Ю V ГГ
Зона сомос/поятельнвео pacirpyvv tai ffff/tamo Изобретение, относится к производству стальных канатов. Целью изобретения является повыше ние качества каната за счет исключения раскручиваемости каната при работе под нагрузкой с сохранением его прочности. На чертеже схематично представлено устройство для реализации предлагаемого способа. Пряди проволоки 1, которые сматывают с катушек 2 ротора 3 канатовьющей машины, свивают вканат 4 в плаш ках 5 и пропускают через вращающееся обжимное устройство 6 (привод механизма вращения не показан), где канат раскручивают на уголт. Затем канат пропускают через ролики 7 рихтовальной секции 8, изгибая на роликах по радиусу , после чего канат самостоятельно закручивается, приобретая первоначальную форму. Далее канат поступает во вращающееся обжимное устройство 9, где его опять раскручивают на угол Y , и в таком состоянии пропускают через ролики 10 рихтовальной секции 11, после этого .канат опять самостоятельно (под действием момента упругой отдачи) закру чивается до первоначального состояния, Операции повторяются в зависимости о нужного количества роликовых секций, после чего канат наматьшают на тяговый шкив 12. Технологический крутящий момент, возникающий при свивке каната, равен M p-Eli cos4)M.,-slnptM,, где MUJJ. - изгибающий момент, возника ющий от изгиба пряди (проволоки) по винтовой линии; Pi - угол свивки; М - крутящий момент от кручени пряди (проволоки);, т количество винтовых элемен тов каната. При существующей технологии, когд имеется крутка, М локализуется и ег можно поэтому принять равным нулю, тогда (ioos fr.)M.Sinp. . . При больших пластических деформациях материала проволок при изгибе прядей или проволок по винтовой линии М,г Ь My, Mjj 6. - изгибающий момент соответствующий появлению в материале проволок пластически деформаций, ( 6,,- предел теку чести материала проволоки;W - момент сопротивления, для круглых проволок О,1 S , где f - диаметр провоiлоки m - количество проволок. Изгибающий момент можно ликвидировать двумя способами: рихтовкой (но при этом материал проволок каната получает остаточные деформации, снижая стойкость каната, а сам канат форму штопора), и раскручиванием (которое нарушает структурную целостность каната, т.е. отдельные пряди или проволоки могут в определенном месте отделиться от каната, делая его непригодным для эксплуатации). Только комбинированием способов можно полностью устранить изгибающий момент без нарушения структурной целостности каната и без появления в нем остаточных деформаций, приводящих к штопору. При работе материала проволок каната в пределах упругих деформаций рихтовкой устраняется изгибающий момент, равный КМу. Здесь (К коэффициент, учитывающий разбег механических свойств проволок). Оставшаяся часть нелокализованного изгибающего момента составляет М 1,7 My - 0,9 М,, 0,8 Му. Крутящий момент в канате от дей- ствия 0,8 Mj составляет M(1+cos«)Sin.O,5 ,8(1-bCos) . Для ликвидации крутящего момента М канат необходимо раскрутить, на шаеге свивки на угол 0,ie (.)-S..,-vi/ ч .. --- j(. н н где Н - жесткость Каната при кручении к - ве, -- 2 Ef р ces -sin PJ + Gv, Pi - sfn -Ev(.) 6 S 4 -«rn,- аУр-сов /Ь.,- t ЕУ(, . A Z EFcos fEY « M r .где E - модуль упругости (модули Юнга); У - момент инерции для круглой проволоки Y.
,
- полярный момент инерции . Т - радиус слоя проволок. При принудительном раскручивании каната на угол, определенный if3 формулы, крутящий момент и соответствено изгибающий момент равны нулю.
Величину глубины рихтовки каната находят из условия работы материала проволок каната в пределах упругих деформаций.
Кривизна оси каната определяется из выражения . ..
5
,
г f
1 2K-6i откуда р---- ;
SB
SE
-радиус рихтовки
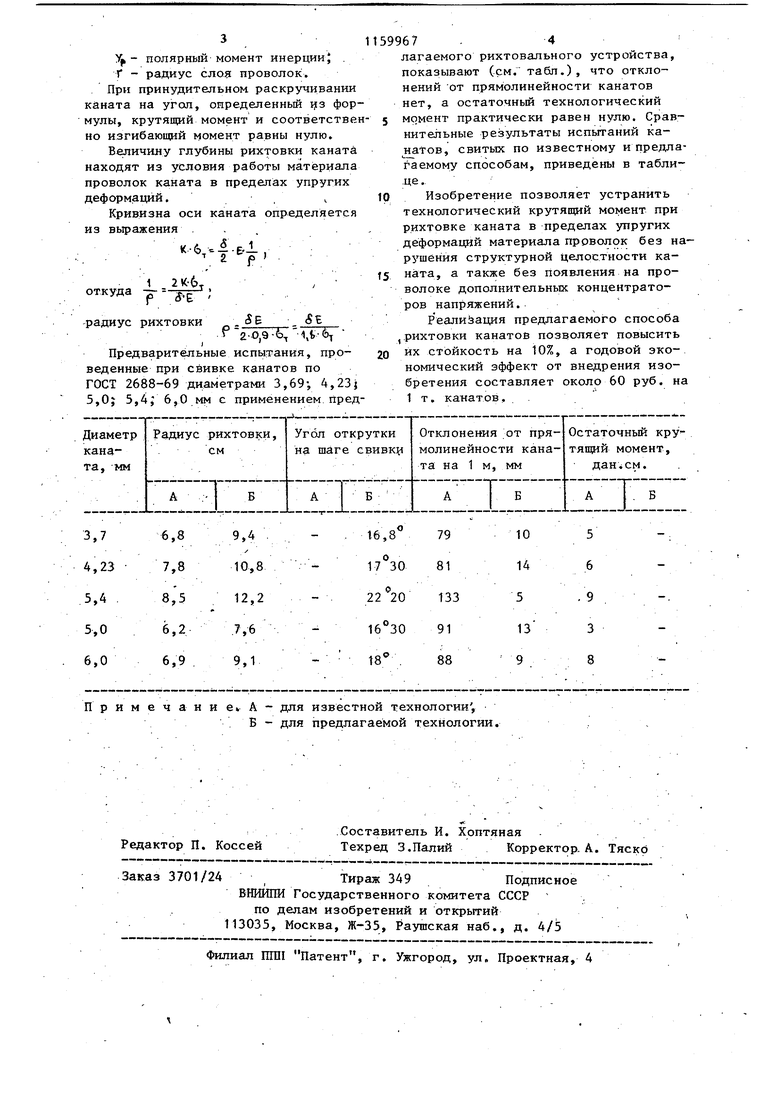
,9-Ь ЧЛ-Ьт Предварительные испытания, проведенные при свивке канатов по ГОСТ 2688-69 диаметрами 3,69-, 4,23} 5,0j 5,4j 6,0 мм с применением пред67 . 4
лагаемого рихтовального устройства, показывают (см. табл.), что отклонений от прямолинейности канатов нет, а остаточный технологический момент практически равен нулю. Сравнительные результаты испытаний канатов, свитых по известному и предлагаемому способам, приведены в таблиде.
Изобретение позволяет устранить технологический крутящий момент при рихтовке каната в пределах упругих деформаций материала проволок без нарушения структурной целостности каната, а также без появления на проволоке дополнительных концентраторов напряжений.
Реализация предлагаемого способа .рихтовки канатов позволяет повысить
их стойкость на 10%, а годовой экономический эффект от внедрения изобретения составляет около 60 руб. на 1 т, канатов, .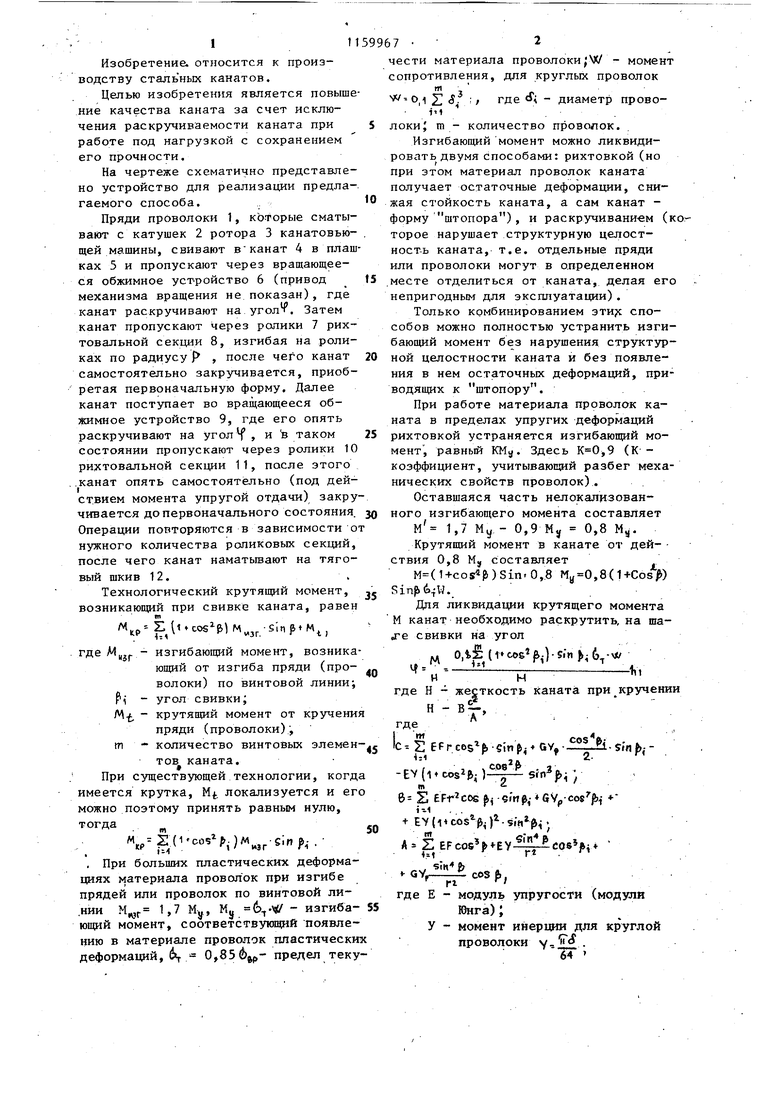
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ рихтовки каната и устройство для его осуществления | 1985 |
|
SU1349826A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕРАСКРУЧИВАЮЩИХСЯ ВИТЫХ ИЗДЕЛИЙ | 2003 |
|
RU2230144C1 |
| Способ изготовления фасоннопрядного каната | 1980 |
|
SU859516A1 |
| КАНАТ СТАЛЬНОЙ ЗАКРЫТОЙ КОНСТРУКЦИИ МАЛОКРУТЯЩИЙСЯ (ВАРИАНТЫ) | 2020 |
|
RU2745809C1 |
| КАНАТ СТАЛЬНОЙ ВОСЬМИПРЯДНЫЙ | 2020 |
|
RU2740988C1 |
| Канат стальной двойной свивки с компактным металлическим сердечником | 2020 |
|
RU2762093C1 |
| Способ изготовления каната из фасонных элементов | 1983 |
|
SU1266911A1 |
| ПРОВОЛОЧНЫЙ КАНАТ | 1996 |
|
RU2109867C1 |
| Канат экскаваторный | 2021 |
|
RU2765115C1 |
| Способ обработки холоднодеформированных длинномерных изделий | 1980 |
|
SU945201A1 |
СПОСОБ ГИХТОВКИ КАНАТА при помощи его многократного изгиба, о тличающийся тем, что, с целью повышения качества изделия, предварительно канат раскручивают на шаге свивки на угол 6t. Ч 0,8 h (рад), Н где 6 - предел текучести материала проволок каната, дан.мм J W . - момент сопротивления проволок каната, мм , .Н - жесткость каната при кручении, дан.мм , h - шаг свивки каната, мм, при этом радиус изгиба каната равен г-Е Pl,t6, где Б - модуль упругости, дан/мм , 5 - диаметр проволоки, мм. (Л
Примечание А- для известной технологии ,
.Б - для предлагаемой технологии.
| М.А | |||
| Букштейн | |||
| Производство и использование стальньтх канатов | |||
| М., Металлургия, 1973, с | |||
| Вагонный распределитель для воздушных тормозов | 1921 |
|
SU192A1 |
