Изобретение относится к области магнитной записи, в частности, к способам изготовления магнитной головки.
Известны способы изготовления магнитной головки, при которых через отверстия в обоймах с магнитномягкими сердечниками пропускают штифты и сдавливают эти обоймы подковообразной пружиной с предварительно разведенными плечами. Соединенные вместе обоймы в известных способах заливают связующим компаундом. При изготовлении магнитных головок известным способом пропускание штифтов в отверстия обойм и раздвижение плеч подковообразной пружины связано со значительными трудностями.
Целью настоящего изобретения является создание такого способа изготовления магнитной головки, который обеспечивал бы упрощение процесса изготовления.
По предлагаемому способу штифты пропускают через отверстия в технологические приливы на обоймах, а плечи подковообразной пружины раздвигают сближением ее отростков, причем технологические приливы и отростки удаляют после высыхания связующего компаунда.
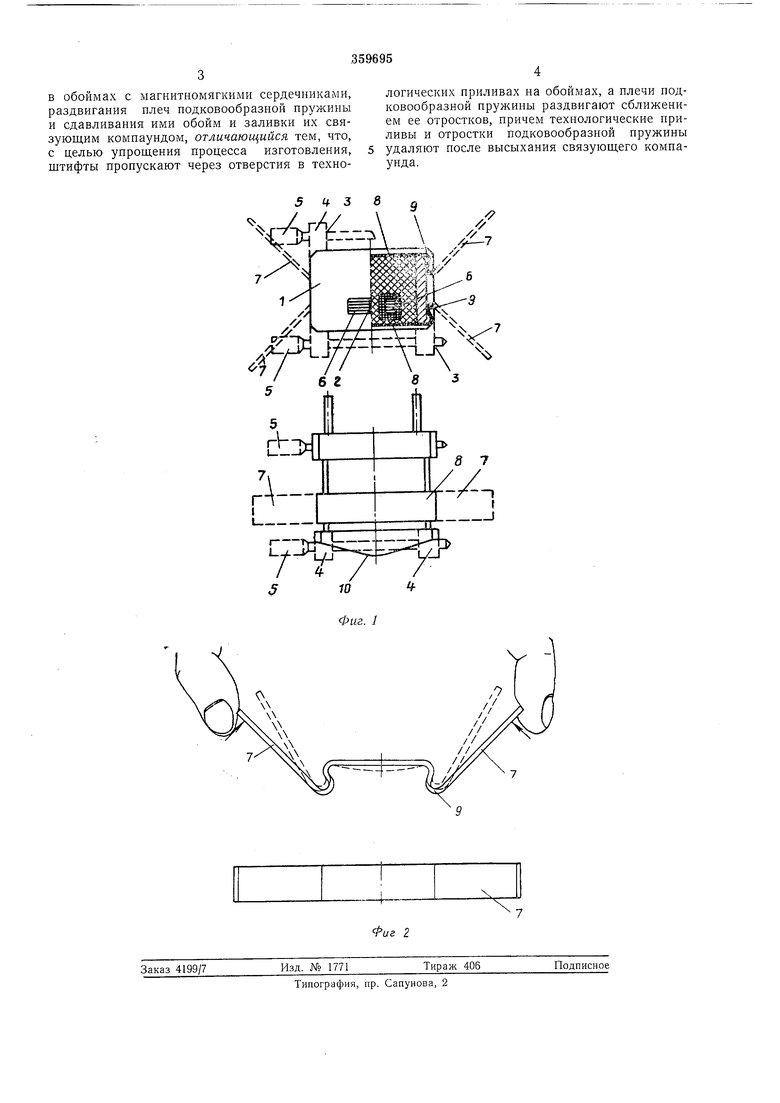
Способ изготовления магнитной головки поясняется фиг. 1, на которой изображена магнитная головка, собранная посредством штифтов и подковообразной пружины, и фиг. 2, на
которой представлена подковообразная пружина и принцип разведения ее плечей.
Две отшлифованные по плоскости разъема обоймы / соединяют через прокладку 2, формирующую рабочий зазор. Для этого через отверстия 3 в технологических приливах 4 на обоймах / пропускают штифты 5. Отверстия 3 размещены на обоймах J таким образом, что вклеенные в них магнитномягкие сердечники
6 устанавливаются один против другого. После пропускания штифтов 5, нажав пальцами на отростки 7 подковообразной пружины 8, сближают их и разводят тем самым ее плечи 9. Затем пружину 8 размещают на обоймах /
и отпускают ее отростки 7. Сжатые вместе обоймы / заливают связующим компаундом, а после высыхания последнего вынимают штифты 5 и удаляют приливы 4 и отростки 7. На фиг. 1 штифты 5, приливы 4 и отростки 7,
удаляемые после высыхания компаунда, изображены штриховыми линиями. После удаления приливов 4 и отростков 7 производят обработку рабочей поверхности 10 магнитной головки.
25
Предмет изобретения
в обоймах с магнитномягкими сердечниками, раздвигания плеч подковообразной пружины и сдавливания ими обойм и заливки их связующим компаундом, отличающийся тем, что, с целью упрощения процесса изготовления, щтифты пропускают через отверстия в техно5 38
логических приливах на обоймах, а плечи подковообразной пружины раздвигают сближением ее отростков, причем технологические приливы и отростки подковообразной пружины удаляют после высыхания связующего компаунда.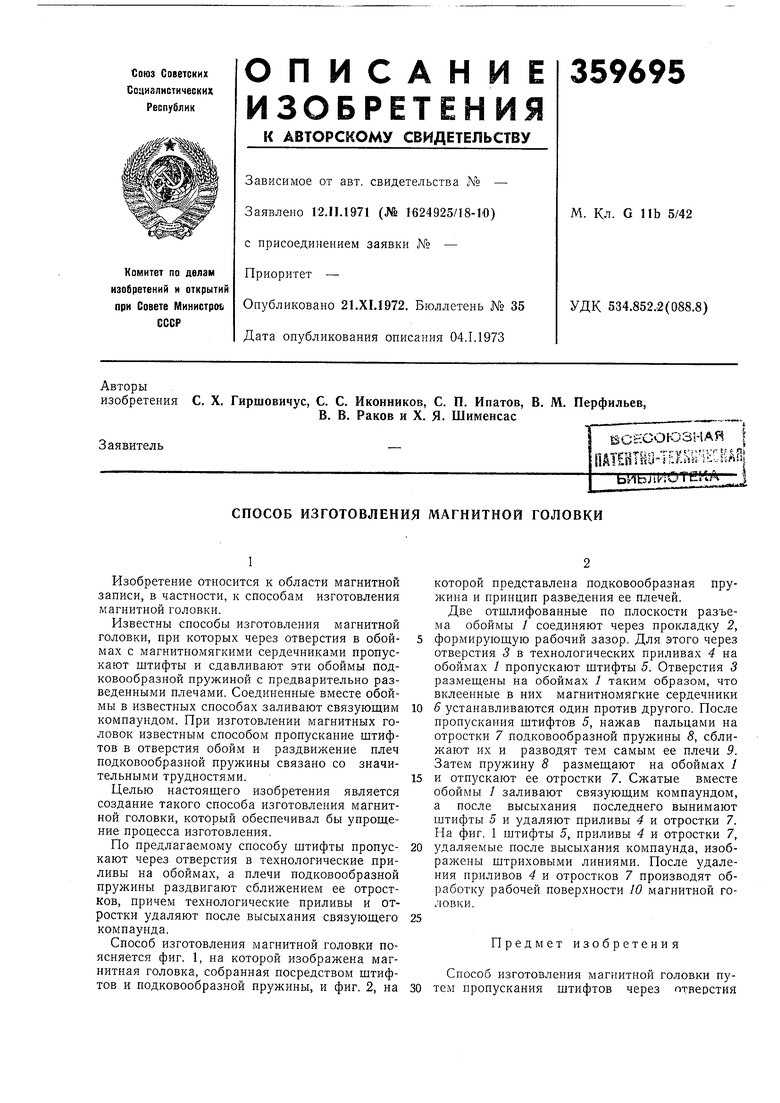
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления магнитной головки | 1982 |
|
SU1064304A1 |
| УЗЕЛ ПЛАВАЮЩИХ МАГНИТНЫХ ГОЛОВОК | 1972 |
|
SU359694A1 |
| ТЕШВО-ТЕХШНЕОЩБИБЛИОТЕКА | 1972 |
|
SU323796A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАГНИТНОЙ ГОЛОВКИ | 1972 |
|
SU337807A1 |
| ВАКУУМНАЯ ДУГОГАСИТЕЛЬНАЯ КАМЕРА | 1966 |
|
SU423192A1 |
| ВЫСОКОВОЛЬТНЫЙ ИМПУЛЬСНЫЙ ТРАНСФОРМАТОР БЕЗ СЕРДЕЧНИКА | 2010 |
|
RU2482562C2 |
| Аварийно-запирающееся втягивающее устройство для ремней безопасности транспортного средства | 1990 |
|
SU1780526A3 |
| Способ изготовления блока магнитных головок | 1977 |
|
SU720494A1 |
| Многополюсный герметичный контактор | 1989 |
|
SU1709421A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА МАГНИТНЫХ ГОЛОВОК | 1973 |
|
SU394840A1 |