Изобретение относится к области изготовления резервуаров, а именно, к способу получения заготовки для последующего монтажа цилиндрических резервуаров.
Известен способ получения заготовки из нескольких рулонов для последующего монтажа цилиндрических резервуаров, при котором полосы сваривают встык в горизонтальном положении и сворачивают в рулоны.
Однако, в этом случае начальные и конечные кромки рулонов сохраняют прямолинейность, которая нри соединении рулонов не позволяет получить резервуар проектной формы.
Предложенный способ устраняет указанный недостаток и отличается от известного тем, что перематывание рулонов осуществляется иа горизонтальной плоскости, что обеспечивает завальповку кромок рулонов.
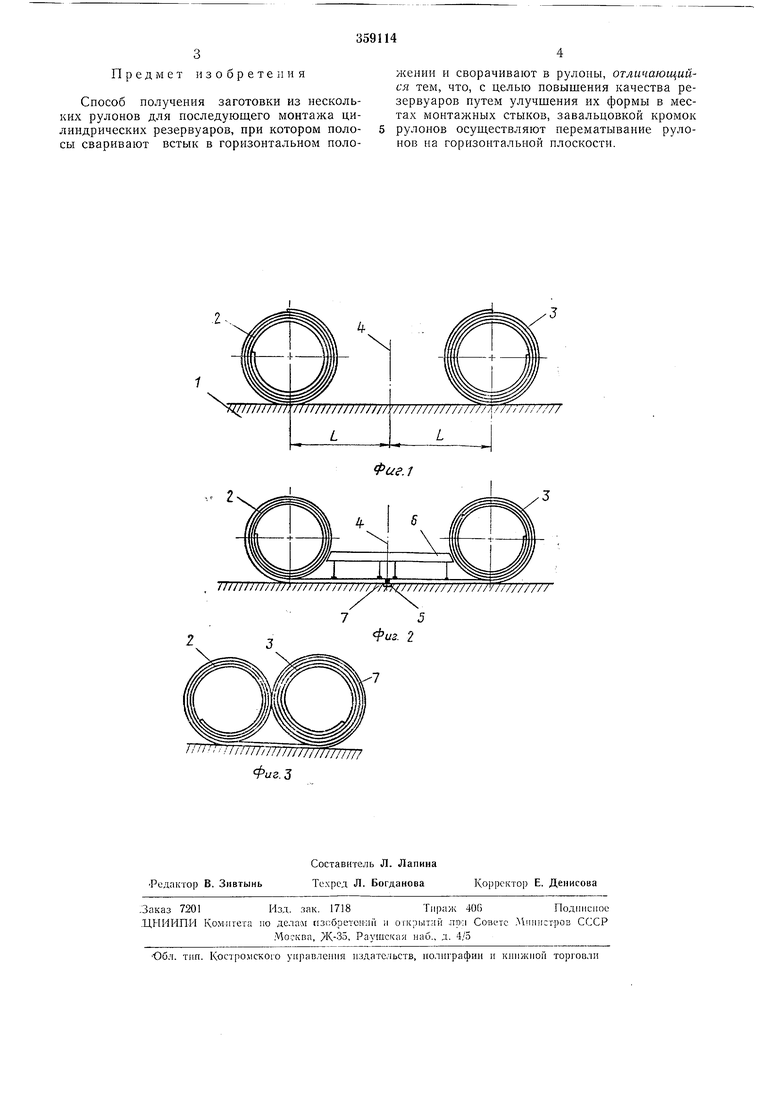
На фиг. 1 изображено взаимное положение двух рулонов перед соединением; на фиг. 2 - принцип сборки и сварки монтажного щва; па фиг. 3 - положение сварного монтажного шва после соедипенпя двух рулонов.
По предлагаемому способу на основании разворачивают до плоского состояния рулоп днища, сваривают п испытывают стыки между его частям :, па тщательно выравненной горизонтальной нлощад се 1 укладывают в противоположные стороны начальный 2 и носледуюпип 3 рулопы корпуса па расстоянии (см.
фиг. 1) но обе стороны от оси стыка 4 не более половины длины наружного витка. Далее освобождают наружные кромки от закреплений, прижимают (см. фиг. 2) освобожденные кромки по оси стыка 4 к подкладке 5 на новерхиостн нлоп1адкн /. например, при помощи ферм НЛП балок б, ощфающпхся на рулоны, и соеднняют рулоны 2 и 3 сварным ашом 7, при этом балки 6 передвигают вдоль осп стыка 4 по мере наложения шва 7, например сварочным трактором. После соединения рулонов 2 и 3, их перематывают в одпом направлении таким образом, чтобы сварпой щов 7 на одном из рулонов занял верхнее положение (фиг. 3), обеспечивая телг самым завальцовку кромок рулоиов.
В случае трех и более рулонов корпуса 15иачале соединяют по описанному выше способу два рулона, сворачивают их. например, liCjic.MaTUjjaHHeM и один рулон, к которому присоединяют третий и т. д. При большом количестве рулонов корпуса и зпачнтельном их весе можно производить укрупнение монтажных элементов (рулонов) по два н более, в заниси :остп от нх веса. Далее осунгествляют разворачивание заготовки, у которой оставпшеся свободные кромки начального н конечного р тонов соединяют сварным HIBOM is веотика ibHO L положении.
Предмет изобретения
Способ получения заготовки из нескольких рулонов для последующего монтажа цилиндрических резервуаров, при котором полосы сваривают встык в горизонтальном положении и сворачивают в рулоны, отличающийся тем, что, с целью повышения качества резервуаров путем улучшения их формы в местах монтажных стыков, завальцовкой кромок рулонов осундествляют перематывание рулонов на горизонтальной плоскости.
| название | год | авторы | номер документа |
|---|---|---|---|
| Рулонная заготовка для стенки резервуара и способ ее монтажа | 1990 |
|
SU1730407A1 |
| СПОСОБ МОНТАЖА СТЕНКИ ЦИЛИНДРИЧЕСКОГО РЕЗЕРВУАРА ИЗ РУЛОННОЙ ЗАГОТОВКИ | 1992 |
|
RU2046915C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ЛИСТОВЫХ КОНСТРУКЦИЙ | 1969 |
|
SU252513A1 |
| СПОСОБ МОНТАЖА РУЛОННЫХ РЕЗЕРВУАРОВ СО СТУПЕНЧАТЫМИ МОНТАЖНЫМИ СТЫКАМИ СТЕНКИ | 1997 |
|
RU2121555C1 |
| Способ изготовления цилиндрических резервуаров | 1986 |
|
SU1442302A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОТНИЩ | 1972 |
|
SU336060A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И МОНТАЖА РЕЗЕРВУАРОВ ИЗ РУЛОНИРОВАННЫХ ПОЛОТНИЩ | 1995 |
|
RU2083783C1 |
| Способ изготовления заготовок днища и кровли | 1982 |
|
SU1026907A1 |
| Способ изготовления сварных конструкций | 1977 |
|
SU656709A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И МОНТАЖА ЦИЛИНДРИЧЕСКИХ КОРПУСОВ | 2006 |
|
RU2312192C1 |
2-.
/ II I lllllli///t)lilJjl/l//J
Фиг.З
