Известны конструкции зажимов для крепления деталей, иаиример вкладышей нодшинников, в которых зажим выполнен в виде нажимных плунжеров со скошенными поверхностями, взаимодействующих с нромежуточиым нлуижером и нризмами для передачи н распределения усилия между нажимными плунжерами.
Цель изобретения - новыигеиие точности обработки.
Достигается это тем, что зажим выполнен в виде цили 1дрических роликов, равиомерно размеп1,еппых в несколько рядов в ирофильпой шайбе, самоустанавливающихся ио внутрепией поверхностн детали от центра к иериферии ири воздействии на нпх толкателя, связанного с ндайбой. Осевое неремеид.ение цилиндрических роликов ограиичивают крышки, закрепле 1ные на торцах шайбы.
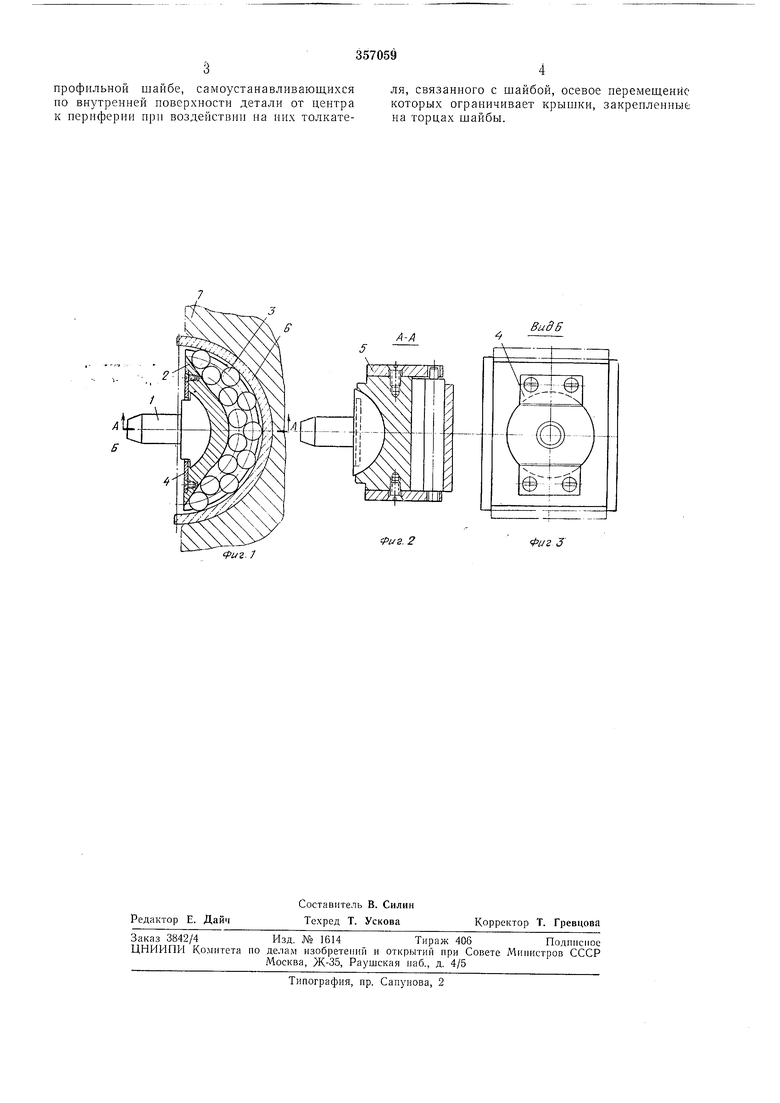
На фиг. 1 изображен предлагаемый зажим, продольный разрез; на фнг. 2 - разрез по А-А на фиг. 1; на фиг. 3 - вид по стрелке Б на фиг. 1.
Зажим выполнен из сферического толкателя /, HiapinipHO связанного с профильной шайбой 2, в которой размещены два 1яда дилиидрпческих роликов 3. Уиориые планки 4 не дают толкателю / выйти из связи с птйбой 2, а крышки 5 ограничивают осевое смещение роликов 3. В начале цикла работы
станка механизм загрузки подает очередной вкладыщ 6 в гиездо 7. Шток гидроцилиндра выравнивателя припуска устанавливает вкладыш 6 в гнездо 7 с определенным усилием
так, чтобы он гарантированно прилегал по всей иаружпой поверхности. После этого включают цплнндр зажима. При ходе порщпя вперед оп воздействует па толкатель / через ирофильиую шайбу 2 на ролики 3. Когда
внешний ряд роликов 3 входит в контакт с вкладышем 6, они самоустанавливаются но его внутренней новерхпости от центра к периферии, а так как шайба 2 шариирио связана с толкателем /, то они также самоустанавливаются по роликам 3.
В результате расклиниваиия роликов 3 между внутренней иоверхностью вкладыша 6 и шайбой 2, вкладыш прижимается к гиезду 7. При обратном ходе, шток цилиндра вместе
с зажимом возвращается в исходное положение, освобождая вкладыш 6.
Предмет изобретен и я
25
Зажим для обработки стыков вкладьпией двигателей, отличающийся тем, что, с целью повышения точиости обработки, зажим выполнен в виде цилиидрических po.iiiKOB, равномерно размещенных в несколько рядов в
профильной шайбе, самоустанавливающихся по внутренней поверхности детали от центра к периферии при воздействии на них толкателя, связанного с шайбой, осевое перемещение которых ограничивает крышки, закрепленные на торцах шайбы.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ДЕТАЛЕЙВСЕСОЮаНАЙЯАШП^ШН «ИБЛЙОТШ^ | 1972 |
|
SU356094A1 |
| Поводковый патрон | 1987 |
|
SU1458102A1 |
| Устройство для центрирования и установки деталей | 1981 |
|
SU986711A1 |
| Устройство для прокатки колец шарикоподшипников | 1988 |
|
SU1803240A1 |
| ВСЕСОЮЗНАЯ | 1973 |
|
SU365195A1 |
| Устройство для зажима заготовок | 1985 |
|
SU1284706A1 |
| Заглушка для труб | 1983 |
|
SU1154570A1 |
| Самоцентрирующий патрон | 1989 |
|
SU1673299A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ СИЛЬФОНА | 2002 |
|
RU2229356C2 |
| Устройство для дугоконтактной сварки трубы с концевой деталью | 1979 |
|
SU854632A1 |
Фиг. 2 Фиг 3
