Изобретение относится к технологии машиностроения и касдется устройств для электрохимической обработки деталей машин из легкопасси- вирующихся материалов.
Цель изобретения - повышение качества поверхности и точности формообразования полостей в заготовках из ле гкопассивирующихся материалов.
Это достигается тем, что в устройство, содержащее электрод-инструмент, выполненный в виде токопро- водного основания с электролитопод- водящим отверстием, снабженного фор- мирующим буртиком, и наружной диэлектрической втулки, установленной концентрично основанию, введен источник ультрафиолетового излучения, установленный неподвижно относитель- но электрода-инструмента, а диэлектрическая втулка выполнена двухслойной, причем внутренний слой выполнен из материала, прозрачного для используемого типа излучения, а наружный - из непрозрачного, и в последнем выполнено окно, расположенное у формирующего буртика.
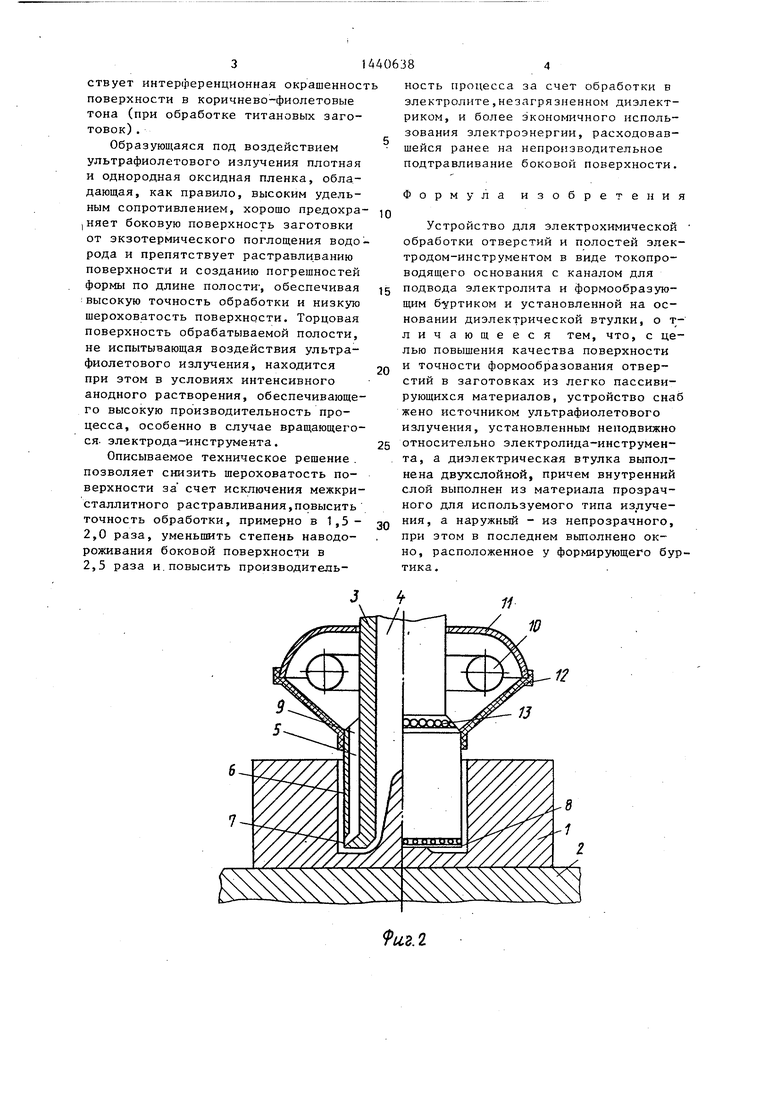
На фиг.1 представлено устройство при обработке полостей различной конфигурации, общий вид; на фиг.2 - устройство для реализации электрохимической обработки вращающимся электродом-инструментом.
Заготовка 1 установлена на рабо- чем столе 2 электрохимического станка, электрод-инструмент выполнен в виде токопроводного основания 3 с каналом 4 и диэлектрической втулкой состоящей из внутреннего слоя 5, прозрачного для используемого типа излучения, изготовленного, например из кварцевого стекла, и наружного слоя 6 из непрозрачного материала. В наружном слое выполнено окно 7 у формирующего буртика 8, второе окно 9 выполнено напротив источника 1 ультрафиолетового излучения, снабженного рефлектором 11 и защитным кожухом 12 для предотвращения попадания брызг электролита и шлама. Внутренний слой диэлектрической втулки для электрода-инструмента может быть выполнен в виде отдельных световодов 13.
Источник ультрафиолетового излучения 10, в качестве которого можно использовать ртутные, водородные, ксеноновые газоразрядные лампы, це
лесообразно установить неподвижно относительно электрода-ин1 трумента для обеспечения постоянства светового потока, подводимого к прозрачному слою 5,
Конструктивно прозрачный слой 5 может представлять собой самостоятельную деталь в виде втулки, насаженной по посадке на токопроводное основание 3 электрода-инструмента или закрепленной клеем или каким-ли- ,бо другим способом. Прозрачный слой 5 может быть изготовлен, кроме того, в виде совокупности отдельных свето- водных элементов, обладающих, как из-- вестно, значительно большей свето- пропускной способностью, залитых полимерным компаундом и закрепленных любым способом на поверхности токопроводного основания.
В качестве материалов для изготовления прозрачного слоя можно использовать органические стекла марки СОЛ, хорошо пропускающие ультрафиолетовые лучи длинноволновой области (более 300 нм).
Наиболее .далекую границу прозрачности (105 мм) имеют стекла из фтористого лития.
В отдельных случаях,когда прошийка полости осуществляется не вращающимся электродом-инструментом, целесообразно концы световодных элементов, расположенных у источника излучения, и сам источник вынести за пределы камеры, ограничивающей зону обработки. Это позволит применить мощные источники ультрафиолетового излучения, например, водородные лазеры с фокусирующей систег ой, для создания высокоинтенсивного потока излучения и уменьшения его потерь на вводе в световой кабель.
Устройство работает следующим образом.
Одновременно с подачей электроли та через канал 4 и подачей напряжения на основание 3 электрода-инструмента (катод) и заготовку 1 (анод) и началом процесса электрохимической прощивки включают источник 10 излу чения, которой, пройдя через прозрачный слой 5, оказывает фотостимулиру- ющее воздействие на боковую поверхность формирующейся полости в области буртика 8, вызывая интенсивный рост оксидной пленки на боковой поверхности полости, о чем свидетельствует интерференционная окрашеннос поверхности в коричнево-фиолетовые тона (при обработке титановых заготовок) .
Образующаяся под воздействием ультрафиолетового излучения плотная и однородная оксидная пленка, обладающая, как правило, высоким удельным сопротивлением, хорошо предохра
|Няет боковую поверхность заготовки от экзотермического поглощения водорода и препятствует растравливанию поверхности и созданию погрешностей формы по длине полости , обеспечивая
высокую точность обработки и низкую шероховатость поверхности. Торцовая поверхность обрабатываемой полости, не испытывающая воздействия ультрафиолетового излучения, находится при этом в условиях интенсивного анодного растворения, обеспечивающего высокую производительность процесса, особенно в случае вращающегося- электрода-инструмента.
Описываемое техническое решение . позволяет снизить шероховатость поверхности за счет исключения межкри- сталлитного растравливания,повысить точность обработки, примерно в 1,5- 2,0 раза, уменьшить степень наводо- роживания боковой поверхности в 2,5 раза и.повысить производитель
Q
5
о
5
ность процесса за счет обработки в электролите,незагрязненном диэлектриком, и более экономичного использования электроэнергии, расходовавшейся ранее на непроизводительное подтравливание боковой поверхности.
Формула изобретения
Устройство для электрохимической обработки отверстий и полостей электродом-инструментом в виде токопро- водящего основания с каналом для подвода электролита и формообразующим буртиком и установленной на основании диэлектрической втулки, о т- личающееся тем, что, с целью повышения качества поверхности и точности формообразования отверстий в заготовках из легко пассивирующихся материалов, устройство снаб жено источником ультрафиолетового излучения, установленным неподвижно относительно электролида-инструмен- та, а диэлектрическая втулка выполнена двухслойной, причем внутренний слой выполнен из материала прозрачного для используемого типа излучения, а наружный - из непрозрачного, при этом в последнем выполнено окно, расположенное у формирующего буртика.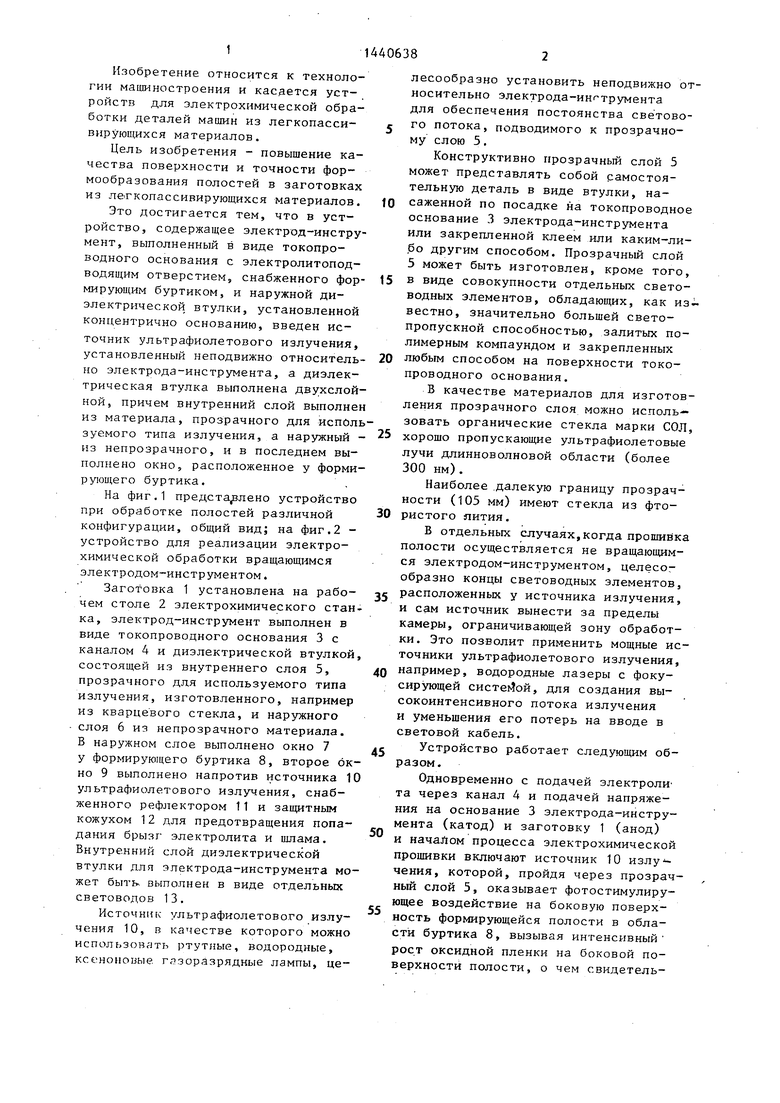
| название | год | авторы | номер документа |
|---|---|---|---|
| Электрод-инструмент | 1985 |
|
SU1279766A1 |
| Устройство для электрохимического маркирования | 1985 |
|
SU1315182A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ФОРМООБРАЗОВАНИЯ ТУРБИННЫХ ЛОПАТОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2283735C2 |
| Способ шлифования токопроводной керамики | 2024 |
|
RU2835282C1 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ПРОШИВАНИЯ ОТВЕРСТИЙ | 1990 |
|
RU2041035C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ТУРБИННЫХ ЛОПАТОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2305614C2 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ | 1990 |
|
RU1755471C |
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО МАРКИРОВАНИЯ ПОВЕРХНОСТЕЙ МАТРИЧНОЙ СИМВОЛИКОЙ | 2007 |
|
RU2345872C2 |
| Электрод-инструмент для электрохимической прошивки отверстий | 1986 |
|
SU1511030A1 |
| КАТОД-ИНСТРУМЕНТ ДЛЯ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 1997 |
|
RU2127175C1 |
Изобретение относится к электрохимической обработке отверстий и полостей в заготовках из легкопассивирующихся металлов и сплавов и позволяет повысить точность формообразования и качество обработанной поверхности. Это достигается тем, что в устройство введен источник 10 ультрафиолетового излучения, жестко .связанный с электродом-инструментом в. виде токопроводящего основания с . каналом для подвода электролита и формообразующим буртиком. На основании расположена диэлектрическая двухслойная втулка, внутренний слой 5 которой выполнен из материала, прозрачного для использованного типа излучения, а наружный 6 - из непрозрачного, и в последнем вьшолнено окно 7, расположенное у формообразующего буртика 8, позволяющее направить излучение на боковую поверхность обрабатываемого отверстия, что обеспечивает фотостимуляцию образования оксидного слоя на поверхности таких металлов, как тантал, вольфрам и Др., надежно защищающего поверхность от растравливания. 2 ил. W п о (Л 4 4 О о со 00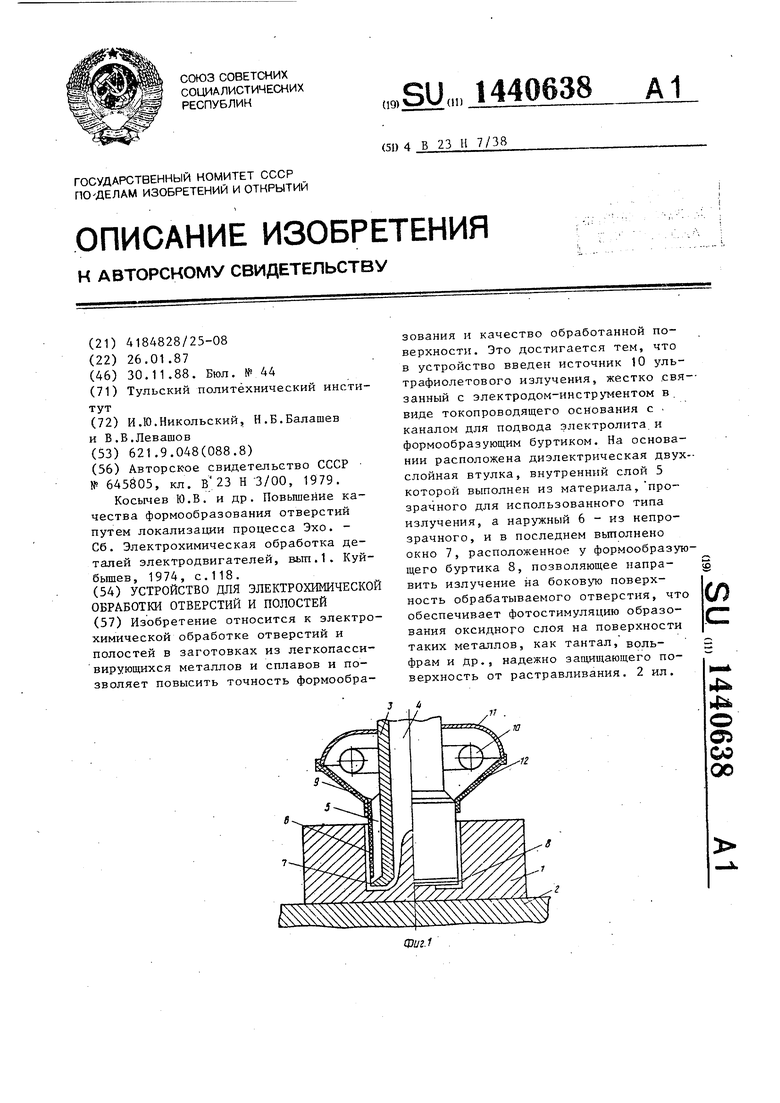
10
12
| Способ электрохимической обработки | 1976 |
|
SU645805A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Косычев Ю.В | |||
| и др | |||
| Повышение качества формообразования отверстий путем локализации процесса Эхо | |||
| - Сб | |||
| Электрохимическая обработка деталей электродвигателей, | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Куй- бьшев, 1974, с | |||
| Прибор для массовой выработки лекал | 1921 |
|
SU118A1 |
