1 :
Изобретение относится к целлюлозно-бумажной промышленности.
Известен способ изготовления фильтрующего материала для сигарет нутем продольного гофрирования полотна из волокнистого материала продвижением его через захват между двумя нагретыми металлическими рифлеными вальцами.
Цель изобретения - обеспечить глубокое постепенное гофрирование, увеличить фильтровальную способность бумаги и предотвратить обрывы бумажной ленты.
Достигается это тем, что полотно дополнительно пропускают через .ряд рифленых валков, последовательно установленных один за другим И постепенно увеличивают давление в захвате между вальцамн.
Гладкое полотнище волокннстого материала, например бумаги, делают прежде всего нодатливым, после чего его гофрируют в продольном и растягивают в поперечном направлениях. Технологический процесс продольного .рифления ведут с таким расчетом, чтобы единица длины гофрированного «ли рифленого полотнища бумаги не весила бы больще, чем та же единица длины гладкой бумаги; фибры бумаги ослабляются для придания эффективности фильтровального свойства, после чего
бумага снова затвердевается, чтобы сохранить рифление и растяжение полотнища.
Способ осуществляют следующим образом. (Полотно из волокнистого материала смачивают жидкостью путем пульверизации, соприкосновения или погружения в жидкость, пропаривания или посредством нагревания. Затем полотно подвергают непрерывному процессу гофрирования и растягивания посредством
соответствующих давильных приспособлений, как например, вальцов для рифления. Для этого полотно пропускают через захват между нагретыми металлическими вальцами, имеющими на новерхности узкие кольцеобразные
желоба, перемежающиеся с узкими кольцеобразными нервюрами.
По выходе из зазора между вальцами полотно оставляют на одном вальце, по крайней мере, каждую вторую из цросущенных
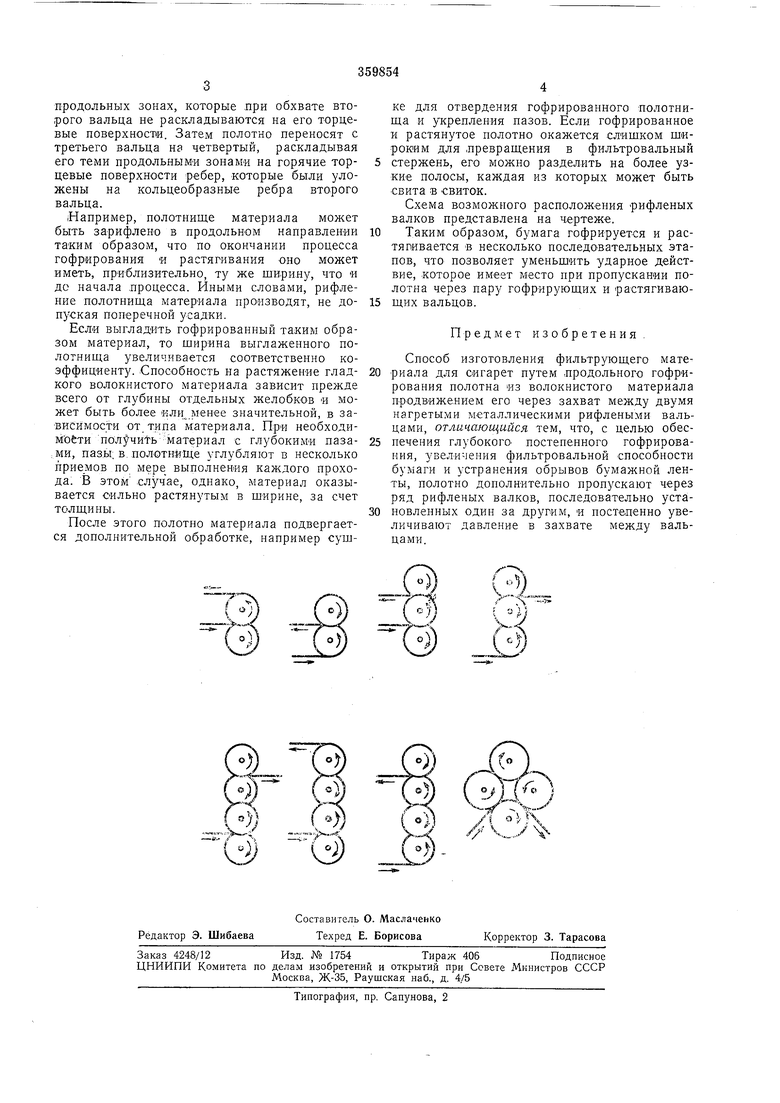
продольных зон высущивают до затвердевания или фиксируют в структуре, затем нолотно переносят со второго .вала на третий, раскладывая но другим продольным зонам на горячих торцевых поверхностях ребер. По выпродольных зонах, которые .при обхвате второго вальца не раскладываются на его торцевые поверхности. Затем полотно переносят с третьего вальца на четвертый, раскладывая его теми продольными зонами на горячие тор- 5 цевые поверхности ребер, которые были уложены на кольцеобразные ребра второго вальца. /Например, полотнище материала может быть зарифлено в продольном направлении ю таким образом, что по окончании процесса гофрирования и растягивания оно может иметь, приблизительно, ту же щирину, что и до начала .процесса. Иными словами, рифление полотнища материала производят, не до- 15 пуская поперечной усадки. Если выгладить гофрированный таким образом материал, то щирина выглаженного пологнища увеличивается соответственно коэффициенту. Способность на растяжение глад- 20 кого волокнистого материала зависит прежде всего от глубины отдельных желобков и может быть более «ли менее значительной, в зависймости от типа материала. При необходимобти получить материал с глубокими паза- 25 : ми, пазы; в. полотнище углубляют в несколько приемов по мере выполнения каждого прохода. В этом случае, однако, материал оказывается сильно растянутым в щирине, за счет толщины. 30 После этого полотно материала подвергается дополнительной обработке, например сушке для отвердения гофрированного полотнища и укрепления пазов. Если гофрированное к растянутое полотно окажется слишком ш«рок1им для .превращения в фильтровальный стержень, его можно разделить на более узкие полосы, каждая из которых может быть свита в свиток. Схема возможного расположения рифленых валков представлена на чертеже. Таким образом, бумага гофрируется и растяливается в несколько последовательных этапов, что позволяет уменьщить ударное действие, которое имеет место при пропускании полотна через пару гофрирующих и растягивающих вальцов, Предмет изобретения Способ изготовления фильтрующего мате риала для сигарет путем .продольного гофрировання полотна из волокнистого материала продвижением его через захват между двумя нагретыми металлическими рифлеными вальцами, отличающийся тем, что, с целью обеспечения глубокого постепенного гофрирования, увеличения фильтровальной способности бумаги и устранения обрывов бумажной ленты, полотно дополнительно пропускают через ряд рифленых валков, последовательно установленных один за другим, и постепенно увеличивают давление в захвате между вальцами.