Изобретение относится к деревообрабатывающей промышленности и касается станка для зарезания шипов на обоих концах склеиваемых изделий.
Известны станки для зарезания шипов на обоих концах склеиваемых изделий различной длины, в частности деревянных досок, включающие продольный и поперечный транспортеры, снабженные зажимными приспособлениями, и режущие инструменты. Эти станки малопроизводительны.
Цель изобретения - повышение производительности станка.
В предлагаемом станке в отличие от известных режущие инструменты установлены в начале и конце противоположных сторон продольного транспортера, вслед за которыми смонтирован механизм для нанесения клея, а между режущими инструментами - поперечный транспортер и откидной упор.
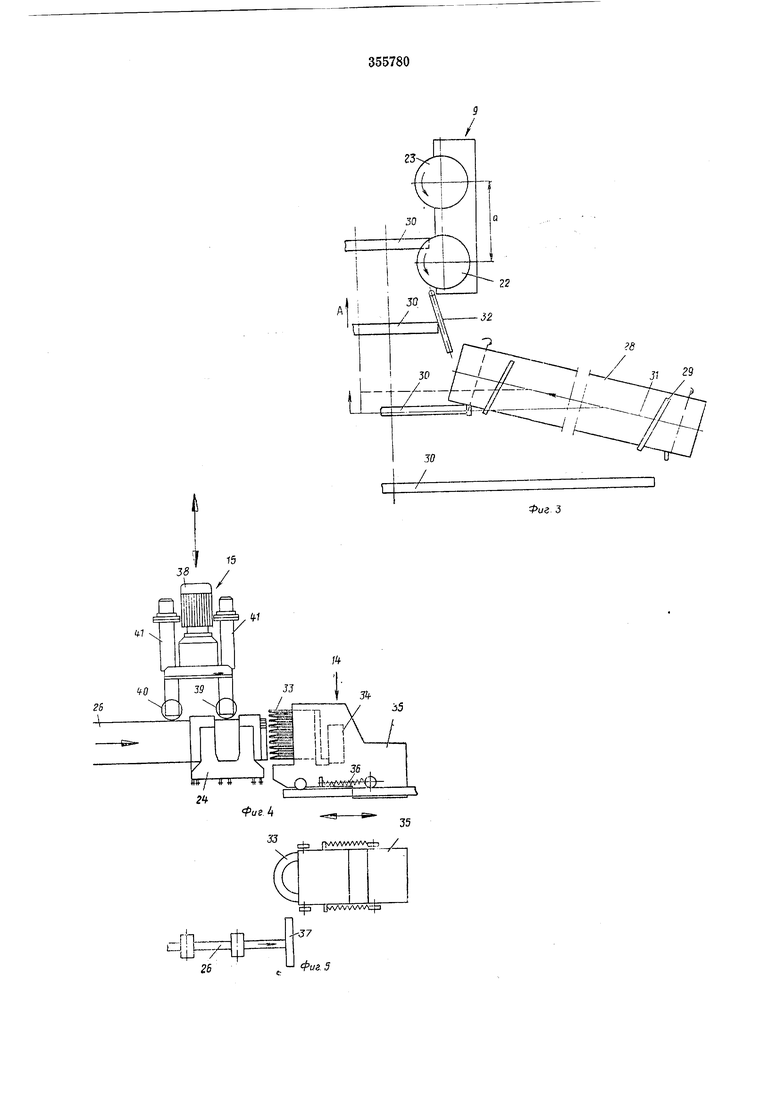
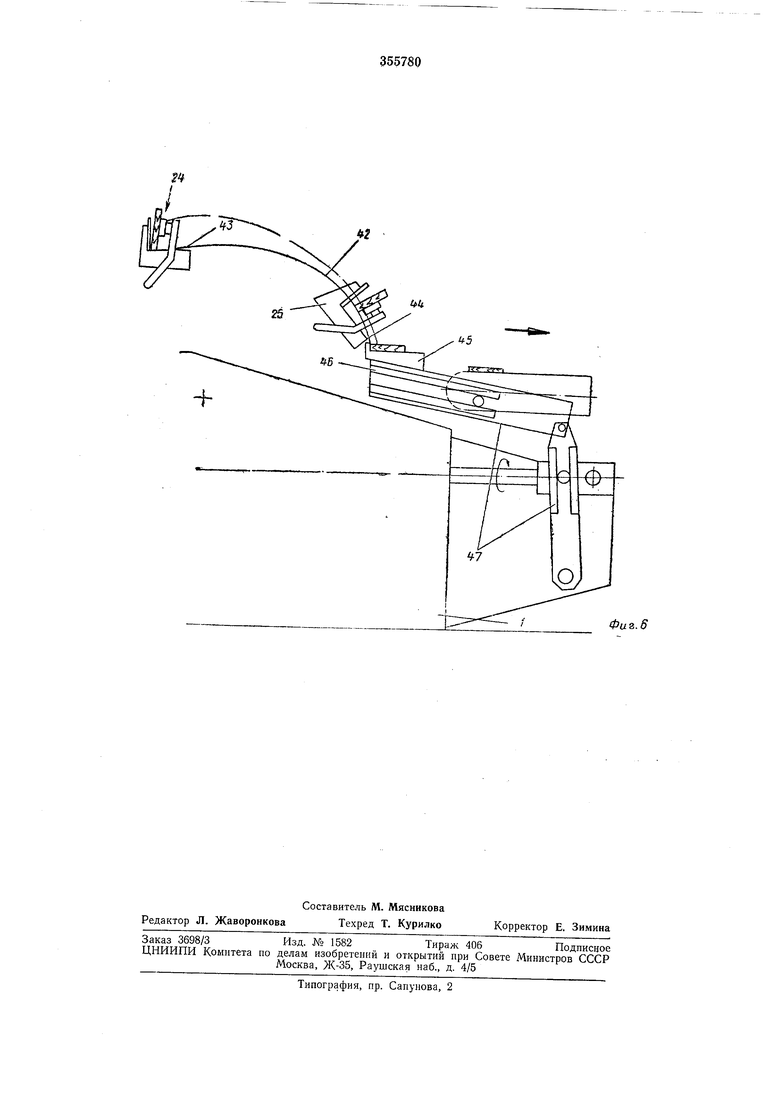
Поперечный транспортер может быть выполнен в виде ленты, на которой закреплены преимущественно эластичные захватывающие планки, причем образуемая этой лентой плоскость параллельна направлению движения изделия, а продольная ось ее образует с линией направления острый угол. Механизм для нанесения клея выполнен в виде вращающегося элемента, имеющего форму валика, связанного, например, с насосом (продольное сечение
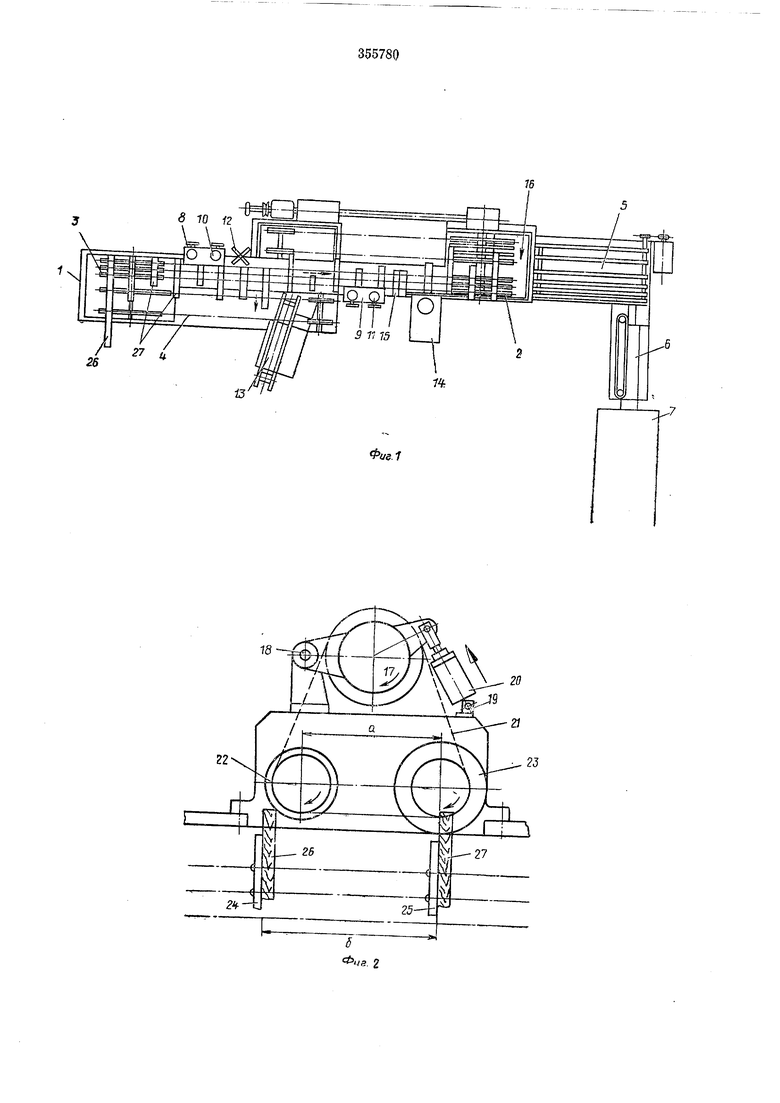
контура вращающегося элемента соответствует сечению режущего инструмента), и снабжен пружиной. Перед вращающимся элементом механизма для нанесения клея параллельно направлению движения изделия установлена упорная планка, в зоне которой над опорной поверхностью изделия помещен с возможностью вращения подъемно-опускной валик, фрикционно связанный с верхней кромкой изделия, ось которого совпадает с направлением движения изделия. В зоне направляющих транспортеров, несущих зажимные приспособления, смонтирован полоз для изделий, передняя часть которого касательна к опорной поверхности изделий, а при постоянном удалении зажимных приспособлений от передней части полоза радиальное приращение этого удаления в конечной части полоза соответствует примерно ширине щек зажимных приспособлений, причем полоз имеет форму дуги примерно в 90°. В зоне отклонения зажимных приспособлений и конечной части полоза расположена горизонтальная, совершающая периодическое возвратно-поступательное движение опорная поверхность, снабженная планкой с буртиком. Шпиндели режущих инструментов приводятся преимущественно одним электродвигателем через одну ременную передачу. Па фиг. 1 изображен описываемый станок на фиг. 3 - устройство для подачи изделия н позицию обработки, вид в плане; ка фиг. 4 - механизм для нанесения клея, вид спереди на фиг. 5 - то же, вид в плане; на фиг. 6 - устройство для вывода изделия из станка, вид сбоку. Станок для 3врезания И1нпов содержит ста нину /, несущую ириводные 2 и направляю щие 5 шкивы, сообщ.ающие движение продоль ному транспортеру 4, транспортирующие эле менты 5 и 6, принимающие подготовленное к склеиванию изделие и перемещающие его в пресс 7 для склеивания, бабки 8 и 9, несущие щпиндели с режущими инструментами/О и 11 в виде одной прорезной или торцовочной фревы и одной профилирующей фрезы, поворотную крестовину 12 для перемещения изделия на позицию обработки, поперечный транспортер 13 для подачи изделия на иозицию обработки, механизм 14 для нанесения клея, устройство 15 для иодачи изделия к механизму 14 и устройство 16 для вывода изделия из станка. Бабки 8 Y: 9 имеют одинаковую конструкцию и состоят из корпуса 17, поворотного вокруг оси 18 электродвигателя 19, причем для поворота электродвигателя служит гидро- или пневмоцилиндр 20, ременной передачи 21 и шпинделей 22 и 23 (фиг. 2), на которых крепятся инструменты 10 и 11. Продольный транспортер 4 снабжен зажимными приспособлениями 24 и 25, в которых крепятся изделия 26 и 27. Между последовательно расположенными щпинделями 22 и 23, обрабатывающими соответственно изделия 26 и 27, перемещающиеся в наиравлении стрелки Л, сохраняется расстояние, равное а, которое больще расстояния б между двумя последовательно расположенными приспособлениями 24 и 25, благодаря чему в данный отрезок времени обрабатывается только одно изделие и только одним инструментом. При этом шпиндель 22 несет прорезную или торцовочную фрезу, а шпиндель 23 - профильную фрезу. Транспортер для подачи изделий на позицию обработки (фиг. 3) содержит бесконечную движущуюся ленту 28, на которой закреплены эластичные захватыв-ающие планки 29, причем плоскость, образуемая лентой, параллельна -направлению движения изделий 30, а продольная ось 31 ленты образует с линией направления движения острый угол. Скорость движения ленты нодб 1рается такой, чтобы нормальная проекция направления рабочего Движения изделия была бы равна скорости рабочего движения изделий 30. Смещаемый и фиксируемый в заданном положении откидной, упор 32 служит для дальнейшего определения позиции обработки изделий. Лента 28 расположена над опорной поверхностью изделий таким образом, что нижняя часть ленты фрикционно связана с изделиями, направляемыми на иозицию обработки. Механизм 14 для нанесения клея расиолоками 8 и 9 шпинделей 22 ,и 23 и может смещаться перпендикулярно направлению движения изделий. Он состоит из закрепленного с возможностью вращения валика 33, связанного с насосам 34 для клея, причем иродольиое сечение контура валика соответствует сечению режущих инструментов 10 и 11. Кориус 35, в котором размен1,ены валик и насос для клея:, снабжен нружиной 36, усилием которой он притягивается к изделию 26. В зоне расположения механизма для нанесения клея перед изделием, если считать по отношению направления движения последнего, расположено устройство 15 для подачи изделия на рабочую позицию, а также упорная планка 37. Устройство 15 состоит из приводимых во вращение электродвигателем 38 валиков 39 и 40, которые поднимаются и опускаются гидроили пневмоцилиндром 41. В зоне нахождения упорной планки зажимное приспособление 24 открывается, а валики 39 и 40 опускаются на изделие и перемещают его вправо к упорной планке. Как только приспособление 24 переместится мимо Зпорной планки, оно закрывается, прочно зажимая изделие до тех пор, пока оно не выйдет из зоны действия валика 33. В зоне направляющих или приводных шкивов расположен полоз 42, передняя часть 43 которого касательна к опорной поверхности изделий 26, 27 и 30, причем когда зажимные приспособления 24 и 25 смещаются в направлении движения изделия, то они удаляются от полоза, а радиальное приращение этого удаления в конечной части 44 нолоза по меньилей мере соответствует щириле щек приспособлений 24 и 25, благодаря чему находящиеся в открытых приспособлениях изделия выталкиваются полозом .в направлении его продольной оси. На конце 44 набегающего полоза расположена горизонтальная опорная поверхность 45, совершающая возвратно-поступательное движение вместе с планкой 46, имеющей буртики. Работает станок следующим образом,. Изделия, ка,к правило, разной длины укладываются вручную или автоматически в зажимы 4 и 25, закрепленные на равном расстоянии один от другого на транспортере 4, а -именно в переднюю часть станка вплотную к упору. ри перемещении в паправлении к бабке 8 пинделя зажн-мные приспособления 24 и 25 втоматически закрываются и прочно зажиают уложенные в них изделия. Благодаря пору и фикснро,ва1нию изделий в приспособениях 24 и 25 они подходят к бабке 8 шпинелей в положении, пригодном для обработки. этом положении шпиндель 22 производит редварительное фрезерование одного торца зделия, а шпиндель 23 - окончательное фреерование этого же торца. Затем приспособения 24 И 25 автоматически раскрываются, и зделия в них смещаются, занимая положеие, иериендикулярное направлению движеия. Крестовина 12, свободно поворачиваюаяся вокруг своей вертикальной оси, сдвиходят до транспортера 13, подающего их на позицию обработки, и смещаются в открытые зажимные приспособления 24 и 25, пока они не займут положение, в котором могут быть обработаны режущим инструментом 11. Короткие изделия не попадают в зону действия транспортера 13, проходят мимо него и смешаются только откидным упором 32 (фиг. 3). Располагаемые таким образом длинные и короткие изделия прочно зажимаются непосредственпо перед бабкой .9 шпинделей и в таком положении подводятся к инструментам бабки, которые фрезеруют шипы иа противополонсном торце. Если какое-либо зажимное приспособление 24 или 25 (держатель) проходит мимо бабки 9, оно открывается и находится в таком положении, пока ие достигнет упорной планки 57. Во время движения приспособления 24 или 25 мимо упорной планки 37 устройство 15 для подачи изделия на рабочую позицию опускается на изделие 26 (фиг. 4 и 5) и смешает его при помопхи валиков 39 и 40 к упорной планке 37. Если изделие проходит мимо валика 33 механизма для нанесе:м-1я клея, то приспособления 24 я 25 раскрываются и приводные или направляюиие шкивы возвращают его в исходное положение. При этом изделие набегает на полоз, который вытаскивает его из приспособления 24 или 25 и направляет на опорную поверхность 45, движущуюся над строгальным механизмом 47. Благодаря принудительному движению опорной поверхности 45 изделие полностью удаляется из приспособлений 24 и 25 и попадает на транспортирующие элементы 5 и 6, подающие его на склейку (фиг. 1 и 6). Приспособления 24 и 25 выполнены в виде зажимных щек, приводимых ,в действие .еханически. Предмет изобретения 1. Станок для зарезания шипов на обоих концах склеиваемых изделий различной длины, в частности деревянных досок, включающий продольный и поперечный транспортеры, снабженные зан имными приспособлениями, и режущие инструменты, отличающийся тем, что, с целью повышения нроизводительности, режущие инструменты установлены в начале и конце противоположных сторон продольного транспортера, вслед за которыми смонтирован механизм для нанесения клея, а между режущими инструментами-поперечный транспортер и откидной упор. 2.Станок по п. 1, отличающийся тем, что поперечный транспортер выполнен в виде ленты, на которой закреплены преимущественно эластичные захватывающие планки, причем образуемая этой лентой плоскость параллельна направлению .движения изделия, а продольная ось ее образует с линией направления острый угол. 3.Станок по п. 1, отличсюп ийся тем, что механизм для нанесения клея выполнен в виде вращающегося элемента, имеющего форму валика, связанного, например, с насосом, а продольное сечгние контура врал.таю:иегося элемента соответствует сечению режуи;его инструмента. 4.Станок по пп. 1 и 3, ог. ичаюкишся тем, клея снабжен что ;exaнизм для панесепия пружиной. 5.Станок по пп. 1, 3 и 4, отличсюишйся тем, что перед вращающимся элементом механизма для на 1есеп Я клея параллельно г.аправлеитпо движегатя пздел:я установлена упорная планка, в зоне ;;оторой над ОПОРНОЙ поверхностью изделия помещгм с возможностью враШ2Н1:Я подъемно-опускной валик, фрикционно связанный с верхней кромкой :1зделпя, ось которого совпадает с паправленпем движения изделия. 6.Станок по он. , 2 и 3, отличаюишйся тем, что в зоне направляюиитх транспортеров, несущих зажимп.ые приспособле:п:я, смонтирован полоз для изделий, передняя часть которого касательна к опорной позерхпости изделий, а при постоянном удален1;И зажимных приспособлений от передней части полоза радиальное приращение этого удплсния в конечной части полоза соответствует примерно ширине щек зажимных приспособлений. 7.Стапок по п. 6, отличающийся тем, что полоз имеет форму дуги примерно в 90°. 8.Стапок по пп. 6 и 7, отличаюн ийся тем, то в зоне отклоиеиня зажил;иых приспособений и конечной части полоза расположена оризо;1талы;ая, совершаюшая пориодпческое озвратно-поступательное движение опорная оверхность, снабженная планкой с буртиком. 9.Станок по п. 1, отличаюи,ийся тем, что пиндели режущих инструментов приводятся реимущественно одним электродвигателем ерез одну ременную передачу.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для СОЕДИНЕНИЯ | 1971 |
|
SU320980A1 |
| УБОРОЧНЫЙ ПРИЦЕП | 1969 |
|
SU241338A1 |
| ПРИСПОСОБЛЕНИЕ К УБОРОЧНОЙ МАШИНЕ ДЛЯ ПОДБОРА И ПОПЕРЕЧНОЙ ПОДАЧИ УБИРАЕМОЙ МАССЫ | 1970 |
|
SU285661A1 |
| УСТРОЙСТВО для НЕПРЕРЫВНОЙ ОБРАБОТКИ ТОНКОГО ТЕКСТИЛЬНОГО ПОЛОТНА | 1972 |
|
SU340193A1 |
| УСТРОЙСТВО ДЛЯ ПЛЮЩЕНИЯ и ФОРЛЮВАНИЯ ЗУБЬЕВ ПОЛОТЕН ПИЛ | 1972 |
|
SU324738A1 |
| УБОРОЧНАЯ МАШИНА, НАПРИМЕР, ДЛЯ УВОРКИ КУКУРУЗЫ | 1972 |
|
SU355761A1 |
| ЖЕЛЕЗНОДОРОЖНЫЙ ТРАНСПОРТЕР СОЧЛЕНЕННОГО ТИПА ДЛЯ ПЕРЕВОЗКИ ТЯЖЕЛОВЕСНОГО ГРУЗА | 1972 |
|
SU345662A1 |
| КОПИРОВАЛЬНЫЙ ПРИБОР | 1973 |
|
SU374869A1 |
| ХОЛОДНО-ВЫСАДОЧНЫЙ АВТОМАТ МНОГООПЕРАЦИОННОГОДЕЙСТВИЯ | 1972 |
|
SU354639A1 |
| НЕПРЕРЫВНОДЕЙСТВУЮЩАЯ УСТАНОВКА | 1971 |
|
SU319117A1 |
TpVWvwCcp
|г}-fh
57 Фиг. 5
Фия.б
