Изобретение относится к шинной, резинотехнической и обувной промышленности и может быть использовано в тех случаях, когда необходимо осуществить опрессовку при дублировании или опрессовку с одновременной вулканизацией наборных ступенчатых резиновых или резино-тканевых деталей.
Известны пресс-формы для вулканизации изделий, содержащие эластичные резиновые или резино-тканевые диафрагмы, служащие для опрессовки резиновых и резино-тканевых деталей при дублировании или при вулканизации.
Однако такие пресс-формы имеют ряд недостатков, основным из которых является частый выход из строя диафрагм вследствие многократной вытяжки при опрессовке, при вулканизации изделия к диафрагме ввиду однородности материалов, затруднение прогрева изделия ввиду низкой теплопроводности диафрагмы, образование «а поверхности изделия наплывов и складок при работе с вытянутыми диафрагмами.
Цель изобретения - повыщение качества обработки изделий и увеличение срока службы диафрагмы. Для этого предлагаемая прессформа снабжена диафрагмой, выполненной из тонколистового металла и имеющей гофры, параллельные наружной кромке.
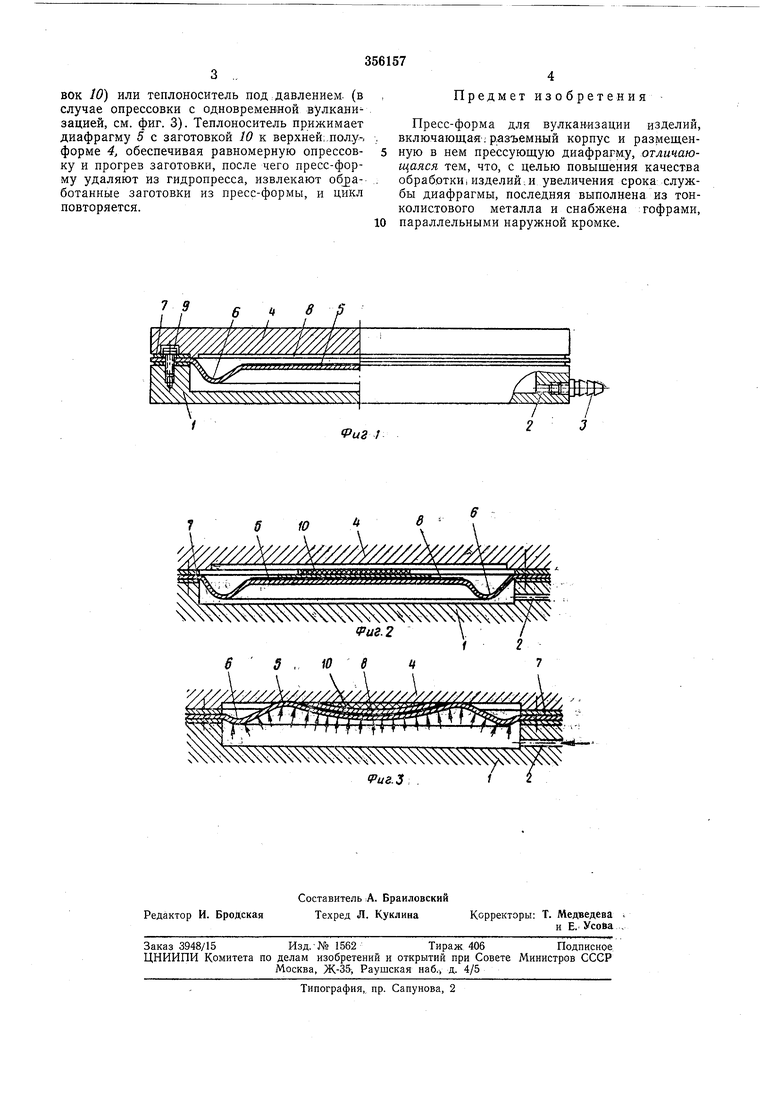
форма в разрезе; на фиг. 2 и 3 - отдельные стадии операции опрессовки и вулканизации резиновых наборных заготовок.
Пресс-форма состоит йз нижней полуформы -/. имеющей канал 2 со штуцером 3 для подачи сжатого воздуха или теплоносителя, верхней полуформы 4, металлической тонколистовой диафрагмы 5, имеющей параллельные наружной кромке гофры 6 и двусторонние слои
герметизирующего материала 7 по контуру контакта диафрагмы 5 с нижней / и верхней 4 полуформами. Рабочая поверхность диафрагмы имеет слой антиадгезионного покрытия 8, крепление диафрагмы к нижней полуформе осуществляется винтами 9.
.Работа пресс-формы осуществляется следующим образом. Перед операциями опрессовки при дублировании или опрессовке с одновременной вулканизацией резиновых и резино-тканевых заготовок с пресс-формы снимают верхнюю полуформу 4 и на рабочую поверхность диафрагмы 5 укладывают наборную заготовку 10 (см.
фиг. 2). Затем полуформы закрываются и пресс-форма устанавливается в вулканизационный гидропресс с электро- или парообогревом плит, в котором через щтуцер 3 и канал 2 под диафрагму 5 подается сжатый воздух в
вок 10) или теплоноситель под давлением, (в случае опрессовки с одновремен«ой вулканизацией, см. фиг. 3). Теплоноситель прижимает диафрагму 5 с заготовкой 10 к верхней:,полу-, форме 4, обеспечивая равномерную опрессовку и прогрев заготовки, после чего пресс-форму удаляют из гидропресса, извлекают обработанные заготовки из пресс-формы, и цикл повторяется.
предмет изобретения
Пресс-форма для вулканизации изделий, включающая; разъемный корпус и размещенную в нем прессующую диафрагму, отличающаяся тем, что, с целью повыщения качества обработки изделийIи увеличения срока службы диафрагмы, последняя выполнена из тонколистового металла и снабжена гофрами, параллельными наружной кромке.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВУЛКАНИЗАЦИИ РЕЗИНОКОРДНЫХ ИЗДЕЛИЙ И ПРЕСС-ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2376138C1 |
| ДИАФРАГМА С КОНУСНО-ЦИЛИНДРИЧЕСКИМИ ГОРЛОВИНАМИ, СПОСОБ И ПРЕСС-ФОРМА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2344533C1 |
| ПРЕСС-ФОРМА ДЛЯ ВУЛКАНИЗАЦИИ ПОЛЫХ РЕЗИНОКОРДНЫХ ИЗДЕЛИЙ | 2008 |
|
RU2384407C2 |
| Пресс-форма для вулканизации полых изделий | 1980 |
|
SU937212A1 |
| ПРЕСС-ФОРМА ДЛЯ РУКАВОВ-КОМПЕНСАТОРОВ | 2009 |
|
RU2418678C1 |
| Способ изготовления варочныхКАМЕР | 1979 |
|
SU835815A1 |
| Устройство для местной вулканизации конвейерных лент | 1987 |
|
SU1502401A2 |
| Пресс-форма для изготовления резиновых диафрагм | 1983 |
|
SU1151467A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПНЕВМАТИЧЕСКИХ ШИН | 2017 |
|
RU2678266C1 |
| ГОФРИРОВАННОЕ ГИБКОЕ ОГРАЖДЕНИЕ УЗЛА СОЧЛЕНЕНИЯ ТРАНСПОРТНОГО СРЕДСТВА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2025293C1 |
7 9
Риг }
W//y////// //A
у .,LL:,:L:J:.v /Л/{/.
