Изобретение относится к оборудованию для изготовления резинотехнических изделий, в частности к конструкции пресс-форм, и предназначено для вулканизации полых резинокордных изделий.
Известна пресс-форма для вулканизации полых изделий (а. с.№576224 МКИ В29Н 5/02, опубл. 15.10.77 г., БИ №38), содержащая образующие формующую поверхность полуформы и диафрагму с привулканизованными к ней бортовыми кольцами, формирующую внутреннюю поверхность изделия, а также средства подачи теплоносителя в диафрагму.
Недостатком известного устройства является то, что в пресс-форме не обеспечивается отвод воздуха и вулканизационных газов между изделием и диафрагмой во время формования и вулканизации изделия, что ухудшает качество изделия, особенно в торовой части.
Техническим результатом изобретения является устранение указанного недостатка и повышение качества изделия за счет улучшения отвода воздуха и вулканизационных газов между изделием и диафрагмой.
Технический результат достигается тем, что в пресс-форме используется диафрагма, состоящая из двух частей - внешней и внутренней, - для отвода воздуха между изделием и диафрагмой через отверстия в торовой части наружной диафрагмы.
Сущность изобретения поясняется чертежами, где:
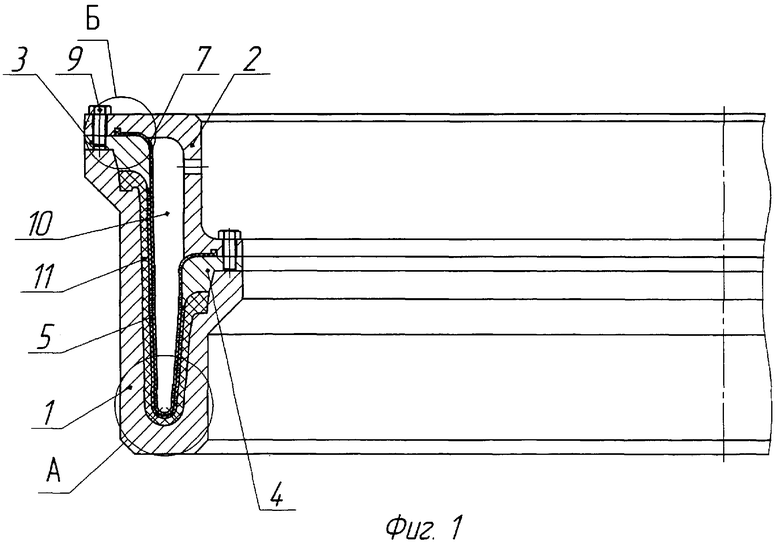
фиг.1 - поперечный разрез пресс-формы;
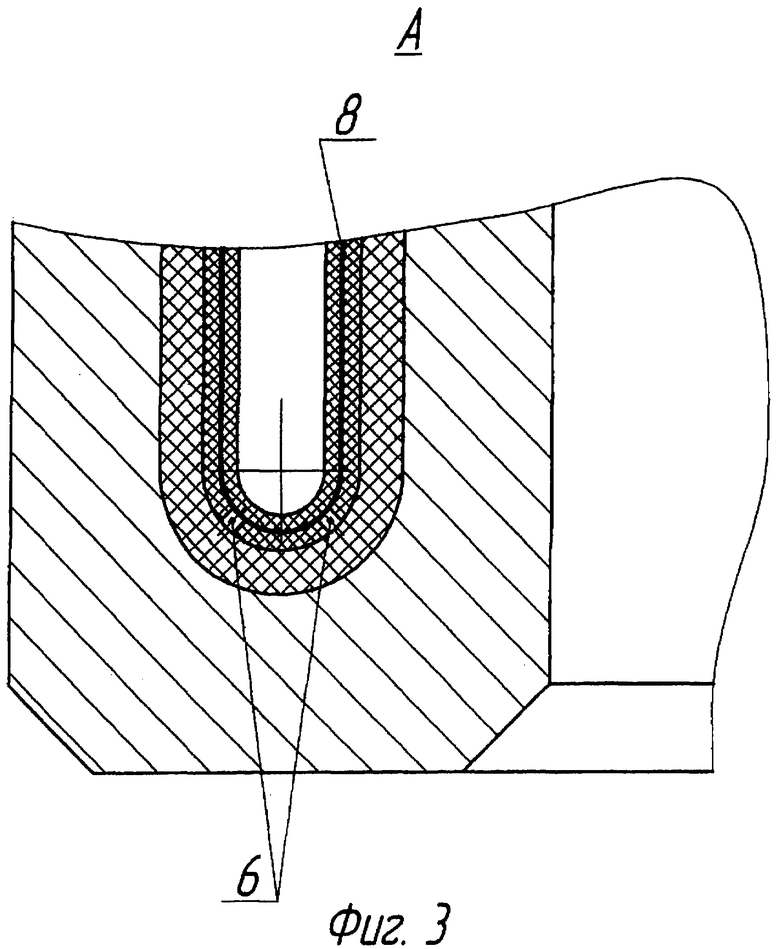
фиг.2 - выноска А с фиг.1;
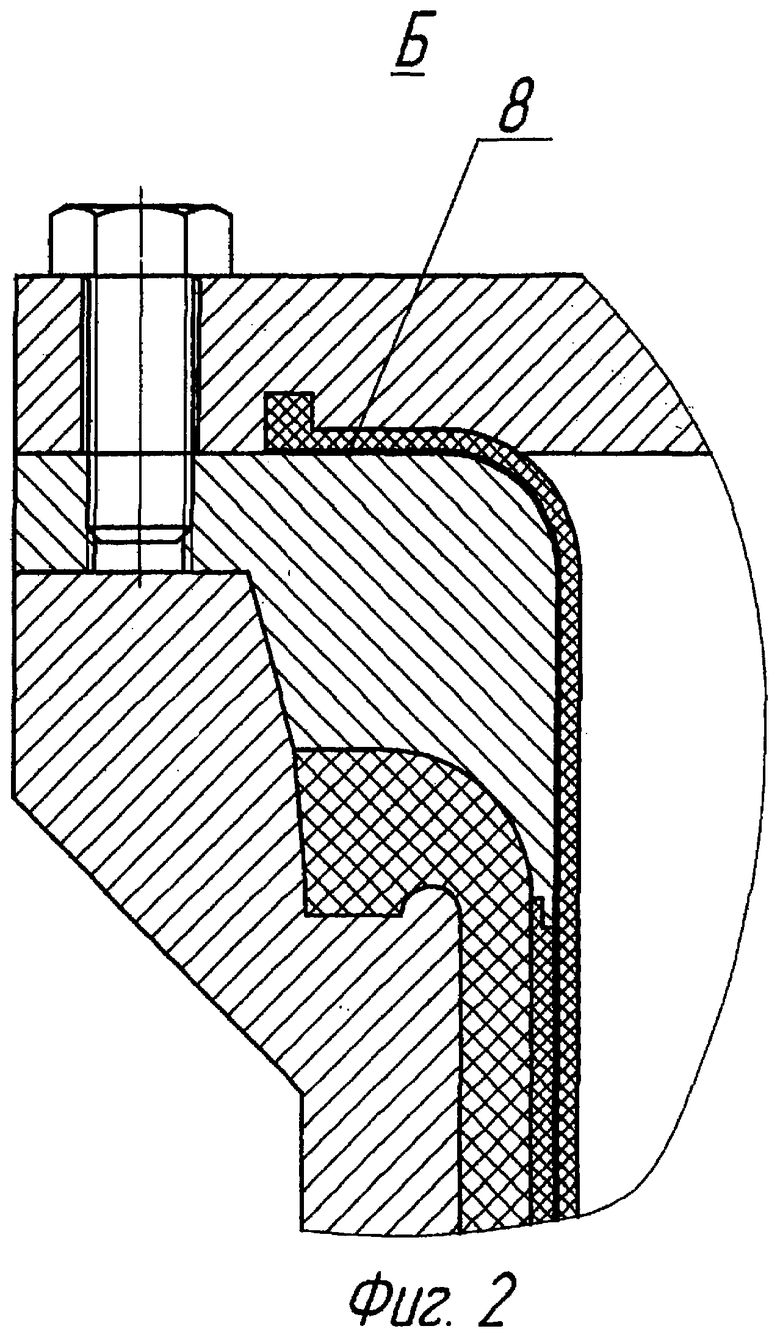
фиг.3 - выноска Б с фиг.1.
Пресс-форма для вулканизации полых резинокордных изделий содержит образующие формующую поверхность нижнюю 1 и верхнюю 2 полуформы, между которыми размещены бортовые кольца 3 и 4 с привулканизованной к ним внешней диафрагмой 5. Внешняя диафрагма 5 в торовой части имеет сквозные отверстия 6. Борта внутренней диафрагмы 7 прикреплены бортовыми кольцами 3 и 4 к верхней полуформе 2 болтами 9. На наружной поверхности внутренней диафрагмы 7 по всему периметру уложены фитили 8 из текстильных тканей, например хлопка. Полость 10 пресс-формы соединена с источником подачи теплоносителя, выполненным в верхней полуформе 2.
Работа пресс-формы осуществляется следующим образом.
Предварительно собранная из невулканизованной резины и кордных нитей заготовка полого резинокордного изделия 11 закладывается в нижнюю полуформу 1 и закрывается верхней полуформой 2 с закрепленными на ней диафрагмами 5 и 7. Осуществляется смыкание нижней 1 и верхней 2 полуформ. Затем пресс-форма помещается, например, в автоклав-пресс, где создается нагрузка на пресс-форму, превышающая распорное усилие. В полость 10 подается под давлением теплоноситель, при этом происходит формование и вулканизация резинокордного изделия. Воздух и вулканизационные газы через сквозные отверстия 6 в торовой части внешней диафрагмы 5 поступают в пространство между диафрагмами 5, 7 и по фитилям 8 удаляются из пресс-формы, что обеспечивает качественную опрессовку полого резинокордного изделия.
После вулканизации и охлаждения пресс-формы производится разборка ее и извлечение изделия.
Предприятие имеет положительный опыт вулканизации полых резинокордных изделий высокого качества за счет отвода воздуха и вулканизационных газов между изделием и диафрагмой в предлагаемых пресс-формах.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗИНОКОРДНЫХ ИЗДЕЛИЙ РУКАВНОГО ТИПА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2583013C2 |
| СПОСОБ ВУЛКАНИЗАЦИИ РЕЗИНОКОРДНЫХ ИЗДЕЛИЙ И ПРЕСС-ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2376138C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ РЕЗИНОКОРДНЫХ ОБОЛОЧЕК И СПОСОБ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2688602C1 |
| ПРЕСС-ФОРМА ДЛЯ РУКАВОВ-КОМПЕНСАТОРОВ | 2009 |
|
RU2418678C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КОРОТКИХ РЕЗИНОКОРДНЫХ КОМПЕНСАТОРНЫХ ВСТАВОК | 2012 |
|
RU2525310C2 |
| ПРЕСС-ФОРМА ДЛЯ ВУЛКАНИЗАЦИИ РЕЗИНОКОРДНЫХ ИЗДЕЛИЙ | 2017 |
|
RU2665415C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2365506C2 |
| Пресс-форма для изготовления резинотехнических изделий | 1984 |
|
SU1260221A1 |
| Пресс-форма для вулканизации резинокордных оболочек | 1980 |
|
SU889468A1 |
| ПРЕСС-ФОРМА ДЛЯ ВУЛКАНИЗАЦИИ ИЗДЕЛИЙ | 1972 |
|
SU356157A1 |
Изобретение относится к оборудованию для изготовления резинотехнических изделий, в частности к конструкции пресс-форм, и предназначено для вулканизации полых резинокордных изделий. Техническим результатом изобретения является повышение качества изделия за счет улучшения отвода воздуха и вулканизационных газов между изделием и диафрагмой. Технический результат достигается в пресс-форме для вулканизации полых резинокордных изделий, которая содержит верхнюю и нижнюю полуформы, образующие формующую поверхность изделия и формующую варочную диафрагму, состоящую из двух частей - внешней и внутренней. Между частями варочной диафрагмы расположены текстильные нити. При этом в торовой части диафрагмы выполнены отверстия, обеспечивающие подвод воздуха и вулканизационных газов из полости между изделием и диафрагмой к текстильным фитилям, выполняющим функцию газоотводов. 1 з.п. ф-лы, 3 ил.
1. Пресс-форма для вулканизации полых резинокордных изделий, содержащая верхнюю и нижнюю полуформы, образующие формующую поверхность изделия и формующую варочную диафрагму, состоящую из двух частей - внешней и внутренней, с расположенными между ними текстильными нитями, отличающаяся тем, что в торовой части диафрагмы выполнены отверстия, обеспечивающие подвод воздуха и вулканизационных газов из полости между изделием и диафрагмой к текстильным фитилям, выполняющим функцию газоотводов.
2. Пресс-форма для вулканизации полых резинокордных изделий по п.1, отличающаяся тем, что она снабжена бортовыми кольцами, к которым привулканизированы торцевые зоны внешней диафрагмы.
| US 5062781 A, 05.11.1991 | |||
| US 4065338 A, 27.12.1977 | |||
| Штатив для предметных стекол | 1937 |
|
SU53968A1 |
| JP 2005066865 A, 17.03.2005 | |||
| ПРЕСС-ФОРМА ДЛЯ ВУЛКАНИЗАЦИИ ПОЛИМЕРНЫХ | 0 |
|
SU362703A1 |
| Способ установки трубчатого анкера | 1988 |
|
SU1627717A1 |

