Известен способ изготовления нераскручиваюп.,ихся канатов закрытой конструкции, заключающийся в том, что на сердечник навнвают предварительно деформированные профильные проволоки, образующие наружный слой, а затем обжимают канат.
Известный способ не обеспечивает полную нейтрализацию упругой отдачи профильных проволок, в канате возникают дополнительные усилия вытяжки его и не сохраняется структурная плотность.
По предлагаемому способу после обжима канат подвергают дополнительному зпакопеременному изгибу, за счет чего н устраняют недостатки,
Предлагаемый способ иллюстрируется чертежом.
Последовательность технологических операций нри изготовлении каиатов закрытой конструкции по предлагаемому способу еледующая.
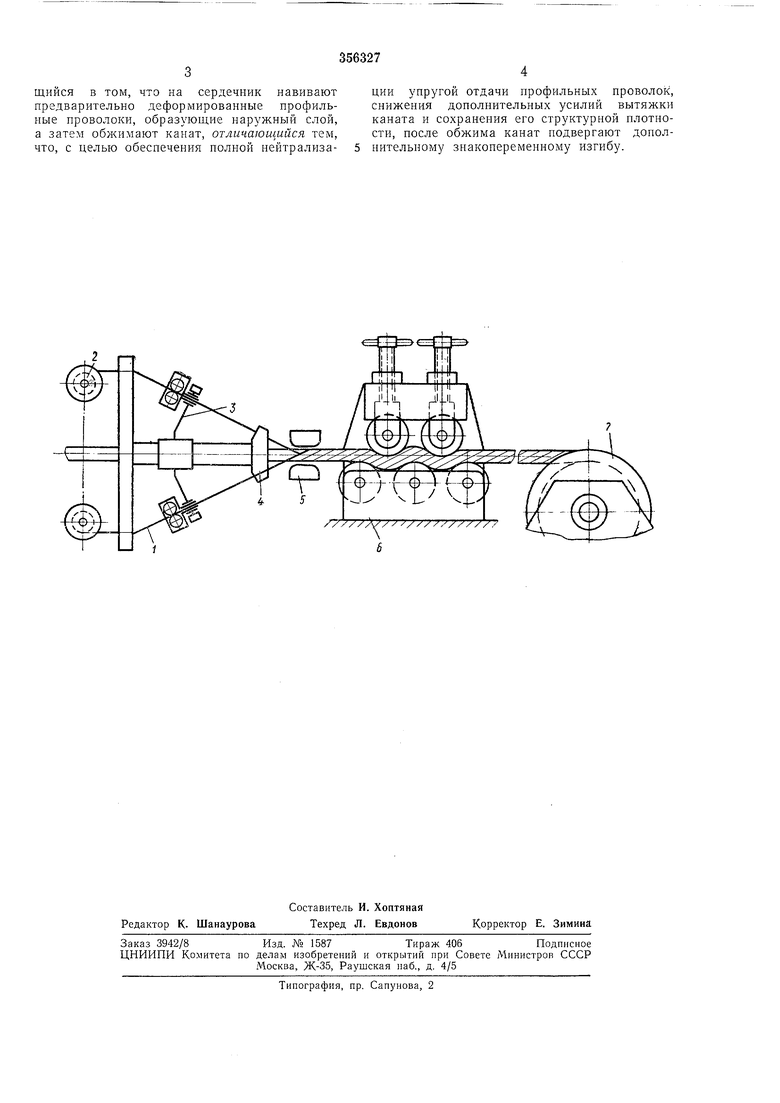
Профильная проволока наружного слоя / сматывается со шпули 2 канатоБьюн1ей машины, пропускается через деформатор 3, скручивающу о шайбу 4 и свивается в канат в зоне обжимных нланшк 5. Затем канат закрытой конструкции проходит рихтовальное устройство 6 и попадает на вытяжной шкив 7.
на всем участке от деформатора 3 до обжимных илашек 5. Скручивающая шайба 4 выполняет роль направляющего шаблона, нг препятствующего ировороту профильной проволоки. После обжимных плашек канат попадает в рихтовальное устройство 6, где подвергается знакопеременному изгибу. Так как предварительная деформация профильной проволоки осевым закручиванием осуществляется непосредственно до обжимных плашек, то обеспечивается возможность ее осуществления на минимально необходимую величину ири значительном снижении потерь на трение в скручивающей шайбе и полной упругой разгрузке от кручения профильной проволоки, свиваемой в канат. В связи с этим последующая рихтовка закрытого каната осуществляется с гораздо меньшей степенью деформации, чем обычно, ввиду того, что она осуществляется только для пейтрализации упругой отдачи от изгиба профильных проволок, свитых в канат. Это обеспечивает значительное снижение дополнительных усилий вытяжки каната по сравнению с обычной глубокой рихтовкой, а также сохранение структурной илотности каната в целом.
щиися в том, что на сердечник навивают предварительно деформированные профильные проволоки, образующие наружный слой, а затем обжимают канат, отличающийся тем, что, с целью обеспечения полной нейтрализации упругой отдачи профильных проволок, снижения дополнительных усилий вытяжки каната и сохранения его структурной нлотности, после обжима канат подвергают дополнительному знакопеременному изгибу.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕРАСКРУЧИВАЮЩИХСЯ КАНАТОВ ЗАКРЫТОЙ КОНСТРУКЦИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2019 |
|
RU2724825C1 |
| Способ изготовления канатов закрытой конструкции | 2015 |
|
RU2626327C2 |
| КАНАТ СТАЛЬНОЙ ЗАКРЫТОЙ КОНСТРУКЦИИ МАЛОКРУТЯЩИЙСЯ (ВАРИАНТЫ) | 2020 |
|
RU2745809C1 |
| УСТРОЙСТВО ДЛЯ ПРЕДВАРИТЕЛЬНОЙ ДЕФОРМАЦИИ ФАСОННЫХ ПРОВОЛОК ПРИ ПРОИЗВОДСТВЕ КАНАТОВ ЗАКРЫТОЙ КОНСТРУКЦИИ | 1994 |
|
RU2090292C1 |
| Способ рихтовки каната | 1984 |
|
SU1159967A1 |
| УСТРОЙСТВО ДЛЯ ПРЕДВАРИТЕЛЬНОЙ ДЕФОРМАЦИИ СВИВАЕМЫХ ЭЛЕМЕНТОВ | 2005 |
|
RU2293809C2 |
| Способ изготовления фасоннопрядного каната | 1980 |
|
SU859516A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕРАСКРУЧИВАЮЩИХСЯ ВИТЫХ ИЗДЕЛИЙ | 2003 |
|
RU2230144C1 |
| Канатовьющая машина | 1982 |
|
SU1124060A2 |
| Деформатор к канатовьющей машине | 1978 |
|
SU699062A1 |