Изобретение относится к оборудованию для изготовления нераскручивающихся витых изделий (канатов, кабелей) и предназначено для предварительной деформации свиваемых элементов (проволок, прядей) при свивке их в витое изделие.
Изобретение относится к канатному и кабельному производству.
Известно устройство для предварительной деформации тонких свиваемых элементов (проволок, прядей), основанное на применении дисков с твердосплавными вставками (В.Д.Егоров, Э.М.Мамыкина, Х.Ю.Латыпов, Г.Д.Першин. Производство канатов. Москва. Издательство Металлургия, 1980 г., стр.29-30).
Устройство состоит из 3-х дисков, каждый из которых по периферии оснащен деформирующими узлами из твердосплавных вставок. Их количество на каждом диске равно числу свиваемых элементов. Средний диск имеет возможность смещаться относительно крайних. Каждый свиваемый элемент проходит через три деформирующих узла и за счет смещения среднего диска происходит предварительная деформация.
Основные недостатки устройства следующие:
1. Регулировка параметров, расстояния между крайними дисками и смещение среднего диска из-за конструктивных недостатков обеспечивается приблизительно, поэтому качество готового изделия невысокое.
2. Для предварительной деформации канатов разного диаметра требуется смена твердосплавных вставок, что снижает объем производства готовой продукции на канатной машине.
3. Заправка свиваемого элемента через отверстия твердосплавных вставок затруднена, поэтому увеличивается время заправки и, следовательно, уменьшается производительность труда.
Известно устройство для предварительной деформации проволок, состоящее из основных и дополнительных плашек, вращающегося синхронно с ротором диска, содержащего ролики. Их число равно числу свиваемых проволок (А.С. СССР №356328, кл. D 07 В 7/02). Деформирующим узлом являются ролики. Перед основными плашками происходит свивка проволок в канат, далее осуществляется развивка каната на проволоки, каждая из которых проходит через ролик, находящийся на диске, где получает изгибную деформацию, затем перед дополнительными плашками происходит повторная свивка.
Благодаря свивке, развивке, изгибу проволок на ролике и повторной свивке происходит предварительная деформация проволок и, таким образом, нейтрализация свивочных напряжений.
Недостатком данного устройства является сложность изготовления роликов, самого устройства, трудность настройки на необходимые параметры и невозможность ремонта и контроля за качеством предварительной деформации и самой проволоки. По этой причине оно не нашло широкого применения.
Известно устройство для предварительной деформации проволок, содержащее трубчатый накопитель, дополнительные плашки, втулку-делитель, изгибающую головку и основные технологические плашки (Патент РФ №2090292, кл. В 21 F 21/00, 15/04). Деформирующим узлом является изгибающая головка. Проволока, поступая из распределительного шаблона, делает один оборот на трубчатом накопителе и обжимается дополнительными плашками, затем она развивается, поступает на изгибающий ролик и снова навивается на сердечник. Втулка-делитель обеспечивает равномерное распределение проволок по окружности изгибающей головки, трубчатый накопитель придает крутильную деформацию проволоке, которая скользит по шарикам, а изгибающий ролик обеспечивает деформацию изгиба и таким образом придает проволокам необходимую предварительную деформацию.
Основные недостатки устройства следующие:
1. Отмеченные параметры настройки устройства не определяют заданную спираль свиваемого элемента, поэтому снятие свивочных напряжений происходит не в полной мере.
2. Конструкция устройства сложна в изготовлении, так как требуется высокая точность посадочных мест под шарики.
3. Конструкция устройства трудна в настройке и реализации параметров предварительной деформации.
Известно устройство для предварительной деформации проволок, содержащее закрепленный на корпусе машины деформатор в виде диска, в котором выполнены направляющие отверстия, расположенные по концентрическим окружностям и жестко связанные с план-шайбой втулки, за которыми установлены пары направляющих роликов (А.С. СССР №562601, D 07 В 7/02). Деформирующим узлом являются втулки. Деформацию изгиба проволока получает за счет винтообразного наматывания ее на втулку и последующей обработки в направляющих роликах. Расположение роликов от втулки определяется по математической зависимости.
По данному устройству можно сделать следующие замечания:
1. Спорным является выбор параметра предварительной деформации, определяемый по математической зависимости; он мало влияет на получение спирали свиваемого элемента нужного размера.
2. При неизменных размерах втулок параметры изгибной деформации свиваемого элемента не регулируются, поэтому качество витого изделия будет низкого уровня.
3. При прохождении проволок через втулки возникают большие силы трения, приводящие к повышению нагрузки на канатную машину и, следовательно, к увеличению расхода электроэнергии.
Известно устройство для предварительной деформации свиваемых элементов (проволок, прядей) (Патент ПНР №112.042, кл. D 07 В 7/16). Принят за прототип.
Устройство представляет собой обод, на котором имеется паз, в нем размещаются деформирующие узлы, представляющие собой вкладыши из износостойкого материала, например из твердых сплавов, причем между одной из сторон вкладыша и пазом размещен зазор, через который проходит свиваемый элемент. В пазе на ободе имеется выступ, на который опирается вкладыш, и это позволяет удерживать его в пазу во время работы устройства в устойчивом состоянии. На рабочей поверхности вкладыша сделана полусферическая выемка по форме свиваемого элемента, причем края этой выемки закруглены. Общим признаком с заявляемым является наличие неподвижных деформирующих узлов, через которые проходит свиваемый элемент и получает деформацию изгиба.
Недостатки устройства следующие:
1. Наличие одного деформирующего узла с использованием натяжения проволок и радиуса выемки вкладыша - невозможно точно определить параметры предварительной деформации и, следовательно, нельзя получить необходимую винтовую спираль свиваемого элемента, а значит витое изделие будет невысокого качества.
2. Наличие одной опоры-вкладыша для свиваемого элемента при предварительной деформации приводит к большим контактным напряжениям и, как следствие, к нарушению поверхности проволок и к сокращению срока службы витого изделия в производственных условиях.
3. Наличие только косвенных параметров регулирования предварительной деформации (усилие вытяжки, радиус выемки вкладыша) приводит к длительной настройке устройства для получения хотя бы приблизительных параметров спирали свиваемого элемента и, как следствие, к потере рабочего времени.
4. Сложность изготовления вкладыша с выемкой по форме свиваемого элемента.
Целью настоящего изобретения является повышение качества витых изделий (канатов, кабелей) и увеличение производительности труда.
Это достигается тем, что устройство для предварительной деформации свиваемых элементов (проволок, прядей) содержит распределительный диск, жестко связанный с корпусом, на котором последовательно с возможностью осевого перемещения и поворота среднего диска относительно крайних расположены задний, средний и передний диски с деформирующими узлами.
Устройство отличается тем, что деформирующие узлы выполнены в виде трапециевидных закаленных пластин толщиной (δ) от 5 до 10 мм, длиной (Д) от 10 до 30 мм и расстоянием между пластинами (С) от 1 до 5 мм, а боковые поверхности трапециевидных пластин имеют закругления с радиусом (r), равным половине толщины пластины.
Кроме того, средний диск снабжен дополнительным узлом (зажимом и втулкой), обеспечивающим фиксирование среднего диска в определенном положении относительно крайних за счет использования контакта рифленых поверхностей на дополнительном узле и задней цилиндрической части среднего диска. Дополнительно средний диск на передней и средней цилиндрических частях, задний диск на передней цилиндрической части, а передний диск на задней цилиндрической части имеют резьбы для регулирования расстояния между дисками.
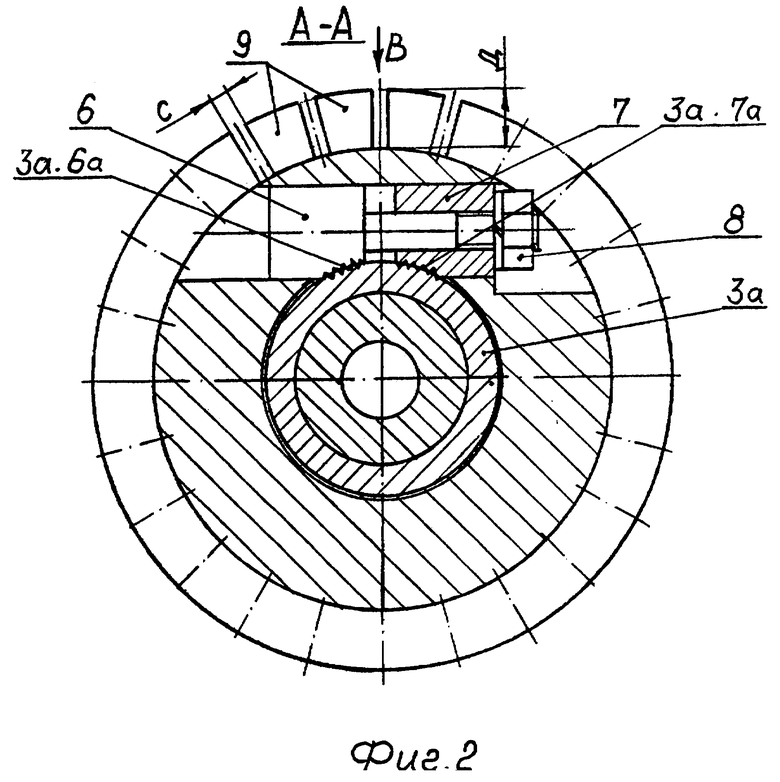
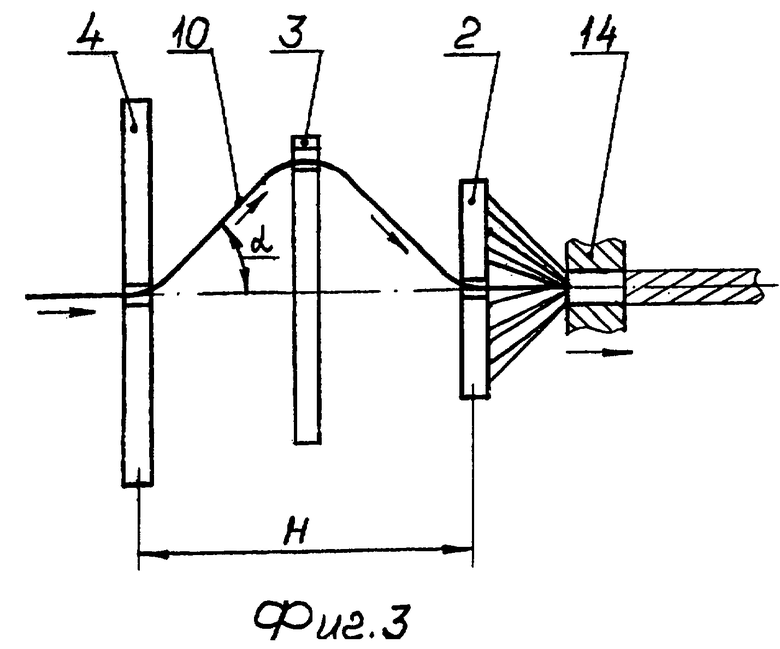
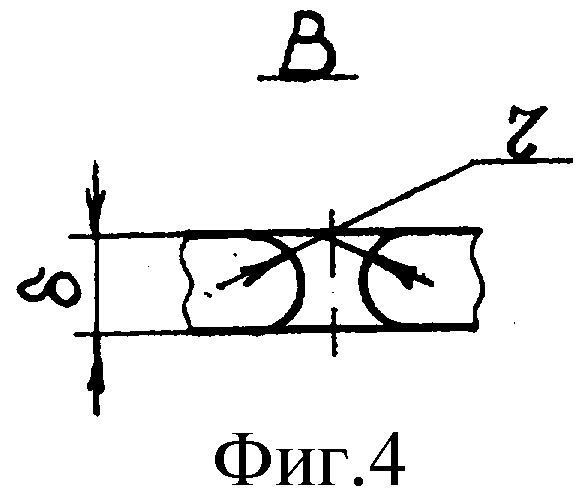
На фиг.1 изображен общий вид устройства для предварительной деформации, на фиг.2 - разрез по среднему диску, на фиг.3 - схема прохождения свиваемого элемента через устройство; на фиг.4 - вид сверху на закругления боковых поверхностей трапециевидных пластин.
Устройство содержит корпус 1, который с одной стороны крепится к распределительному диску 5, а с другой стороны содержит передний 2, средний 3, задний 4 диски, содержащие деформирующие узлы в виде трапециевидных пластин 9.
Деформирующий узел в виде пластины 9 имеет толщину (δ) от 5 до 10 мм, длину (Д) от 10 до 30 мм, а боковые поверхности пластины имеют закругления, равные по радиусу (r) половине толщины (δ) пластины. Для прохождения свиваемого элемента между пластинами обеспечивается зазор (С) размером от 1 до 5 мм. Деформирующий узел в виде трапециевидной пластины на базе диска прост в конструкции и в изготовлении в сравнении с деформирующим узлом-вкладышем, используемым в прототипе, роликом, втулкой, вставкой, используемыми в аналогах. Кроме того, рекомендуемые параметры пластины могут быть использованы для изготовления одного устройства, позволяющего деформировать серию свиваемых элементов диаметром от 0,5 до 5,0 мм за счет применения регулируемых параметров, в то время как при использовании прототипа и аналогов для деформирования указанной серии необходимо применять несколько деформирующих узлов.
Средний диск 3 снабжен дополнительным узлом, состоящим из зажима 6 и втулки 7, имеющих рифленые поверхности 6а и 7а, а средний диск 3, кроме этого, на задней цилиндрической части имеет рифленую поверхность 3а для увеличения силы сцепления между ними.
Для обеспечения регулирования расстояния между дисками передний диск на задней цилиндрической части имеет резьбу 2а, средний диск на передней цилиндрической части и на средней цилиндрической части имеет резьбы 3б и 3в, а задний диск на передней цилиндрической части имеет резьбу 4а.
Применение резьбовых соединений и простых деталей (зажима и втулки) обеспечивает преимущества данного способа регулирования параметров предварительной деформации как более простого и тонкого в сравнении с методами, используемыми в прототипе и аналогах.
На основании расчетов определяется расстояние между крайними дисками (Н) и угол поворота (α) среднего диска относительно крайних. Средний диск должен делить расстояние между крайними дисками пополам.
Установка работает следующим образом.
Задний диск 4 устанавливается в крайнем заднем положении и закрепляется в этом состоянии с помощью шпонки 12, затем средний диск с помощью резьб 4а и 3в, а передний диск с помощью резьб 3б и 2а устанавливаются в нужном положении. Передний диск фиксируется с помощью шпонки 13.
Каждый свиваемый элемент (проволока, прядь) 10 пропускается через отверстие-волоку 11 распределительного диска 5, проходит через зазоры между пластинами 9 заднего 4, среднего 3 и переднего 2 дисков и доводится до обжимных плашек 14. После чего средний диск поворачивается на определенный угол (α) относительно крайних и в этом состоянии фиксируется с помощью зажима 6 и втулки 7 гайкой 8. Таким образом заправляются все свиваемые элементы в устройство и обеспечиваются необходимые параметры предварительной деформации Н и α.
Прохождение свиваемого элемента через зазоры между пластинами заднего, среднего и переднего дисков показано на фиг.3.
Устройство готово к работе. Предлагаемая конструкция устройства устраняет приведенные недостатки аналогов и прототипа и позволяет наряду с повышением качества и повышения производительности труда упростить технологию изготовления устройства и стабилизировать натяжение свиваемых элементов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕРАСКРУЧИВАЮЩИХСЯ ВИТЫХ ИЗДЕЛИЙ | 2003 |
|
RU2230144C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕРАСКРУЧИВАЮЩИХСЯ ВИТЫХ ИЗДЕЛИЙ | 2005 |
|
RU2306189C2 |
| Преформатор к канатовьющей машине | 1991 |
|
SU1779272A3 |
| Канатовьющая машина | 1985 |
|
SU1303641A1 |
| Преформирующее устройство к канатовьющей машине | 1982 |
|
SU1105527A1 |
| МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ВИТЫХ ИЗДЕЛИЙ | 2003 |
|
RU2235818C1 |
| КАНАТОВЬЮЩАЯ МАШИНА | 2008 |
|
RU2374372C1 |
| УСТРОЙСТВО ДЛЯ НАМОТКИ КАНАТОВ ДИАМЕТРОМ ДО 0,5 МИЛЛИМЕТРОВ | 2017 |
|
RU2654413C1 |
| РОТОРНАЯ ПРЯДЕВЬЮЩАЯ МАШИНА | 2017 |
|
RU2658524C1 |
| Преформатор к канатовьющей машине | 1987 |
|
SU1472541A1 |
Устройство относится к оборудованию для изготовления нераскручивающихся витых изделий и предназначено для предварительной деформации свиваемых элементов при свивке их в витое изделие. Применение данного устройства позволяет повысить качество витых изделий и увеличить производительность труда. Устройство для предварительной деформации свиваемых элементов содержит распределительный диск, жестко связанный с корпусом, на котором последовательно с возможностью осевого перемещения и поворота среднего диска относительно крайних расположены задний, средний и передний диски с деформирующими узлами. Деформирующие узлы выполнены в виде трапециевидных закаленных пластин толщиной от 5 до 10 мм и длиной от 10 до 30 мм и расстоянием между пластинами от 1 до 5 мм. Боковые поверхности трапециевидных пластин имеют закругления с радиусом, равным половине толщины пластины. 3 з.п. ф-лы, 4 ил.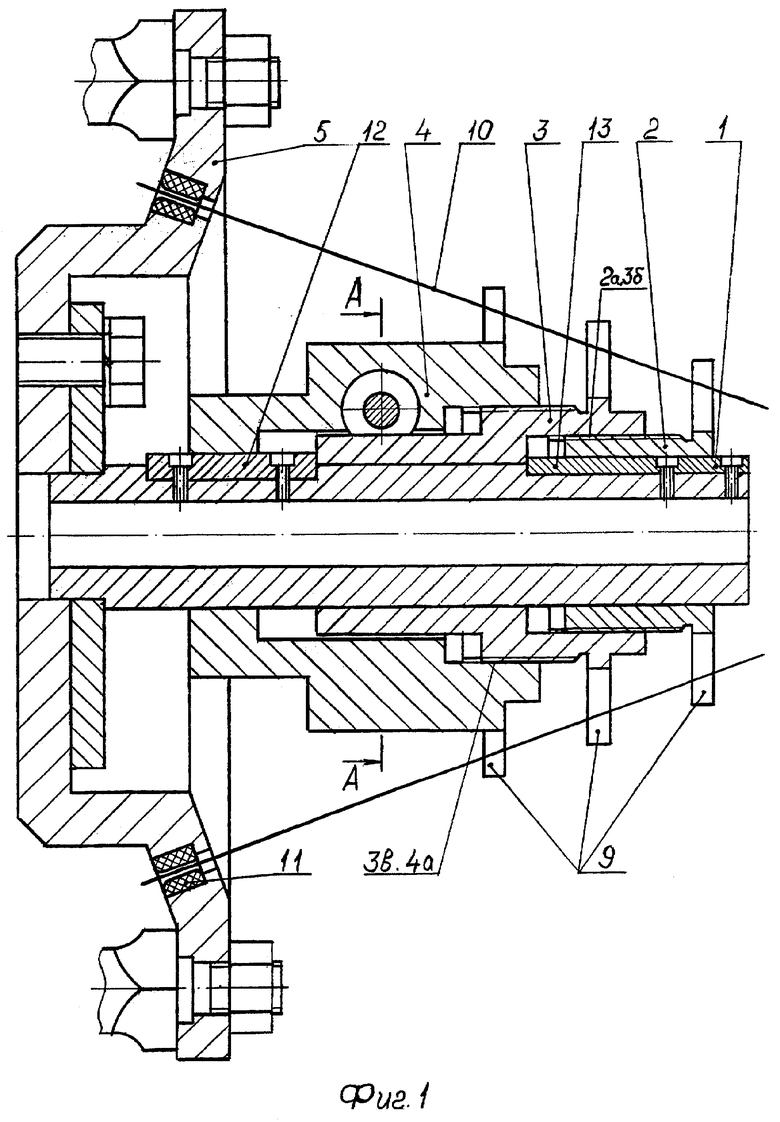
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО КОНТРОЛЯ | 0 |
|
SU201533A1 |
| Пластинчатый преформатор | 1977 |
|
SU672256A1 |
| ВЫСОКОАМИЛОЗНАЯ ПШЕНИЦА-III | 2017 |
|
RU2811010C2 |
| Штамм бактерий Pseudarthrobacter equi S2 для повышения урожайности зерновых культур | 2021 |
|
RU2757506C1 |

