Изобретение относится к обработке металлов давлением, в частности к конструкции устройств для холодной штамповки сильфонов из тонкостенных цилиндрических заготовок.
Холодная обработка металлов давлением сокращает или исключает подготовительные или основные операции при изготовлении изделий, такие как нагрев, обрезка заусениц, грубая механическая обработка. Постадийная деформация металла в определенной зоне обрабатываемого изделия до получения окончательных размеров позволяет получить изделия с улучшенными механическими характеристиками.
Известны конструкции устройств, позволяющие получить сильфоны из цилиндрических заготовок, работающие по схеме со свободным торцом, состоящие из гидравлической головки, резиновой манжеты, матрицы, разделительных дистанционных прокладок, нажимного устройства, создающего продольное усилие [Исаченков Е.И. Штамповка резиной и жидкостью. М.: Машиностроение, 1967, с. 292].
Формообразование гофра происходит за счет свободной части заготовки в результате осевого перемещения трубы в полость канавки гофра на матрице и тангенциального растяжения локального кольца заготовки. Осевое перемещение заготовки производится за счет использования сил трения между пуансоном и заготовкой и извлечения дистанционных прокладок. Меридиональные деформации при формовании заготовки со свободным перемещением торца заготовки практически равны нулю.
Известно устройство для формования сильфонов, в котором узел зажима и уплотнения трубы снабжен кулачками с конической внутренней поверхностью, взаимодействующими с хвостовой частью штока гидроцилиндра, выполненной с ответной наружной поверхностью, механизм сжатия упругого кольца выполнен в виде размещенного на штоке с возможностью осевого перемещения полого поршня с уплотнительным кольцом на внутренней поверхности, толкателей, установленных в крышке гидроцилиндра и взаимодействующих одними концами с полым поршнем, а другими с металлической шайбой, и неподвижно установленного между поршнями ограничительного кольца с отверстием, соосным трубопроводу. Крышка выполнена с фланцем, а на наружном торце концевой матрицы выполнена кольцевая выемка с фиксирующим буртом для размещения фланца крышки (А.с. СССР №1263391, кл. В 21 D 15/00).
Такая конструкция требует достаточно сложную систему уплотнений и подачи жидкости.
Известно устройство, в котором трубную заготовку помещают в кольцевой паз между вкладышами и пуансоном. Вкладыши имеют конусные концы, образующие переход от гофр к цилиндрическим участкам на краях детали. Пуансоны и вкладыши обеспечивают уплотнение полости заготовки, сжатие плит устройства обеспечивается под действием усилия пресса. В полость заготовки через отверстие подается жидкость под давлением. Жидкость осуществляет раздачу середины заготовки на матрице. Усилие, прилагаемое к пуансонам, вызывает сжатие концов трубы и перемещение вкладышей к центру устройства. В конце их хода труба имеет заданную форму с гофром (Заявка Японии №59-73131, В 21 D 26/02).
В этой конструкции устройства используется принцип защемленного подвижного конца, когда для перемещения заготовки в зону деформирования применяются вкладыши, препятствующие обратной продольной деформации заготовки при создании осевого усилия, но при этом не удается получить сильфон с малым радиусом перехода от полок сильфона к цилиндрическим обечайкам при сохранении высокой соосности последних.
Задачей настоящего изобретения является создание простой конструкции устройства для формования сильфона.
Техническим результатом изобретения является получение сильфона с высокой точностью геометрических размеров и равномерностью толщины стенки.
Указанная задача решается тем, устройство для формования сильфона, содержащее матрицу и нажимные крышки, снабжено манжетой и разделительными прокладками, а по меньшей мере одна из нажимных крышек выполнена с по меньшей мере одной кольцевой проточкой для деформирования и перемещения края заготовки. Проточка может быть выполнена прямоугольной или конусообразную формы.
Изобретение поясняется чертежами.
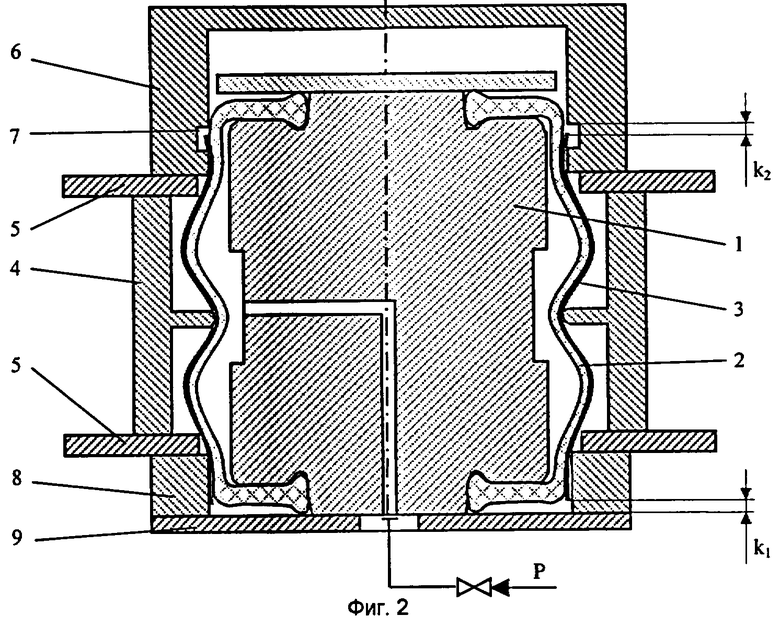
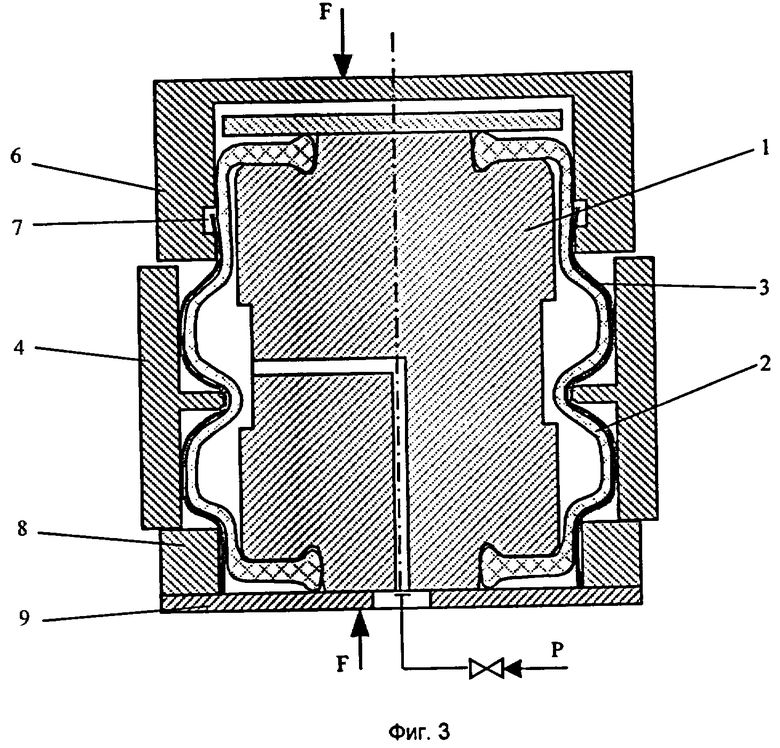
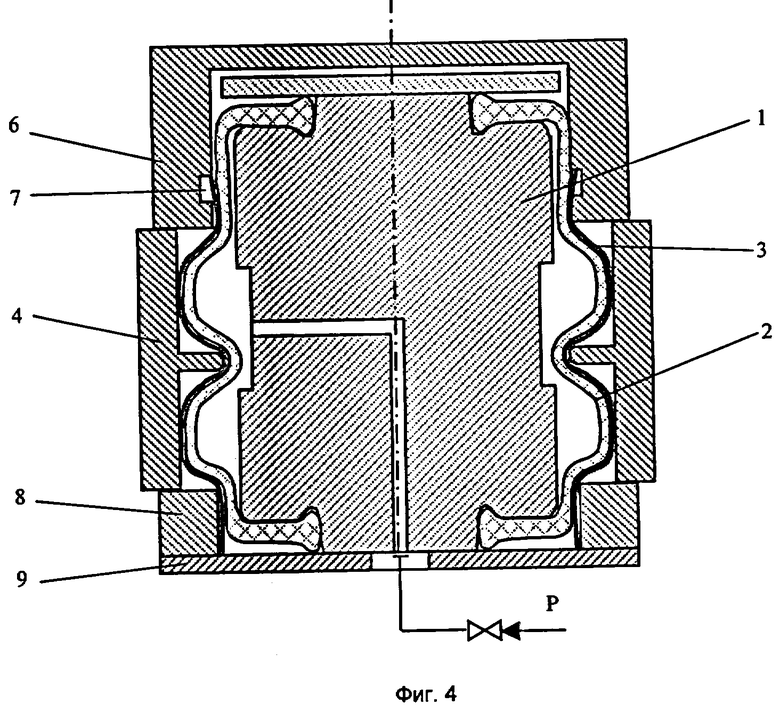
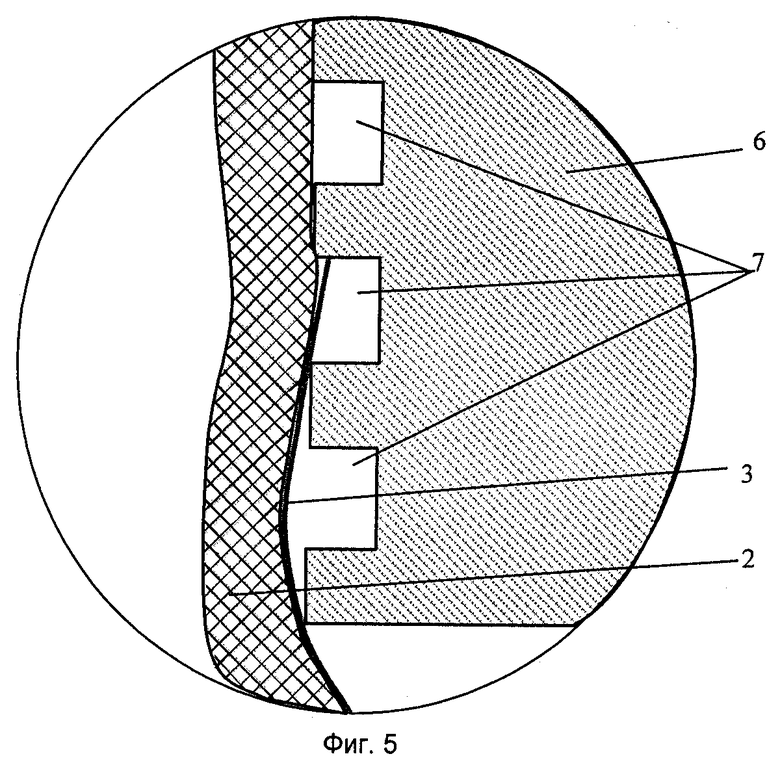
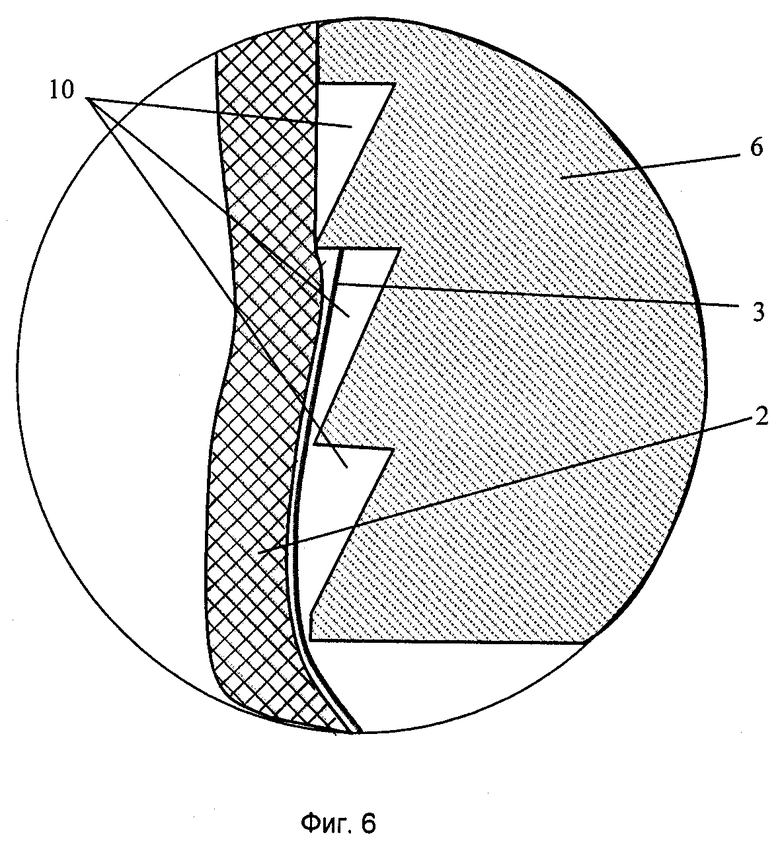
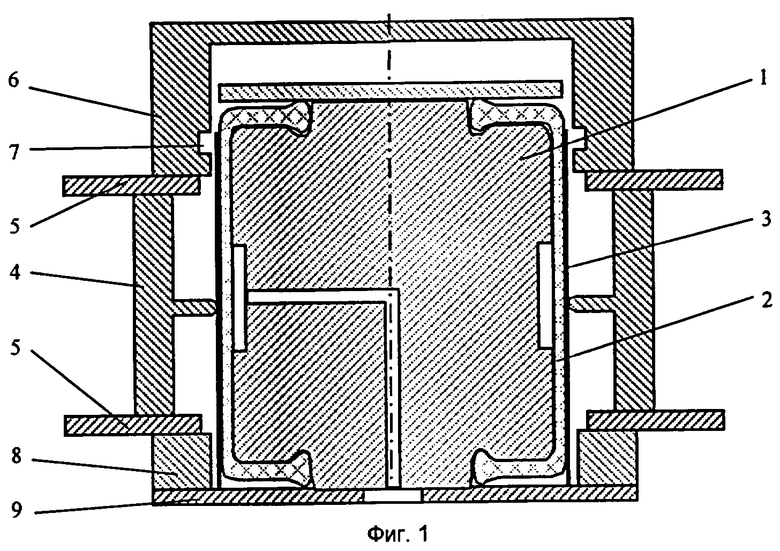
Фиг.1 - устройство для формования сильфона из кольцевой тонкостенной заготовки. Фиг.2 - операция предварительной формовки. Фиг.3 - операция формовки после удаления разделительных прокладок. Фиг.4 - операция окончательной формовки. Фиг.5 - вариант выполнения проточки прямоугольной формы. Фиг.6 - вариант выполнения проточек конусообразной формы.
Устройство для формования сильфона состоит из гидравлической головки 1 с резиновой манжетой 2, цилиндрической заготовки 3, матрицы 4, разделительных прокладок 5, верхней нажимной крышки 6 с кольцевой проточкой 7 прямоугольной формы, нижней нажимной крышки 8, основания 9. В верхней крышке 6 может быть выполнено одна или несколько проточек прямоугольной формы 7 или одна или несколько проточек конусообразной формы 10.
Работа устройства для формования сильфона осуществляется следующим образом.
При подаче определенного объема рабочей жидкости во внутреннюю полость резиновой манжеты 2 заготовка 3 деформируется в радиальном направлении под действием давления Р (фиг.2). При этом края заготовки 3 перемещаются в осевом направлении на величины “k1” и “k2”. Верхний край заготовки, попадая в зону прямоугольной кольцевой проточки 7 или конусообразной кольцевой проточки 10, деформируется. Разделительные прокладки 5 удаляются, и к нажимным крышкам 6 и 8 прикладывается продольное усилие F (фиг.3), под действием которого крышки 6 и 8 сближаются. В результате заготовка деформируется в продольном направлении, при этом, преодолевая силы трения, концы заготовки перемещается относительно крышек 6 и 8, при этом выбираются зазоры, сначала k1, а затем и k2. Нижний конец заготовки упирается в основание 9, а верхний конец - в кольцевую проточку 7 или 10 (фиг.4, 5).
Ограничение осевых перемещений концов заготовки 3 относительно верхней нажимной крышки 6 и нижней нажимной крышки 8 обеспечивает повышение точности геометрических размеров и равномерность толщины стенки сильфона.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП | 2003 |
|
RU2243052C1 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ТРУБ | 1999 |
|
RU2176570C2 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ТРУБ | 1998 |
|
RU2148458C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СИЛЬФОНА ИЗ ВЫСОКОПРОЧНЫХ МАРОК СТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2006 |
|
RU2333813C2 |
| Способ изготовления сильфона из трубной заготовки в матрице эластичным пуансоном | 2023 |
|
RU2839596C2 |
| Устройство для гидравлической формовки полых деталей | 1987 |
|
SU1532130A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ РАДИАЛЬНО-ГОФРИРОВАННЫХ ТРУБ СИЛЬФОННОГО ТИПА | 2005 |
|
RU2302918C2 |
| Способ последовательного гидроформования кольцевых гофр на трубной заготовке и устройство для его осуществления | 1987 |
|
SU1479166A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ РАДИАЛЬНО-ГОФРИРОВАННЫХ ТРУБ СИЛЬФОННОГО ТИПА | 1999 |
|
RU2176941C2 |
| СПОСОБ ШТАМПОВКИ ТОНКОСТЕННЫХ КОЛЬЦЕВЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2428271C2 |
Изобретение относится к обработке металлов давлением и может быть использовано при холодной штамповке сильфонов из тонкостенных цилиндрических заготовок. Устройство для формования сильфона содержит матрицу, нажимные крышки и гидравлическую головку с манжетой и разделительными прокладками. По меньшей мере одна из нажимных крышек выполнена с по меньшей мере одной кольцевой проточкой для деформирования и перемещения края заготовки. Упомянутая проточка может быть выполнена прямоугольной формы или конусообразной. В результате обеспечивается получение сильфона с высокой точностью геометрических размеров и равномерной толщиной стенки. 2 з.п. ф-лы, 6 ил.
| JP 59073131 А, 25.04.1984 | |||
| Устройство для гидравлического формования сильфонов | 1985 |
|
SU1263391A1 |
| Устройство для изготовления сильфонов | 1982 |
|
SU1061884A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СИЛЬФОНОВ | 1990 |
|
RU2019339C1 |
| Устройство вентиляции многосекционного локомотива | 1988 |
|
SU1586943A1 |
| US 3704983, 05.12.1972. | |||

