Известное устройство для изготовления бумажных заготовок для папиросных фильтров включает механизм нодачи бумажной ленты, ванну для ее пропитки и приспособление для продольного гофрирования.
В предлагаемом устройстве для улучшения качества заготовок приспособление выполнепо с расположенными один над другим несколькими рифлеными приводными вальцами с возможностью регулирования глубины их взаимного зацепления и обогрева.
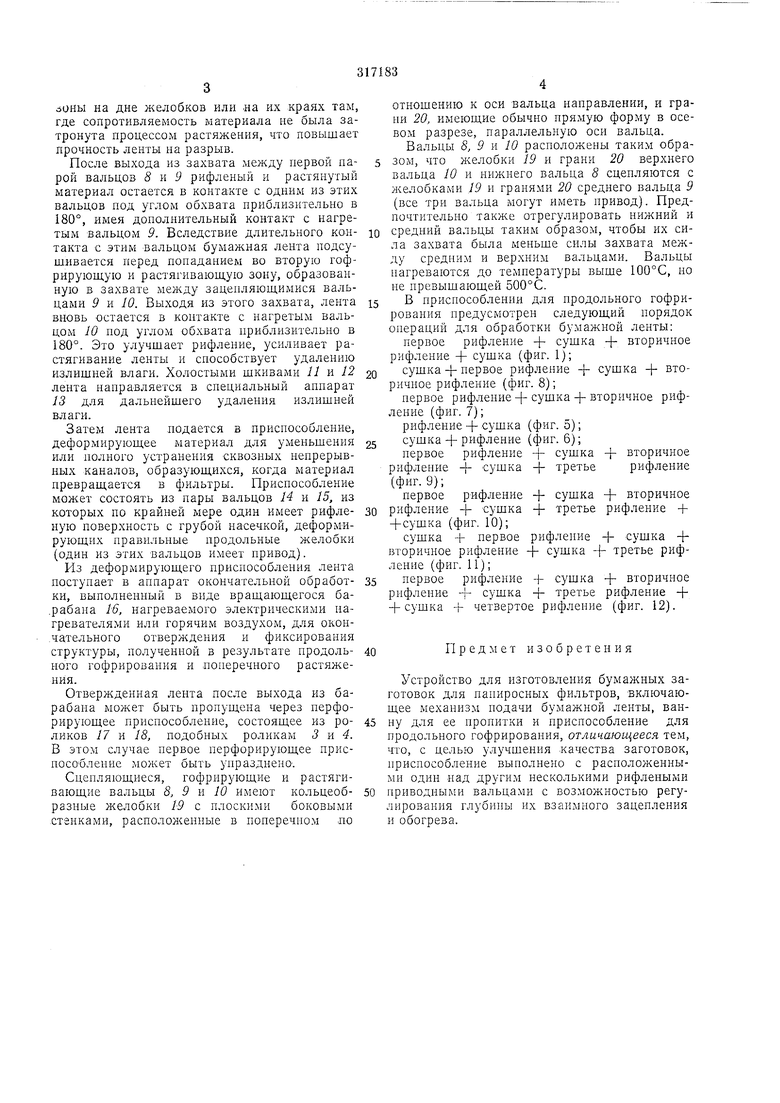
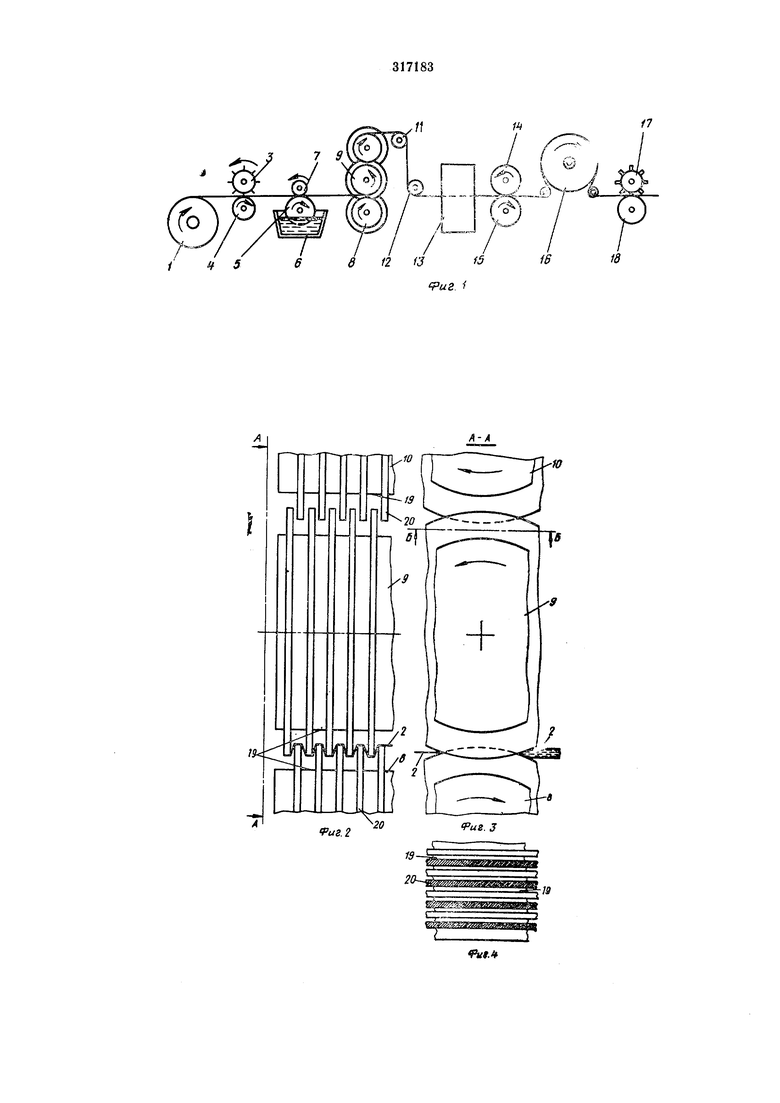
На фиг. 1 схематически изображено предлагаемое устройство, вид сбоку; на фиг. 2 - ириспособлеиие для продольного гофрирования; на фиг. 3 - разрез по А-А на фиг. 2; на фиг. 4 - разрез по Б-Б на фиг. 3; на фиг. 5-12 - схемы возможных вариантов выпол-иения приспособления для продольного гофрирования.
С подающего барабана / сматывается бумажпая лента 2 в сыром виде и про.ходит через перфорирующее приспособление, которое может состоять, например из ролика 3, снабженного тупыми зубьями или выступами, и соответствующего ему контрролика 4 (один из этих роликов приводится в действие от привода). В приспособлении бумажная лента должна перфорироваться таким образом, чтобы на краях отверстий оставались расщепленные части материала, выступающие из
плоскости леиты. Перфорирующее приспособление может быть снабжено еще одной парой роликов 3 и 4, но расположенных в обратном направлении так, чтобы лента могла перфорироваться с обоих концов (расщепленные части располагаются как на одной, так и на другой стороне ленты).
После перфорирования лента поступает в приспособление, придающее ей податливость и состоящее из вращающегося металлического ролика 5, погружаемого в ванну 6 с водой и вращающегося резинового ролика 7, прижимающего ироходящую ленту к мокрой поверхности ролика 5.
Затем пропитанная лента подается в приспособление для продольного гофрирования и растяжения. В зависимости от формы и осевой установки гофрирующих и растягивающих рифленых приводных вальцов 8 и 9 бумажная лента быть растянута таким образом, что боковые стороны желобков могут быть тоньше, чем дно желобка. Вальцы снабжены приспособлениями для обогрева. Иагрев вальцов производит сглаживающее действие на ленту особенно в тех узких полосах, которые касаются верхней грани ребер вальцов. Разглаживание сиособствует уменьшению разрыва или растям ения ленты в соответствующих частях, создавая в конечном продукте узкие иараллельные продольные боиы на дне желобков или на их краях там, где сопротивляемость материала не была затронута процессом растяжения, что повышает прочность ленты на разрыв. После выхода из захвата между первой парой вальцов 8 II 9 рифленый и растянутый материал остается в контакте с одним из этих вальцов под утлом обхвата приблизительно в 180°, имея доиолнительный контакт с нагретым вальцом 9. Вследствие длительного контакта с этим вальцом бумажная лента подсушивается перед попаданием во вторую гофрирующую и растягивающую зону, образованную в захвате между зацепляющимися вальцами 9 и 10. Выходя из этого захвата, лента вновь остается в контакте с нагретым вальцом 10 под углом обхвата приблизительно в 180°. Это улучшает рифление, усиливает растягивание ленты и способствует удалению излишней влаги. Холостыми шкивами 11 и 12 лента направляется в специальный аппарат 13 для дальнейшего удаления излишней влаги. Затем лента подается в приспособление, деформирующее материал для уменьшения или нолного устранения сквозных непрерывных каналов, образующихся, когда материал превращается в фильтры. Приспособление может состоять из пары вальцов 14 и 15, из которых но крайней мере один имеет рифленую поверхность с грубой насечкой, дефюрмирующих правильные продольные желобки (один из этих вальцов имеет привод). Из деформирующего приспособления лента поступает в аппарат окончательной обработки, выполненный в виде вращающегося ба.рабана 16, нагреваемого электрическими нагревателями или горячим воздухом, д.ая окончательного отверждения и фиксирования структуры, полученной в результате продольного гофрирования и поперечного растяжения. Отвержденная лента после выхода из барабана может быть пропущена через перфорирующее приспособление, состоящее из роликов 17 и 18, подобных роликам 3 и 4. В этом случае первое перфорирующее приспособлепие может быть упразднено . Сцепляющиеся, гофрирующие и растягивающие вальцы 8, 9 и 10 имеют кольцеобразные желобки 19 с плоскими боковыми стенками, расположенные в поперечном по отношению к оси вальца направлении, и грани 20, имеющие обычно прямую форму в осевом разрезе, параллельную оси вальца. Вальцы 8, 9 II 10 расположены таким образом, что желобки 19 и грани 20 верхнего вальца 10 и нижнего вальца 8 сцепляются с желобками 19 и гранями 20 среднего вальца 9 (все три вальца могут иметь привод). Предпочтительно также отрегулировать нижний и средний вальцы таким образом, чтобы их сила захвата была меньше силы захвата между средним и верхним вальцами. Вальцы нагреваются до темиературы выше 100°С, но не превышающей 500°С. В приспособлении для продольного гофрирования предусмотрен следующий порядок операций для обработки бумажной ленты: первое рифление -{ сушка вторичное рифление + сушка (фиг. 1); сушка -f первое рифление + сушка + вторичное рифление (фиг. 8); первое рифление-|-сушка-f-вторичное рифление (фиг. 7); рифление -(- сушка (фиг. 5); сушка + рифление (фиг. 6); рифление вторичное 4- сушка рифление рифление (фиг. 9); рифление сушка вторичное первое 4- Сушка рифление третье рифление -+-|-сушка (фиг. 10); сушка + первое рифление + сушка + вторичное рифление -f сушка + третье рифление (фиг. 11); первое рифление -f сушка + вторичное рифление -1- сушка + третье рифление -(+ сушка -f четвертое рифление (фиг. 12). Предмет изобретения Устройство для изготовления бумажных заотовок для папиросных фильтров, включаюее механизм нодачи бумажной ленты, вану для ее нропитки н приспособление для родольного гофрирования, отличающееся тем, то, с целью улучшения качества заготовок, риспособление выполнено с расположенныи один над другим несколькими рифлеными риводиыми вальцами с возможностью регуирования глубины их взаимного зацепления обогрева.
9 /Дижагаа
PUS.S
сриг 7
8
Риг.З
ffus. 10
fpug If
