Изобретение относится к приборостроению, в частности к способу изготовления магнитной головки, который может быть использован при изготовлении любых головок, элементы которых скрепляются посредством компаунда, имеющего свойство отверждаться после нескольких часов нахождения в свободном состоянии (например, после введения отвердителя).
Процесс сборки магнитных головок является сложным и ответственным. В случае неправильной установки обоймы с полусердечниками в корпус пропадает вся предыдущая дорогостоящая работа, особенно в том случае, когда головка заливается компаундом (т. е. становится Нер азборной и неремонтнопригодной) и когда не предусмотрен процесс замены полюсных наконечников. Поэтому предложено множество приемов сборки головок, позволяющих в какой-то степени уменьшить выход негодных изделий. Все известные способы имеют и положительные, и отрицательные стороны. Но ни в одном из них не предусмотрена повыщенная надежность герметизации обмоток на полусердечнихах, что снижает не только климатическую надежность, но и порой делает несбалансированным внутреннее механическое напряжение, а это может привести со вре.меием к обрыву обмоток. Причиной является заливка компаунда в полость головки после ее окончательной сборки.
Весь.ма точным является способ изготовления магнитной головки, основанный на выполнении полуобойм с отверстиями, введением в эти отверстия штифтов и использовании подковообразной пружины, позволяющей путем ее деформации выбрать требуемый зазор между полуобоймами и только после этого произвести заливку компаунда. В дальнейщем после отверждения компаунда приливы и отростки пружины необходимо удалять 1.
Получение высокачественной головки в данном случае связано с .множеством дорогостоящих операций и к тому же достаточно сложных.
Несколько упрощается сборка головки в том случае, когда сам экран-корпус выполняется с целым рядом пазов и выступов, представляющих собой установочные элементы 2.
Но тогда резко возрастает трудоемкость изготовления самого экрана-корпуса. Кроме того, в такой головке по причине наличия в экране-корпусе большого количества выступов проникание компауйда в полость затруднено и возможно образование .множества раковин.
К некоторому уменьшению количества воздущных пробок приводит способ изготовления магнитной головки, при котором
осуществляется раздельное закрепление компаундом первоначально полусердечников в полуобоймах, а потом уже всей обоймы в экране-корпусе, путем заливки 5 компаунда только а том случае, когда обойма уже вставлена в экран-корпус 3.
Наличие таких раздельных операций снижает точность юстировки полуобойм в корпусе, тем более, что используются разные по вязкости компаунды на разных этапах сборки головки. Применение же одного вида компаунда на всех этапах сборки, в том числе и для окончательной заливки 4, не упрощает и не облегчает сам процесс сборки. Не улучщается и герметичность 5 заливаемых полостей даже в том случае, когда вместо эпоксидной смолы заливка производится стеклокерамикой.
Наиболее близким к предлагае.мо.му является способ изготовления магнитной головки, основанный на выполнении рабочей 0 поверхности экрана-корпуса с прорезями для рабочих поверхностей полусердечников, установки последних в иолуобоймы с последующим формированием полной обоймы, ее установки в экран-корпус, заполнении 5 внутренних и внешних полостей обоймы компаундо.м с последующей термообработкой 5.
Однако и при тако.м способе качество герметизации внутренних и внещних полостей помещенной в экран-корпус обой0 мы оказывается недостаточно высоким за счет возникновения воздушных пробок.
Цель изобретения - повышение качества герметизации внутренних и внешних полостей помещенной в экран-корпус обой5 мы путем у.меньшения вероятности возни кновения воздущных пробок.
Поставленная цель достигается тем, что согласно способу изготовления .магнитной головки, основанному на выполнении рабо0 чей поверхности экрана-корпуса с прорезями для рабочих поверхностей полусердечников, установки последних в полуобоймы с последующим формированием пол, ной обоймы, ее установки в экран-корпус, заполнении внутренних и внешних полос.S тей обоймы компаундом с последующей термообработкой, перед установкой обоймы в экран-корпус его рабочую поверхность закрывают накладкой, вносят в полость экрана-корпуса выбранную дозу компаунда, вводят в эту полость и погружают в компаунд обойму, термообрабатывают магнитную головку в сборе, после чего удаляют накладку, при этом величину дозы вносимого компаунда выбирают равной или меньщей объема всех заполняе.мых полос5 тей магнитной головки.
На фиг. 1 показана обойма в сборе с полусердечниками; на фиг. 2 - экран-корпус с накладками на рабочей его поверх

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления блока магнитных головок | 1983 |
|
SU1134958A1 |
| Способ изготовления магнитной головки | 1988 |
|
SU1545250A1 |
| Многодорожечный блок стирающих магнитных головок и способ его изготовления | 1981 |
|
SU980140A1 |
| Способ изготовления магнитной головки | 1976 |
|
SU576594A1 |
| Блок магнитных головок | 1981 |
|
SU999096A1 |
| Способ изготовления магнитной головки | 1976 |
|
SU566263A1 |
| Блок комбинированных магнитных головок | 1983 |
|
SU1129650A1 |
| Способ изготовления блока магнитных головок | 1980 |
|
SU932539A1 |
| Многодорожечная магнитная головка | 1976 |
|
SU538398A1 |
| Блок магнитных головок | 1983 |
|
SU1144140A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ МАГНИТНОЙ ГОЛОВКИ, основанный на выполнении рабочей поверхности экрана-корпуса с прорезями для рабочих поверхностей полусердечников, установки последних в полуобоймы с последующим формированием полной обоймы, ее установки в экранкорпус, заполнении внутренних и внешних полостей обоймы компаундом с последующей термообработкой, отличающийся тем, что, с целью повыщения качества герметизации внутренних и внешних полостей помещенной в экран-корпус обоймы путем уменьщения вероятности возникновения воздушных пробок, перед установкой обоймы в экран-корпус его рабочую поверхность закрывают накладкой, вносят в полость экрана-корпуса выбранную дозу компаунда, вводят в эту полость и погружают в компаунд обойму, термообрабатывают магнитную головку в сборе, после чего удаляют накладку, при этом величину дозы вносимого о компаунда выбирают равной или меньшей объема всех заполняемых полостей магнитной головки. О 05 о 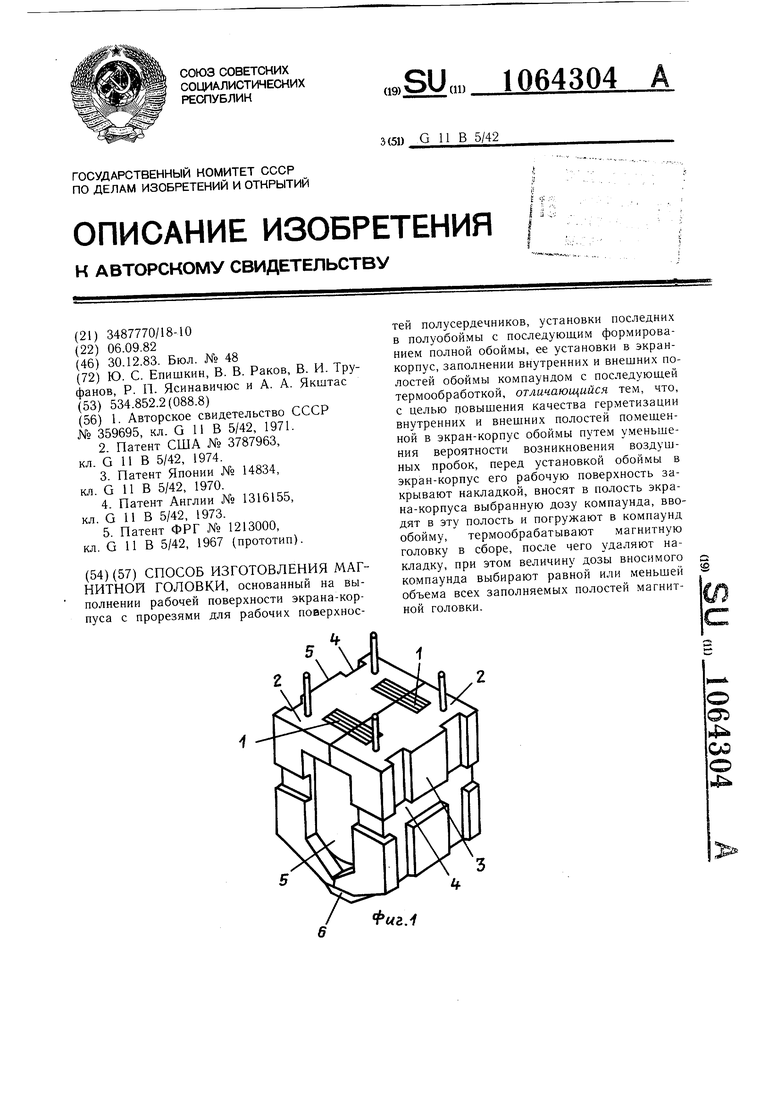
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент США № 3787963, G 11 В 5/42, 1974 | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| кл | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| кл | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Способ изготовления керамических изделий | 1984 |
|
SU1213000A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
