Известны способы электрохимической размерной обработки с защитой необрабатываемых поверхностей деталей диэлектрическим слоем. По окончании электрохимического процесса очистка деталей от вещества, которыми они покрыты, занимает довольно много времени и представляет собой отдельную операцию в технологическом процессе.
Целью изобретения является удаление защитного слоя к моменту окончания электрохимического процесса. Для этого ло предлагаемому способу на защищаемую поверхность наносят с последующим отверждением слой из диэлектрического материала, диффузионно набухающего в электролите, например столярного клея.
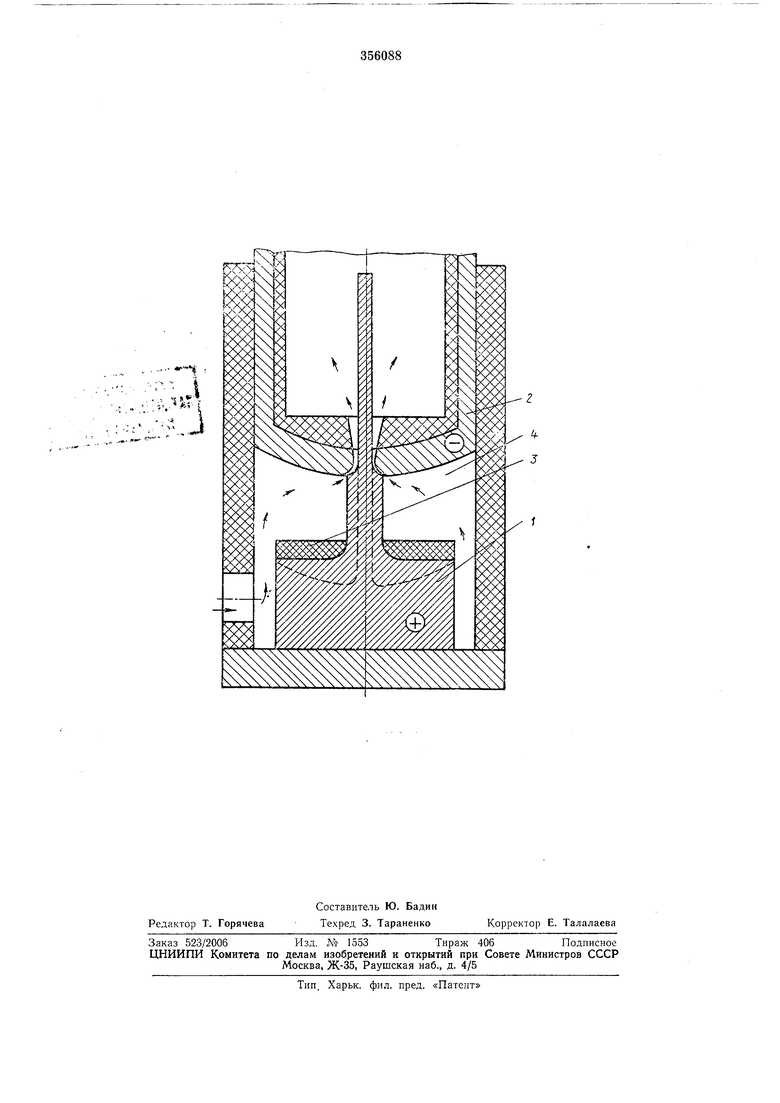
Описываемый способ поясняется чертежом.
При обработке турбинной лопатки 1 осуществляют онеращии трепанации профиля пера и формообразования полок хвостовой части электродом-инструментом 2. Во избежание растравливания незначительного припуска, назначаемого при прогрессивной технологии изготовления заготовок, на поверхность, подлежащую формообразованию, предварительно наносят защитный слой 3 из диэлектрического материала, диффузионно набухающего в электролите, например столярный клей, и дают застыть до твердого состояния.
заполняет камеру 4, начинается набухание слоя 3, что происходит медленно, примерно со скоростью 1 мм/час. По мере приближения электрода-инструмента 2 к слою 3 последний
5 становится все менее прочным за счет разбухания и все большее его количество уносится потоком электролита. К началу формообразования полок лопатки J набухающий слой 3 окончательно удаляется.
10 В случае защиты необрабатываемой поверхности детали слой клея наносится такой толщины, чтобы его набухание и удаление потоком электролита заканчивалось к моменту окончания обработки детали. Частицы клея удаляются из электролита известными способами и на ход электрохимического процесса влияния не оказывают.
Предмет изобретения
Способ электрохнмической размерной обработки с защитой необрабатываемых поверхностей деталей диэлектрическим слоем, отличающийся тем, что, с целью удаления защитного слоя к моменту окончания электрохимического процесса, на защищаемую поверхность наносят с последующим отверждением слой из диэлектрического материала, диффузионно набухающего в электролите, напрнмер столярного 1клея.
«.4
s-.f/t
-a
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАЩИТЫ НЕОБРАБАТЫВАЕМЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ПРИ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКЕ | 1972 |
|
SU344954A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ТУРБИННЫХ ЛОПАТОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2305614C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОГО ПОЛИРОВАНИЯ ЛОПАТОК БЛИСКА | 2018 |
|
RU2693235C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ФОРМООБРАЗОВАНИЯ ТУРБИННЫХ ЛОПАТОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2283735C2 |
| СПОСОБ ПОЛУЧЕНИЯ РЕЛЬЕФНОГО ИЗОБРАЖЕНИЯ НА МЕТАЛЛИЧЕСКОЙ ПОВЕРХНОСТИ ИЗДЕЛИЯ | 2017 |
|
RU2666658C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЛОПАТОК С ДВУМЯ ХВОСТОВИКАМИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2514236C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ OBPABOTKfrBUFI:.^...../.., ^fДЯ |nATZjir^G-i;;;':.;::'HAi|БИБЛИО.иКА I | 1971 |
|
SU306936A1 |
| Устройство для электрохимической обработки отверстий и полостей | 1987 |
|
SU1440638A1 |
| СПОСОБ ОБРАБОТКИ ЛОПАТКИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2013 |
|
RU2533223C1 |
| СПОСОБ МНОГОМЕСТНОЙ ИМПУЛЬСНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЛОПАТОК В СОСТАВЕ РОБОТИЗИРОВАННОГО КОМПЛЕКСА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2590743C1 |