца калибра, примыкающего к гладкому калибру, а измерительной плоскостью гладкого калибра является плоскость противоположного торца.
5. Калибр-пробка, включающий резьбовой калибр-пробку и гладкий калибр-пробку, отличающийся тем, что калибр-пробка выполнен составным из резьбового калибра-пробки и гладкого калибра-пробки, при этом резьбовой калибр снабжен внутренней цилиндрической поверхностью, выполненной соосно с резьбой, гладкий калибр снабжен жестко связанным с ним направляющим элементом, установленным во внутренней цилиндрической поверхности резьбового калибра с возможностью поступательного перемещения и вращения для обеспечения плотного прилегания рабочей поверхности гладкого калибра к уплотнительной поверхности контролируемого изделия, причем о годности контролируемого изделия судят по расстоянию от его торца до измерительной плоскости резьбового калибра и измерительной плоскости гладкого калибра при одновременном плотном контакте контролируемого изделия как с резьбовым, так и с гладким калибрами.
6. Калибр-пробка по п.5, отличающийся тем, что измерительной плоскостью гладкого калибра-пробки является ее плоскость его свободного торца, а измерительной плоскостью резьбового калибра-пробки является плоскость торца, расположенного с противоположной стороны относительно измерительной плоскости гладкого калибра-пробки.
7. Калибр-пробка по п.5, отличающийся тем, что направляющий элемент снабжен ограничительной пластиной.
| ЭЛЕКТРИЧЕСКИЙ ПРИБОР ДЛЯ ВЫБРАСЫВАНИЯ ШАРИКОВ И УКАЗАНИЯ ЦИФР ПРИ ИГРЕ В ЛОТО | 1922 |
|
SU632A1 |
| ТЕХНИЧЕСКИЕ УСЛОВИЯ | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Комплект калибров для контроля наружной конической резьбы | 1987 |
|
SU1511576A1 |
| Калибр-пробка для контроля резьбовых отверстий | 1990 |
|
SU1758402A1 |
| КАЛИБР РЕЗЬБОВОЙ ДЛЯ КОНТРОЛЯ ВНУТРЕННИХ РЕЗЬБ | 2008 |
|
RU2374606C1 |

