Известны способы изготовления магнитных ГОЛОБОК, при которых С-образные магнитные сфдечники сжИМают с помощью подковообразяой пружины и размещают -их в корпусе, выполненном с установочной поверхностью.
Известные способы «е обеопечи:вают идентичности ориентировки рабочего зазора по отношению « установочной поверхности корпуса.
Цель .изобретения - создание способа, обеспечивающего идентичность головок.
Для этого используют известный способ изготовления магнитных головок, в .котором один из сжатых вместе С-обраэных магнитных сердечников прижимают выступающей частью плоскости разъема рабочего зазора к одной из плоскостей угольника, к другой плоскости которого прижи1мают установочную поверхиость корпуса, после чего закрепляют сердечники iB корпусе.
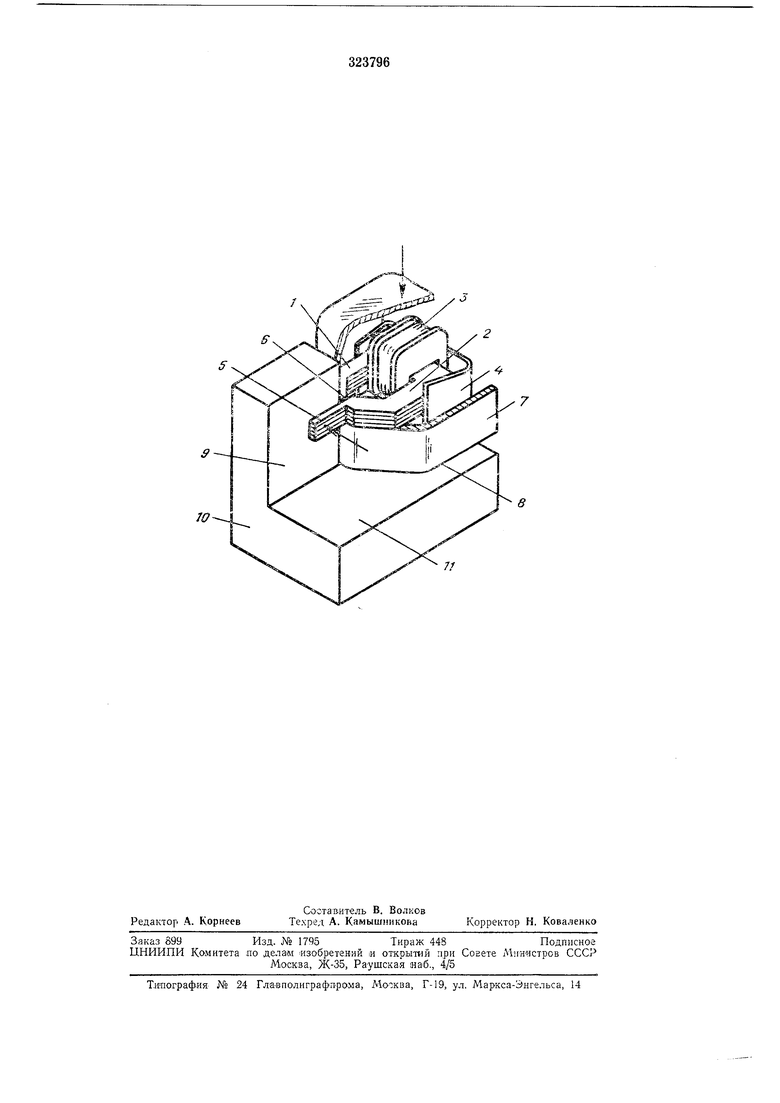
На чертеже изображено устройство, при помощи которого осуществляется предлагаемый способ.
Между двумя С-образными магнитными сердечниками / и 2 размещают обмотку 5 и сжимают ,их с помощью подковообразной прулшны 4. Один из сердечников 2 может быть выполнен с технологическим выступом 5 в районе рабочего зазора 6. Сжатые вместе cqpдeчники / и 2 размещают (В корпусе 7 с установочной поверхностью 8 v. гфижимают
плоскость разъема рабочего зазора б сердечника 2 к плоскости 9 технологического угольника 10. К другой плоскости 11 угольника 10 прижимают установочную пов хность 5 корпуса 7. После закрепления сердечников 1 к 2 IB корпусе 7 технологический выступ 5 удаляют. При изготовлении многодорожечных блоков головок к плоскости 9 угольника 10 при жимают плоскость разъема одного се рдечника каждой из размещенных в корпусе головок. При этом обеспечивается не только ориентация рабочего зазора каждой головки, но к расположение этих зазоров по одной линии.
Предмет изобретения
Способ изготовления магнитных головок путем размещения обмотки между С-сбразными магнитными сердечниками, сл имания этих сердечников подковообразной пружиной и размещения их в корпусе, вьгполненном с установочной поверхностью, отличающийся тем, что, с целью увешичения идентичности головок, один из упомянутых сердечников прижимают выступающей частью плоскости разъема рабочего зазора к одной из плоскостей угольника, к другой плоскости которого прижимают установочную поверхность, после чего закрепляют сердечники в корпусе.
7/
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления блока магнитных головок | 1981 |
|
SU968848A1 |
| Магнитный преобразователь углового положения вала в код | 1978 |
|
SU765848A1 |
| Устройство для сборки блока магнит-НыХ гОлОВОК | 1976 |
|
SU847352A1 |
| Блок магнитных головок | 1983 |
|
SU1144140A1 |
| Способ изготовления магнитных головок | 1981 |
|
SU966733A1 |
| Блок магнитных головок и способ его изготовления | 1989 |
|
SU1638722A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА ИЗНОСОСТОЙКИХ МАГНИТНЫХ ГОЛОВОК | 1992 |
|
RU2008727C1 |
| Способ изготовления магнитной головки | 1977 |
|
SU684604A1 |
| Блок магнитных головок | 1989 |
|
SU1631594A1 |
| Способ изготовления блока магнитных головок | 1989 |
|
SU1654865A1 |